со
00
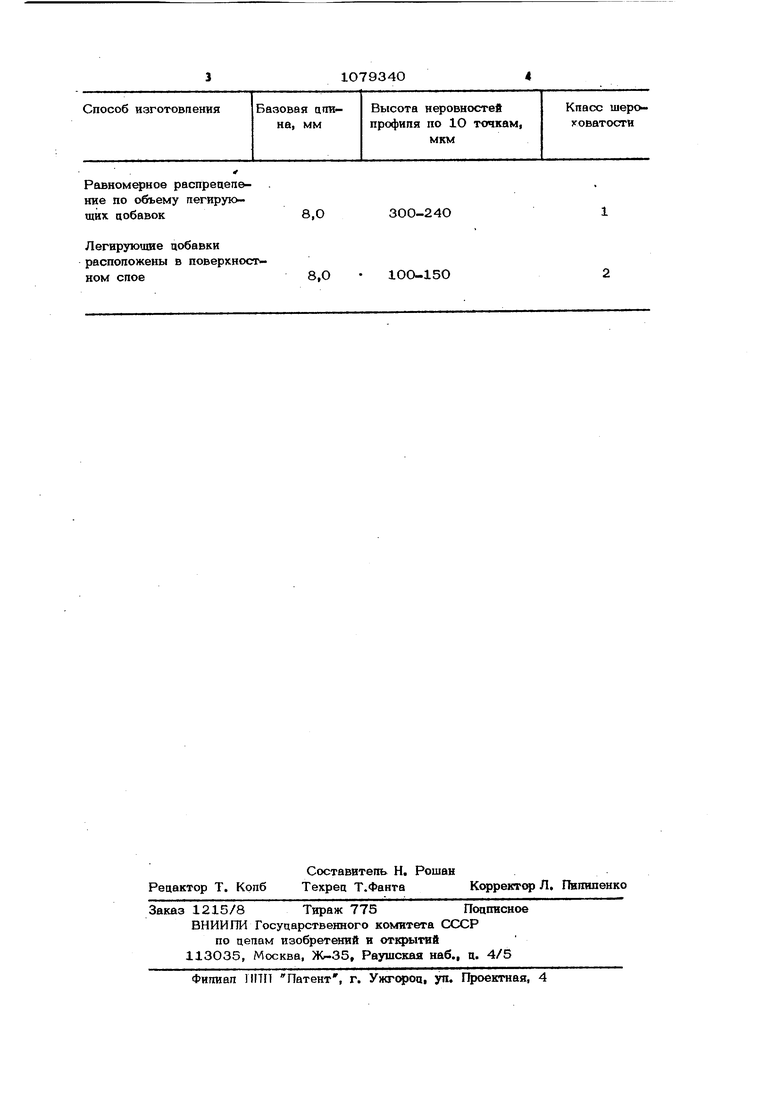
4 Изобретение относится к питейному произвоцству и может быть использовано при изготовлении отпивок по газифицируемым моделям, легированных в полости формы. Известны способы изготовления литейных форм с легированной поверхностью путем нанесения легирующих цобавок на стенки формы в вице обмаэки Cl 3 . Известно также использование газифи цируемых моделей цля легирования отпивок. Для этого изготовляют модели из п листирола путем вспенивания его гранул в пресс-форме, а затем на поверхность модели наносят тонкий слой покрытия, содержащего легирующие добавки С2 3 . Наиболее близким к изобретению явля ется способ изготовления моделей из пенопогшстирола, включающий подачу в полость пресо-формы подвспенённых гранул полистирола одновременно с легируто шими или модифицирующими добавками окончательное вспенивание гранул полист рола совместно с легирующими или модифицирующими добавками СЗ . Однако известные способы изготовления моделей из пенополистирола с легирующими добавками не позволяют получать равномерного легированного поверхностного слоя модели, являются трудоемкими и требуют дополнительных затрат на дополнительные операции. Целью изобретения является получени равномерного легированного или модифицированного поверхностного слоя модели Указанная цель достигается тем, что согласно способу изготовления моделей из пенополистирола, включающему подачу в пресс-форму подвспенённых гранул полистирола, легирующих или модифицирующих добавок и окончательное вспенивание гранул полистирола вместе с легирующими или модифицирующими добавками, одновременно с подачей ynoMSJнутых добавок в пресс-форму подают пар Количество вводимых легирующих добавок можно регулировать дозатором. Глубина проникновения добавок в пенополистироловую модель определяется их гранулометрическим составом и временем подачи добавок в поток пара. При подаче в пресс- орму пара с легирующими или модифицирующими добавками происходит окончательное вспенивание гранул полистирола в пресс-форме и равномерное распределение легирующих добавок в поверхностном слое модели. Пример. Предварительно вспенивание гранулы полистирола подаются сжатым воздухом в полость пресс-формы. Затем в пресо-форму подается пар. Межрду источником перегретого пара и пресоформой установлен дозатор с легирующими или модифицирующими добавками. Добавки из бункера подаются в поток пара и поступают в прессм})орму, где размещаются между гранулами полистирола. Последние, вспениваясь, перекрывают доступ добавкам вглубь модели, так как размер добавок в 10 раз меньше размера пор между гранулами полистирола. Для изготовления моделей используют полистирол фракции 0,5-1,6 мм; в качестве легирующей добавки порошок меди фракции 0,05-0,1 мм. Время подачи пара в пресс-форму одновременно с легирующими или модифицирующими добавками составляет от 8-10 до 25- ЗО с. После окончания вспенивания гранул полистирола получают пенополиотириловую модель массой ЗО г с глубиной проникновения легирующих или модифицирующих цобавок 2-3 мм. Получение равномерного легированного или модифицированного поверхностного слоя модели позволяет повысить качество поверхности отливок, получаемых по газифируемым поделям, так как мо- , дель получается цельной, без склейки и соединительных швов, что позволяет также уменьшить припуски на механическую обработку отливок. Показатели шероховатости поверхности отливок из чугуна, полученных по моделям, изготовленным разными способами, представлены в {аблице. Реализация предлагаемого способа изготовления пенополистироловой мод&ли с равномерным легированным поверхностным слоем исключает необходимость приготовления и нанесения специальных покрытий и обмазок с легирующими добавками; позволяет получать цельную модель с поверхностным легированным споем (а не собранную из отдельных элементов), а также обеспечивает повышение чистоты поверхности отливки и снижение припусков на механическую обработку за счет отсутствия соединительных щвов на моделях.
Равном ное распрецепение по объему пегирук щих цобавок
Легирзпощие добавки расположены в поверхностном опое
ЗОО-24О
1ОО-150
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления моделей из полистирола | 1980 |
|
SU904872A1 |
| Способ изготовления моделей из пенополистирола для получения композиционных отливок литьем по газифицируемым моделям | 2020 |
|
RU2745221C1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| Способ модифицирования и легирования отливок при литье по газифицируемым моделям | 2017 |
|
RU2675675C1 |
| ВСЕСОЮЗНАЯ 1ПAШiIHO-TEKHй^iEaш!БИБЛИ.О'Т'и.КА | 1971 |
|
SU304049A1 |
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2619548C2 |
| Способ модифицирования и легирования отливок при формообразовании литьем по газифицируемым моделям | 2020 |
|
RU2744688C1 |
| Способ поверхностного легирования отливок из металлических сплавов на заданную глубину | 2016 |
|
RU2660446C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ОТЛИВОК ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРОВАННЫМ МОДЕЛЯМ | 2016 |
|
RU2633806C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДЕЛЬНОГО МАТЕРИАЛА ИЗ ПЕНОПОЛИСТИРОЛА С ЛЕГИРУЮЩИМИ ДОБАВКАМИ ДЛЯ МЕТАЛЛИЧЕСКОГО ЛИТЬЯ МЕТОДОМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2015 |
|
RU2618995C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ИЗ ПЕНОПОЛИСТИРОЛА, вкпн чающий поцачу в пресс-форму поцвспененч ных грануп попистиропа, пегнрующих ипи моцифинирующих цобавок и тепьное вспенивание грануп попистиропа вместе с пегирующими ипи моцифицирук щими цобавками, отпичающийс я тем, что, с цепью попучения рввнс. мерного пегированного ипи моцифицированного пов хностного споя моцепи, оцновременно с поцачей упом5шутых цо бавок в пресо-форму поцают пар.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления литейной формы с легирующей поверхностью | 1956 |
|
SU109326A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
