1
Изобретение относится к литейному производству, в частности к производству отливок по газифицируемым моделям из пенополистирола и может быть использовано для снижения токсичности веществ, выделяющихся из литейной формы после заливки ее металлом, а также для очистки воздушной среды в литейных цехах.
Известна обработка воздуха, подаваемого в производственное помещение, атмосфера которого загрязнена вредными веществами, путем введения в объем помещения водно-липидной эмульсии в виде отдельных капель l.
Однако данный способ нейтрализации вредных веществ, в том числе и стирола, при деструкции пенополистироловых моделей, не может быть эффективным, поскольку в литейных цехах процесс очистки воздуха проходит по всему его объему вдали от источников образования и выделения вредных
веществ, что ухудшает санитарно-гигиенические условия труда.
Часть вредных паров, выделившихся в атмосферу цеха, может сконденсироваться и осесть в рабочую зону цеха.
В процессе заливки металлом формы5 полученной из сыпучего наполнителя по газифицируемым моделям, последние под действием расплавленного металла разрушаются с выделением токсичных паров стирола и углекислого газа, которые для определенных марок пенополистирола превышают предельно-допустимые нормы.
Известен также способ, при котором участок заливки оборудуют местной приточно-вытяжной вентиляцией, которая отводит вредные пары и газы на определенную высоту, позволяющую путем рассеивания снизить концентрацию вредных веществ 2,
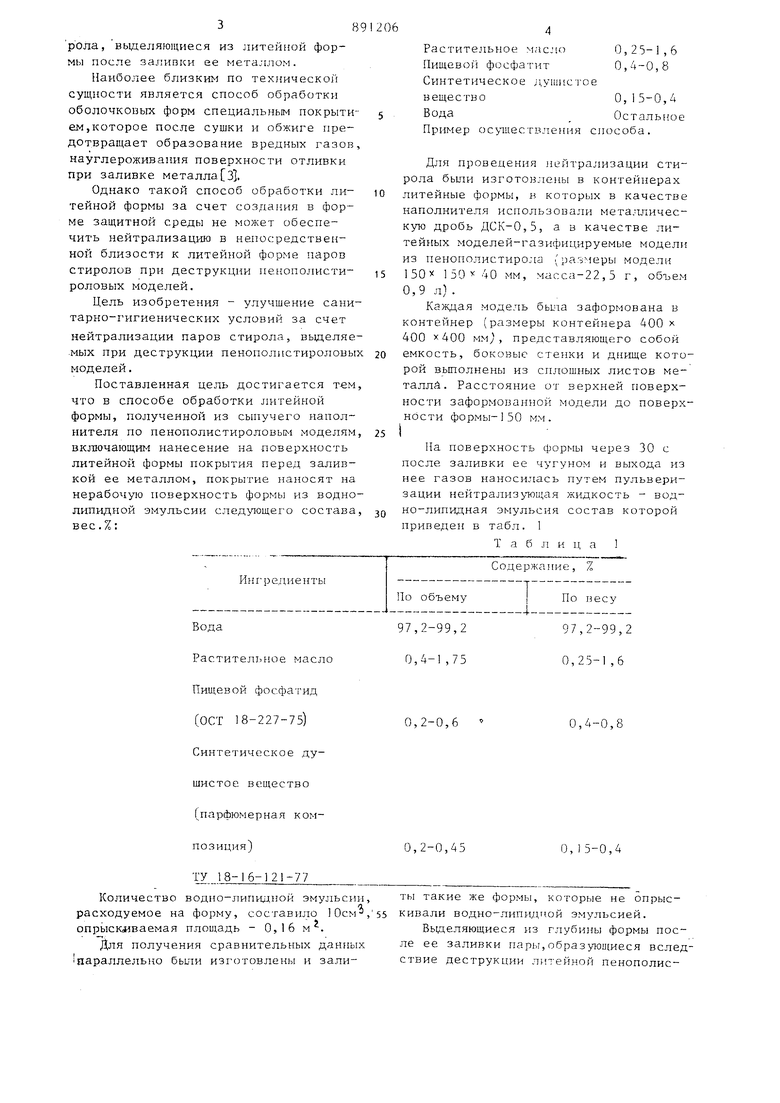
Однако такой способ не позволяет эффективно нейтрализовать пары сти38рола, выделяющиеся из литейной формы после заливки ее мета;1лом. Наиболее близким по технической сущности является способ обработки оболочковых форм специальным покрыти ем,которое после сушки и обжиге предотвращает образование вредных газов науглероживания поверхности отливки при заливке металла З. Однако такой способ обработки литейной формы за счет создания в форме защитной среды не может обеспечить нейтрализацию в непосредственной близости к литейной форме паров стиролов при деструкции пенополистироловых моделей. Цель изобретения - улучшение сани тарно-1игиенических условий за счет нейтрализации паров стирола, выделяе мых при деструкции пенополистироловы моделей. Поставленная цель достигается тем что в способе обработки литейной формы, полученной из сыпучего наполнителя по пенополистироловым моделям включающим нанесение на поверхность литейной формы покрытия перед заливкой ее металлом, покрьггие наносят на нерабочую поверхность формы из водно липидной эмульсии следующего состава вес.%:
Инг-регп1енты
Вода
Растительное масло Пищевой фосфатид Гост 18-227-75) Синтетическое душистое вещество (парфюмерная композиция)
Ы6-121-77
ТУ Количество водно-липидной эмульсии, раскодуемое на форму, составило 10см,55 опрыск-иваемая площадь - 0,16 м. Для получения сравнительных данных параллельно были изготовлены и залиСодержание, Z
По объему
По весу
99,2
97,2-99,2 1,75 0,25-1,6
0,6
0,4-0,8
0,2-0,45
О,15-0,4 Растительное масло0,25-1,6 Пищевой фосфатнт0,4-0,8 Синтетическое душис1ое веществоО,15-0,А ВодаОстальное Пример осуществления способа. Для проведения нейтрализации стирола были изготовлены в контейнерах литейные формы, в которых в качестве наполнителя использовали металлическую дробь ДСК-0,5, а в качестве литейных моделей-газифицируемые модели из пенополистирола (parii-tepbi модели 150Х 150 I 40 мм, масса-22,5 г, объем 0,9 л). Каждая модель быта заформована в контейнер (размеры контейнера 400 400 X400 мму, представляющего собой емкость, боковые стенки и днище которой выполнены из сплошных листов металла. Расстояние от верхней поверхности заформованной модели до поверхности формы-150 мм. I На поверхность формы через 30 с после заливки ее чугуном и выхода из нее газов наносилась путем пульверизации нейтрализующая жидкость - водно-липидная эмульсия состав которой приведен в табл. 1 Т а б л и ц а 1 ты такие же формы, которые не опрыскивали водно-липидиой эмульсией. Выделяющиеся из глубины формы после ее заливки пары,образующиеся вследствие деструкции литейной пенополистироловой модели,направляются к верхней открытой поверхности формы,на которую нанесен слой нейтрализующей жидкости. При этом пары стирола вступают в реакцию нейтрализации с входящим в состав водно-линидной эмульсии фенилэтиловым спиртом с образованием нетоксичных эфиров,предельно-допустимая концентрация которых в 54 раза больше паров стирола.
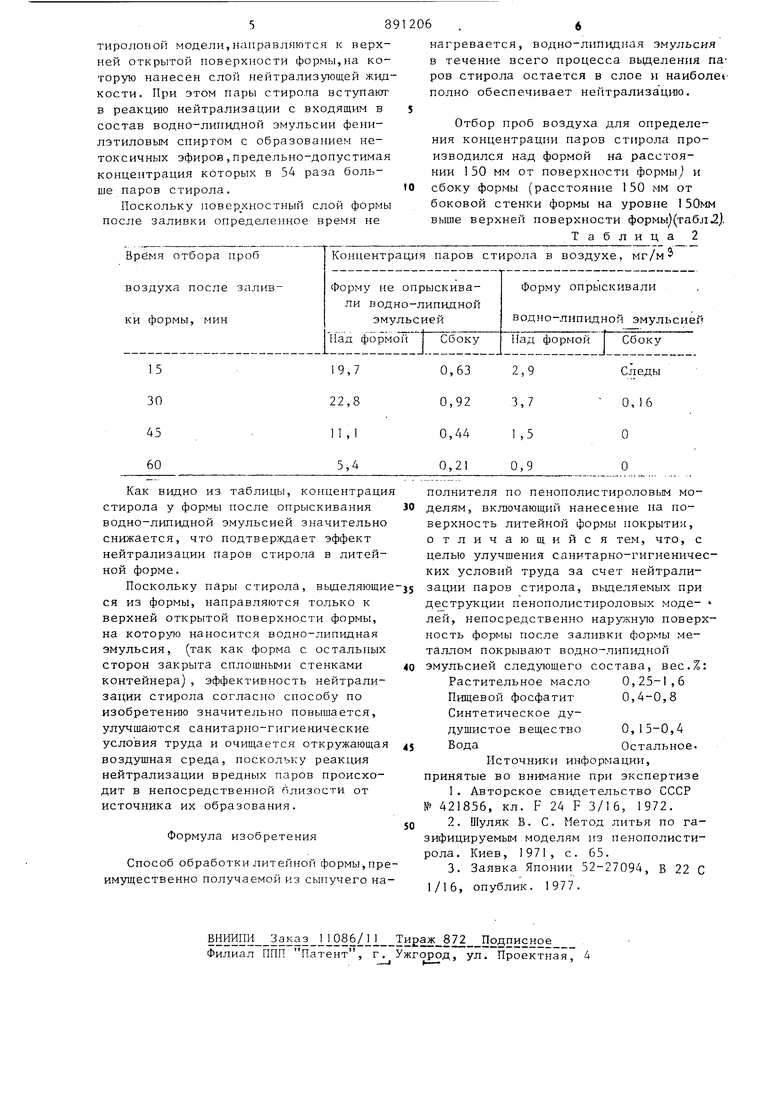
Поскольку повер хностный слой формы после заливки определе}1ное время не
нагревается, водно-липидная эмульсия в течение всего процесса выделения паров стирола остается в слое и наиболе полно обеспечивает нейтрализацию.
Отбор проб воздуха для определения концентрации паров стирола производился над формой на расстоянии 150 мм от поверхности формы/ и сбоку формы (расстояние 150 мм от боковой стенки формы на уровне I50мм выше верхней поверхности формыДтабл). Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отливок из чугуна по газифицируемым моделям в вакуумируемые формы "ГАМОЛИВ-процесс | 1988 |
|
SU1616758A1 |
| Способ литья заготовок под давлением | 1989 |
|
SU1839122A1 |
| "Способ получения литья по газифицируемым моделям "Див-процесс" и литейная форма для получения литья" | 1988 |
|
SU1764768A1 |
| Способ литья по газифицируемым моделям | 1990 |
|
SU1731407A1 |
| Способ формовки | 1990 |
|
SU1740100A1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2270073C1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ МАГНИТНЫХ ФОРМ | 1994 |
|
RU2089330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2014 |
|
RU2571238C2 |
| Способ изготовления моделей из пенополистирола | 1982 |
|
SU1079340A1 |
