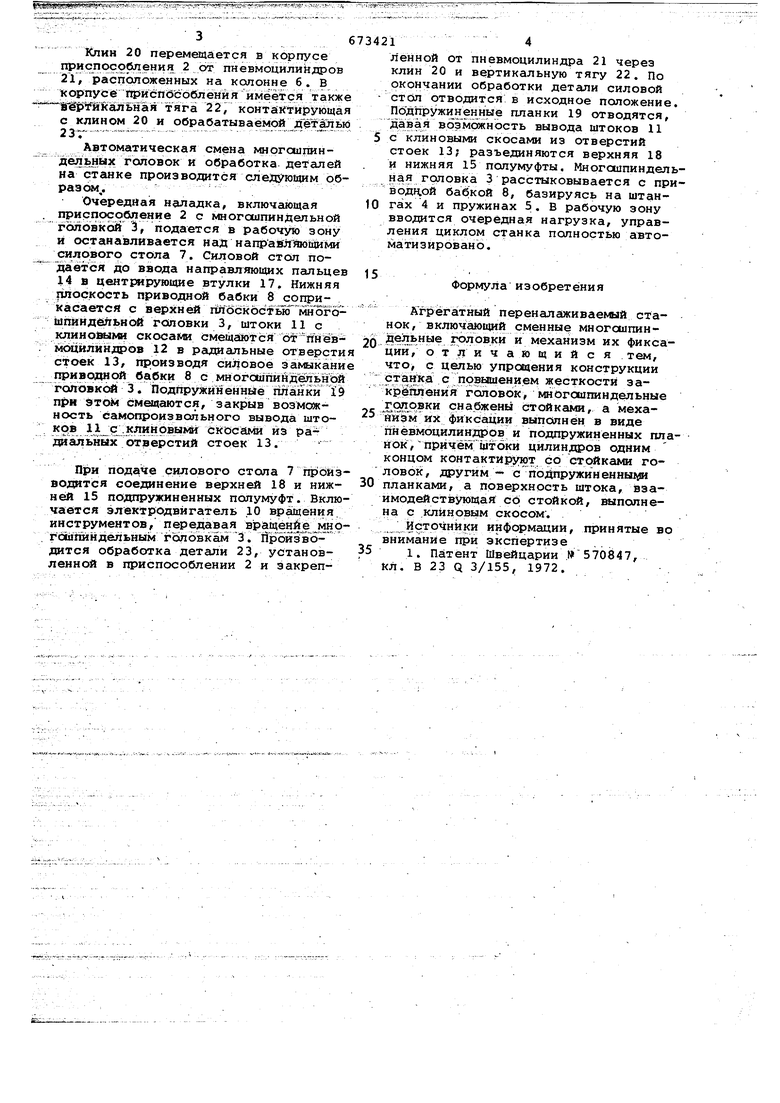
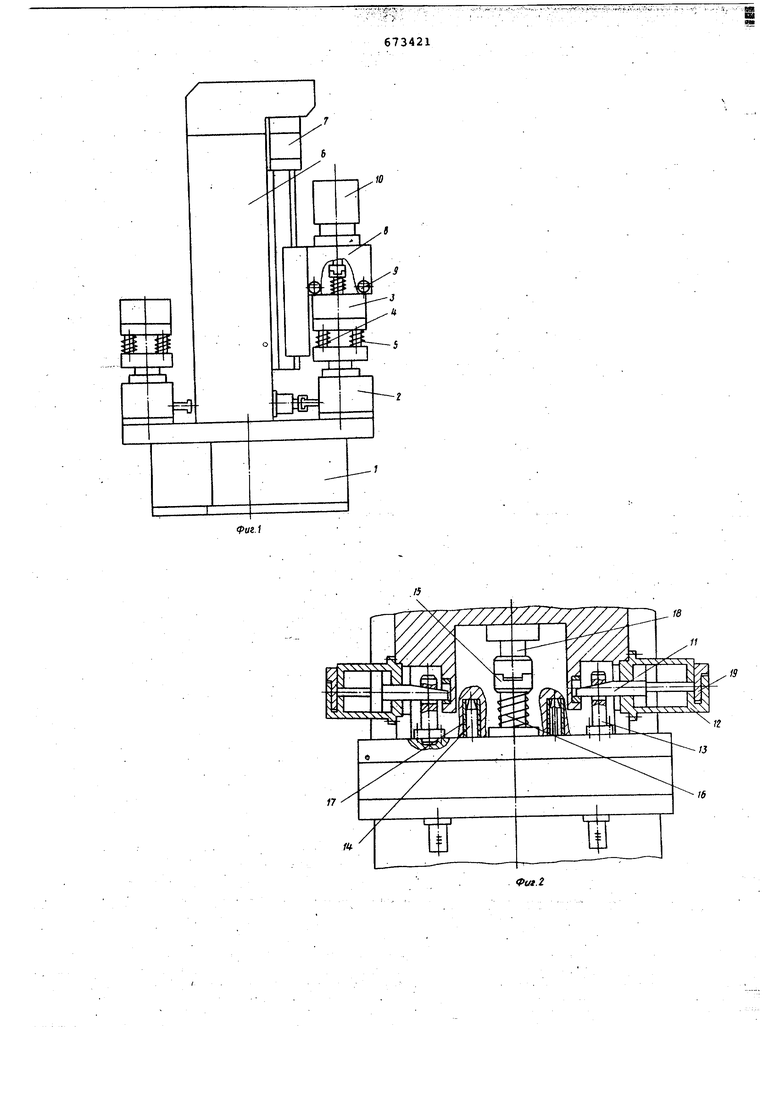
Изобретение относится к металлообработке. Известны агрегатные переналаживаемые станки, включающие сменны:е многсшпннлешьные головки и механизм их фиксации в горизонтальном и верти кальном направлениях 1). Недостатком таких станков являетс то, что фиксация глюгсшпиндельной го ловки в вертикальном направлении не обеспечивает жесткости ее закрепления. Цель изобретения - упрсяцение конструкции станка с повышением жесткое ти закрепления головок. Для этого многсшпиндельные головк снабжены стойками, а механизм их фик Ссщии в вертикальном направлении выполнен в виде пневмоцилиндров и подпружиненных планок, причем штоки цилиндров одним концом контактируют со стойками головок, а другим - с подпружиненными планками, а поверхность штока, взаимодействующая со стойкой, выполнена с клиновым скосом. На фиг. 1 изображен станок общий вид; на фиг. 2 - механизм фиксации головок; на фиг. 3 - приспособление с приводом зажима деталей, разрез. На станине 1 станка установлены наладки, содержащие приспособления 2 с обрабатываемой деталью и многошпиндельные головки 3 с режущим инструментом. Многсшпиндельные головки подвоиены на штангах 4 и пружинах 5. На станине станка также разметдена колонна 6 с закрепленным на ней силовым столом 7. На подвижной части силового стола установлены приводная бабка 8 с механизмом 9 закрепления головок и электродвигателем 10 вращения инструмента. Штоки 11 с клиновыми скосами, перемещаясь в пневоцилиндрах 12, установленных на корпусе механизма 9 закрепления головок, взаимодействуют со стойками 13, закрепленным на торце многсшпиндельной головки. Кроме того, на торце многсшпин дельней головки имеются пальцы 14 и полумуфта 15 с пружиной 16. Пальцы 14 контактируют С центрирующими втулками 17 в корпусе механизма закрепления головок, а полумуфта 15 - с верхней полумуфтой 18, На пневмсщилиндрах 12 имеются подпружиненные планки 19, взаимодействующие с противоположными торцами штоков 11 с клиновыми скосами. 3 Клин 20 перемещается в корпусе npHcjiqcoftneHHH 2 6т пневмоцилийдров 21, расположенных на капонне 6. в Kopnycie ГфйспбсЬблёния имеется также ISiipTaKaJibHaH тяга 22, контактирующая с клином 20 и обрабатываемой детШью 2 Г-- :-- Автоматическая смена мнргсшпиндельных головок и обработка деталей на станке производится еледуюьчим обраэом - -- - Очередная наладка, включающая прирпособяение 2 с многошпиндельной головкой 3, подается 13 рабочую зону и останавливается над напрайлттои ми силового стола 7. Силовой стол подается до ввода направляющих пальцев 14 в цент1жрующие втулки 17. Нижняя |tnocKOCTb приводной бабки 8 согфикасается с верхней го1бск6стШ многошпйндёпьнЫ головки 3, штоки 11 с клино&:1ми скосами смещается от ifнШ-моцйлйндров 12 в радиальные отверсти стоек 13, производя силовое замыкани приводиой бабки 8с многсдапйндЖьной гсяовкой 3. Подпруясинённыё планки 19 при этом сминаются, закрыв возмовсность самопроизвольного вывода штоков кли1ярвыми икосами из радиальных отверстий стоек 13. При подаче силового стола 7 произ водится соединение верхней 18 и нижней 15 подпружиненных полумуфт. Вклю чается электродвигатель .10 вращения. инструментов, передавая вращениеJ HO fошпиндёльным головкам 3. Производится обработка детали 23, установленной в приспособлении 2 и закреп1ленной от пневмоцилиндра 21 через клин 20 и вертикальную тягу 22. По окончании обработки детали силовой стол отводится в исходное положение. Подпружиненные планки 19 отводятся, возможность вывода штоков 11 с клиновыми скосами из отверстий стоек 13; разъединяются верхняя 18 и нижняя 15 полумуфты. Многсшпиндельная головка 3 расстыковывается с приводаой бабкой 8, базируясь на штангах 4 и пружинах 5. В рабочую зону вводится очерёдная нагрузка, управления циклом станка полностью автоматизировано. Формул а изобретения Кгрёгатный переналаживаемый станок, включающий сменны многсшпиндельные головки и механизм их фиксации, отличающийся тем, что, с целью упрощения конструкции станха с дов даени жесткости зак рёпленйя головок, многсшпиндельные головки сна.бжены стойками, а механиэм их фиксации выполнен в виде пнёвмоцилиндаов и подпружиненных плайок,причём; штоки цилиндров одним концом контактирутют, 9° стойками головок, другим с подпружиненны планками, а поверхность штока, взаимодействующая со стойкой, выполнена с клиновым скосом. Источники информации, принятые во внимание при экспертизе ... 1. патент Швейцарии №570847, КЛ. В 23 Q 3/155, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный переналаживаемый станок | 1986 |
|
SU1335421A2 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1977 |
|
SU659355A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Многошпиндельный вертикальный станок | 1983 |
|
SU1093399A2 |
| Автоматическая переналаживаемая линия | 1976 |
|
SU654395A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
-J
-4
17
18
16
