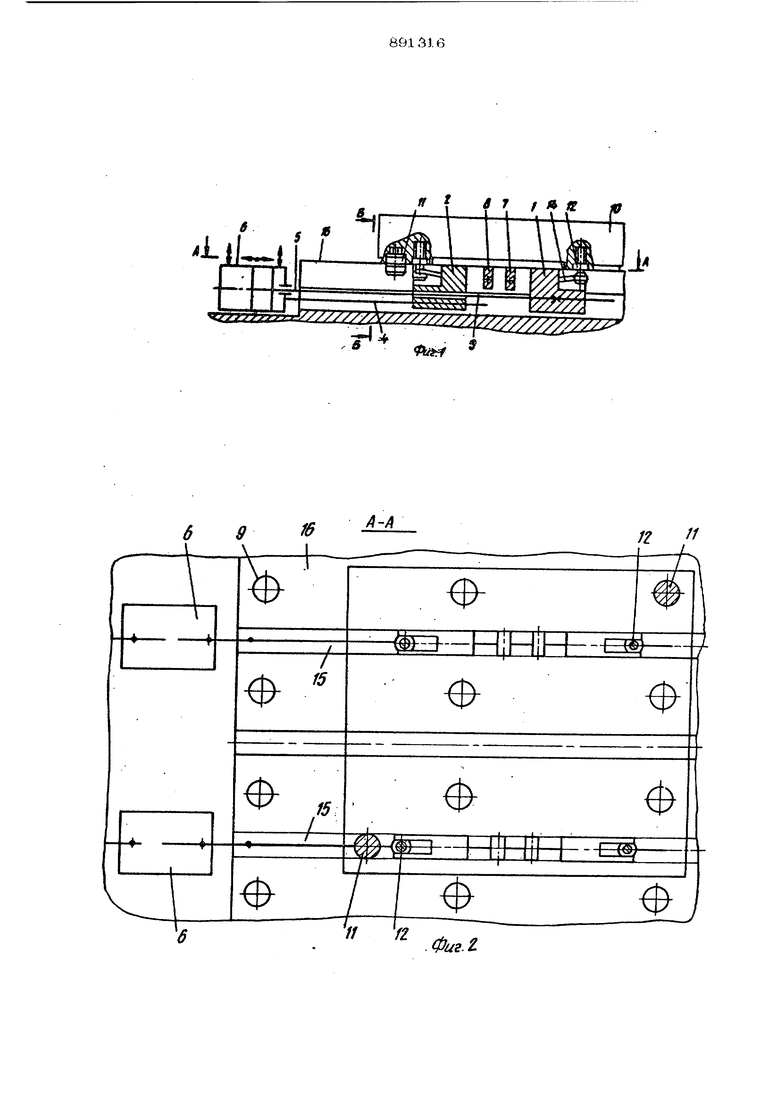
Изобретение относится к механической обработке материалов, а именно к устрой ствам для Эс1крепления деталей на столах станков с ЧПУ (числовым программным управлением). Известно устройство для закрепления деталей на станках с ЧПУ, содержащее стол с пазами, гидроцнлиндр с корпусом и штоком, зажимной механизм, и зажимные штыри f ij. Недостатками указанного устройства являются огра1шченные технологические возмояшости, обусловленные точным и одно значным заданием положения базирующих и зажимных штырей, а также сложность зажимного механизма. Цель изобретения - расширение технологических возможностей устройства с одновременным упрощением его конструкции. Указанная цель достигается тем, что зажимной механизм выполнен в виде двух переналаживаемых относительно друг друга и размещенных в пазах стола вилок, снабженных клиновыми внутренними поверхностями и взаимосвязанных соответственно со штоком и корпусом гидроцилиндра, при этом поверхности зажимных штырей, контактирующие с клшювыми поверхностями вилок, выполнены в виде сферы. На фиг. 1 изображен продольный разрез устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел 1 на фиг. 3. Устройство содержит зажимные механизмы, состоящие каждый из двух переналаживаемых друг относительно друга вилок 1 и 2, соединенных соответственно тягами 3 и 4 со штоком 5 и корпусом гидроцилиндра 6. Между вилками 3. и 2 расположены переставные упоры 7 и 8 и базирующие отверстия 9. В детали 1О закреплены базирующие 11 и зажимные 12 штыри. Поверхность 13 зажимного штыря 12, контактирующая с клиновой внутренней поверхностью 14 вилок 1 и 2, выполнена в виде сферы. Зажимные 5 механизмы, тяги 3 и 4 вилок 1 и 2 и упоры 7 и 8 размещены в Т-образных пазах 15 стопа 16 с базируюишми отверстиями 9. Устройство работает следующим обрааом. Деталь Ю с закрепленными двумя басирующими 11 и, например, четырьмя зажимными 12 штырями устанавливается на стол 16 станка с числовым программным управлением и aвтo y aтичecкoй сменой инструмента. Один базирующий штырь 11 входит в одно из отверстий 9, а другой - в паз, 15 стола 16,-Деталь Ю базируется таким образом по плоскости и двум отверстиям на поверхности стола 16 станка в строго определенном положении по отношению к началу отсчета координат системы программного управления станка. Зажимные штыри 12 устана вливаются в пазах 15 стола 16 станка с зазором. При подключений левых полостей гидрощшиндров 6 к источнику давления, штоки 5 перемещанугся вправо с тягами 3 переналаживаемыми вилками 1 до контакта гспиновых поверхностей 14 вилок 1 в поверхность 13 зажимных шты рей 12, а корпуса гидрощшнндров 6 переметаются влево вместе с тягами 4 и вилками 2 до контакта клиновых поверхно стей 14 вилок 2 в поверхность 13 зажимных штырей 12. Деталь Ю обрабатывается с пяти сторон по заданной щ)о грамме без перезажима. При подключении правых полостей цилиндров 6 к источнику давлен 1Я, штоки 5 перемещаются влево вместе с тягами 3 и вилками 1 до контакта вилок 1 в переставные упоры 7, а корпуса гидроциливдров 6 перемещаютг ся вправо вместе с тягами 4 и вилками 2 до контакта вилок 2 в переставные упоры 8. Таким образом, производится освобождение зажймных штырей 12. Деталь снимается со стола 16 станка и на ее место устанавливается следующая с пред варительно закрепленными базируюишми 11 и зазкимными 12 штьфями, При необходимости установить на стол 16 станка деталь Ю с другими габ итными размерами или с другой конфигура164цией опорной поверхности, базирующие 11 и зажимные 2 штыри располагаются поиному. Базирующие штыри 11 по длине стола 16 станка (вдоль пазов 15) можно располагать на любом расстоянии (при базировании по отверстию 9 и пазу 15), а по ширине стола 16 станка - с определенным шагом, равным, например, расстоянию к;ежду пазами (при бваированак по двум отверстиям 9) или половине этого шага (при базировании по отверстию 9 и пазу 15). Зажимные штьфи 12 по длине стола станка можно располагать на любом расстоянии (переналаживаемые вилки 1 и 2 для этого раздвигаются и закрепляются в других местах на тягах 3 и 4), а по ширине стола станка - с щагом, равным расстоянию между пазами. Такое выполнение устройства позволяет расширить его технологические возможности, так как обеспечивает закрепление деталей различных габаритов и конфигураций, а также упрощает его конструкашо. Формула изобретения Устройство для закрепления деталей на станках с ЧПУ, содержащее стол с базами, гидрошшивдр с корпусом и штоком, залсимной механизм, без|фуюцше и зажимные штыри, отличающее с я тем, что, с целью расширенвя тех.нологических возможностей и упрощения конструкции, зажимной механизм выполнен в виде двух переналаживаемых относительно друг друга и размещенных в пазах стопа вилок, снабженных клиновыми внутренними поверхностями и взаимосвязанных соответственно со штоком и корпусом гвдроцйлиндра, при этом поверхности зажимных штырей, контактирующие с клиновыми поверхностями вилок, выполнены в виде сферы. Источники информации, принятые во внимание при экспертизе 1. Кузнецов Ю. И. Технологическая оснастка к станкам с программным управлением. М., Машиностроение , 1976, , с. 24, рис. 4.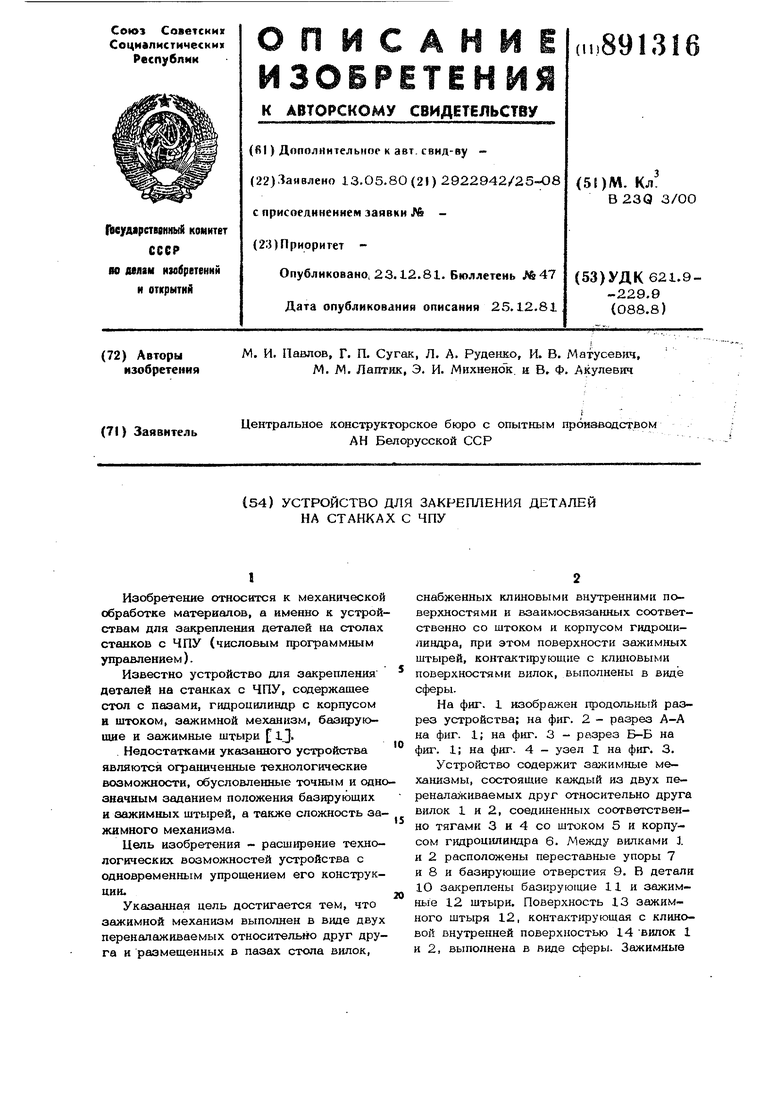

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ОСТРЯКА СТРЕЛОЧНОГО ПЕРЕВОДА | 2005 |
|
RU2294267C2 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| ПАТРОН ДЛЯ АВТОМАТИЗИРОВАННОГО ЗАЖИМА ЗАГОТОВКИ | 2005 |
|
RU2336974C2 |
| Многопозиционное поворотное приспо-СОблЕНиЕ | 1979 |
|
SU837736A1 |
| Электромеханический привод зажимного устройства | 1983 |
|
SU1235664A1 |
| Устройство для центрирования и зажима деталей | 1986 |
|
SU1426743A1 |
| Устройство для зажима | 1987 |
|
SU1528639A1 |
| Агрегатный переналаживаемый станок | 1978 |
|
SU673421A1 |
| Стол с самоцентрирующей планшайбой | 1984 |
|
SU1227358A1 |
6 9 № -h
A-A
12 //
/
4
15
ЧНН-
II -
15
I
2
.Фиг.1
