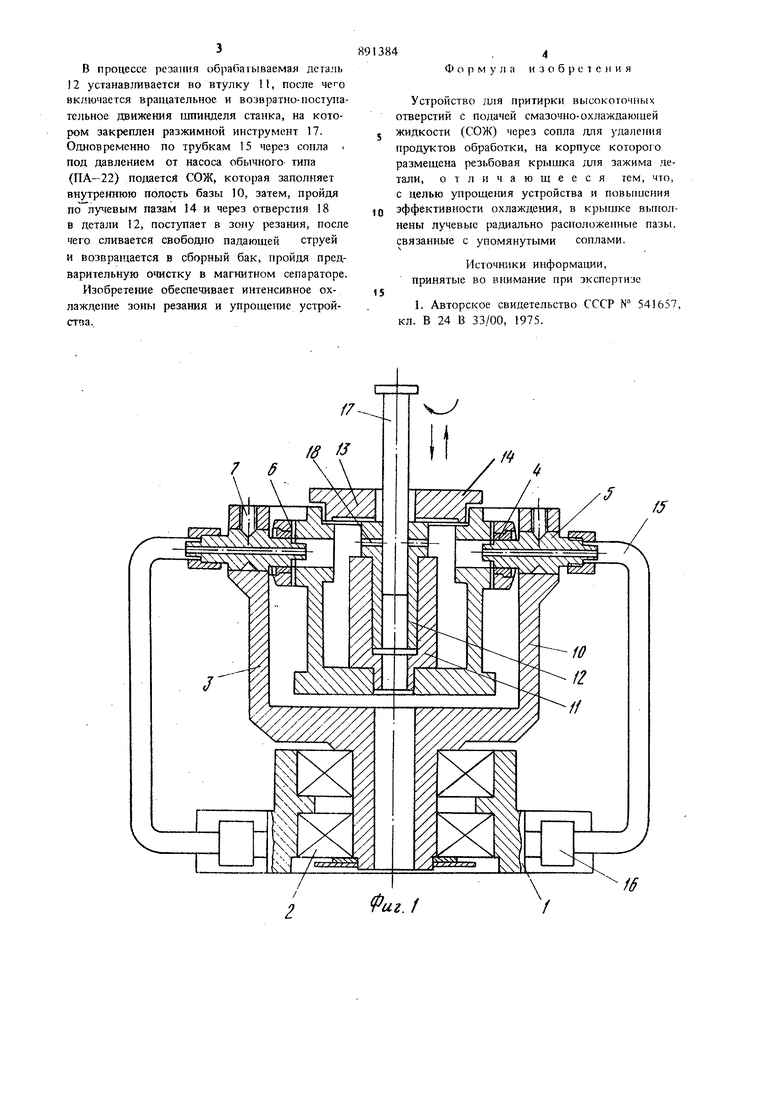
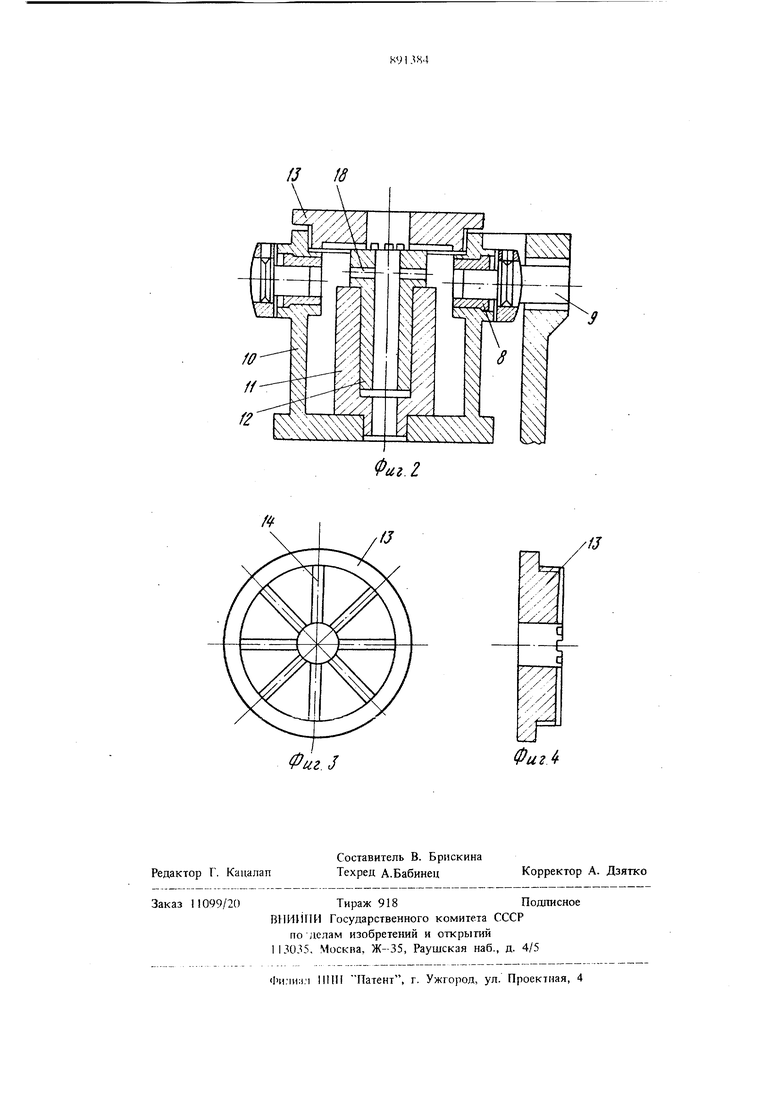
(54) УСТЮЙСТВО ДЛЯ ПРИТИРКИ ВЫСОКОТОЧНЫХ Изобретение относится к машиностроении; в частности к устройствам для притирки прецизионных отверстий с использованием см зочно-охлаждающей жидкости (СОЖ) для уда ления продуктов обработки. Известно устройство для притирки высоко точных отверстий с подачей СОЖ через сопла для удаления продуктов обработки, на корпусе которого размещена резьбовая крышка для зажима детали 1 . Недостатками известного устройства являю ся конструктивная сложность и недостаточная эффективность охлаждения зоны резания. Цель изобретения - упрощение устройства и повышение эффективности охлаждения. Поставленная цель достигается тем, что в резьбовой крышке выполнены лучевые радиально расположенные пазы, связанные с соплами. На фиг. 1 изображено устройство, разрез; на фиг. 2 - узел крепления детали, разрез; на фиг. 3 - крышка для зажима детали, вид сверху; на фиг. 4 - то же, вид сбоку.
ОТВЕРСТИЙ Устройство состоит из корпуса 1, в котором на двух радиально-упорных подшипниках 2 установлена вилка 3. В верхней части вилки 3 на двух из четырех втулках (подшипниках скольжения) 4 и осях 5 закреплена крестовина 6, причем оси одновременно выполняют функцию сопел, через которые подается СОЖ. Крепление осей 5 осуществляется стопорными винтами 7. Вторая накрест лежащая пара втулок 8 и осей 9 держит базу 10, в направляющую втулку 11 которой устанавливается деталь 12, зажимаемая резьбовой крышкой 13. В резьбовой крышке вьтолнены лучевые радиально расположенные пазы 14. База 10 может при необходимости изменять положение в двух взаимно перпендикулярных плоскостях. Для подачи СОЖ предназначены трубки 15, выполненные из антикоррозионного материала, например хлорвинила, герметически закрепленные накидными гайками 16 в нижней части корпуса 1 к штуцеру и в верхней - к. осям 5. Устройство работает следующим образом.
В процессе резаиня обрабатываемая деталь 12 устанавлмвается во втулку 11, после чего включается вращательное и возвратно-поступательное движения шпинделя станка, на котором закреплен разжимной инструмент 17. Одновременно по трубкам 15 через сопла под давлением от насоса обычного типа (ПА-22) подаетсй СОЖ, которая заполняет внутрегтюю полость базы 10, затем, пройдя по лучевым пазам 14 и через отверстия 18 в детали 12, поступает в зону резания, после чего сливается свободно падающей струей и возвращается в сборный бак, пройдя предварительную очистку в магнитном сепараторе.
Изобретение обеспечивает интенсивное охлаждение зоны резания и упрощение устройства.
Формула и 3 о б р с 1 с II и я
Устройство /шя притирки высокоточных отверстий с подачей смазочно-охлаждающей жидкости (СОЖ) через сопла для удаления продуктов обработки, на корпусе которого размещена резьбовая крыщка для зажима детали, отличающееся тем, что, с целью упрощегшя устройства и повышения эффективности охлаждения, в крыщке выполнены лучевые радиально расположенные пазы, связанные с упомянутыми соплами.
Источшжи информащ1и, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 541657, кл. В 24 В 33/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для притирки цилиндрических отверстий | 1975 |
|
SU541657A2 |
| Устройство для очистки поверхностей судовых корпусов | 1982 |
|
SU1025584A1 |
| Устройство для комбинированной подачи смазочно-охлаждающей жидкости в зону резания через поры шлифовального круга | 1984 |
|
SU1225775A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЯ ДЕТАЛИ, ВЫПОЛНЕННОЙ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ | 2015 |
|
RU2622550C1 |
| Стоматологический комплекс для создания зубопротезных конструкций | 2020 |
|
RU2740469C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ БЕЗРУЛОННЫХ АРМИРОВАННЫХ ПОКРЫТИЙ | 1996 |
|
RU2096569C1 |
| Устройство для зажима деталей на вращающихся столах станков | 1980 |
|
SU942939A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2008 |
|
RU2391186C1 |
Фиг. г
13
т
Фиг4
