(54) ПНЕВМАТИЧЕСКИЙ ЗАХВАТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический схват | 1983 |
|
SU1135639A1 |
| Пневматический захват | 1977 |
|
SU682352A1 |
| РАСПЫЛИТЕЛЬНОЕ СОПЛО ДЛЯ ПОДАЧИ СМАЗКИ НА ГРЕБЕНЬ КОЛЕСА | 2004 |
|
RU2267430C1 |
| Устройство для автоматического слежения направления и совмещения срезов соединяемых деталей швейных изделий | 1976 |
|
SU918224A1 |
| Пневматический захват для плоских деталей | 1982 |
|
SU1024275A1 |
| Вибробункер | 1987 |
|
SU1493441A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСКИ ПРИ ФИНИШНОЙ ОБРАБОТКЕ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2000 |
|
RU2163408C1 |
| Насадка пневматическая для распыления жидкости в фонтане | 2020 |
|
RU2749375C1 |
| Устройство для отделения стаканов из стопки | 1985 |
|
SU1312035A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСКИ ПРИ ФИНИШНОЙ ОБРАБОТКЕ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2000 |
|
RU2168796C1 |
I
Изобретение относится к механизации и автоматизации процессов изготовления, сборки и стапелирования малогабаритных заготовок, деталей, узлов, применяемых в приборо- и машиностроении и радиоэлектронике.
Известен пневматический захват, содержащий корпус с опорным торцем, продольным каналом для подачи сжатого воздуха и рядом наклонных сопел, сообщающихся с этим каналом, который может быть использован для операций с нежесткими и немагнитными деталями, а также с комплектами (стопой) деталей 1.
Однако грузоподъемность такого захвата существенно ограничена величиной давления, подаваемого к соплам, а это давление, в свою очередь, не может превышать величины, определяемой различными факторами, например, шумом воздуха, истекающего из сопел, ограничениями сетевой магистрали сжатого воздуха и т. д. Кроме того, грузоподъемность и точность позиционирования такого захвата существенно зависит от зазора между захватываемой деталью и корпусом захвата. При значительных величинах этого зазора резко уменьшаются оба показателя - грузоподъемность и точность позиционирования.
Целью изобретения является повышение как грузоподъемности, так и технологических возможностей пневматического захвата, позволяющих одному захвату оперировать с изделиями различных типоразмеров.
Поставленная цель достигается тем, что пневматический захват снабжен основными упругими пластинами, установленными одним концом на корпусе, а вторым закры10вающими выходные отверстия наклонных сопел.
С целью повышения точности центрирования деталей корпус выполнен ступенчатым, каждая ступень содержит, по меньшей мере, один ряд наклонных сопел, причем форма ступеней корпуса соответствует форме захватываемой детали.
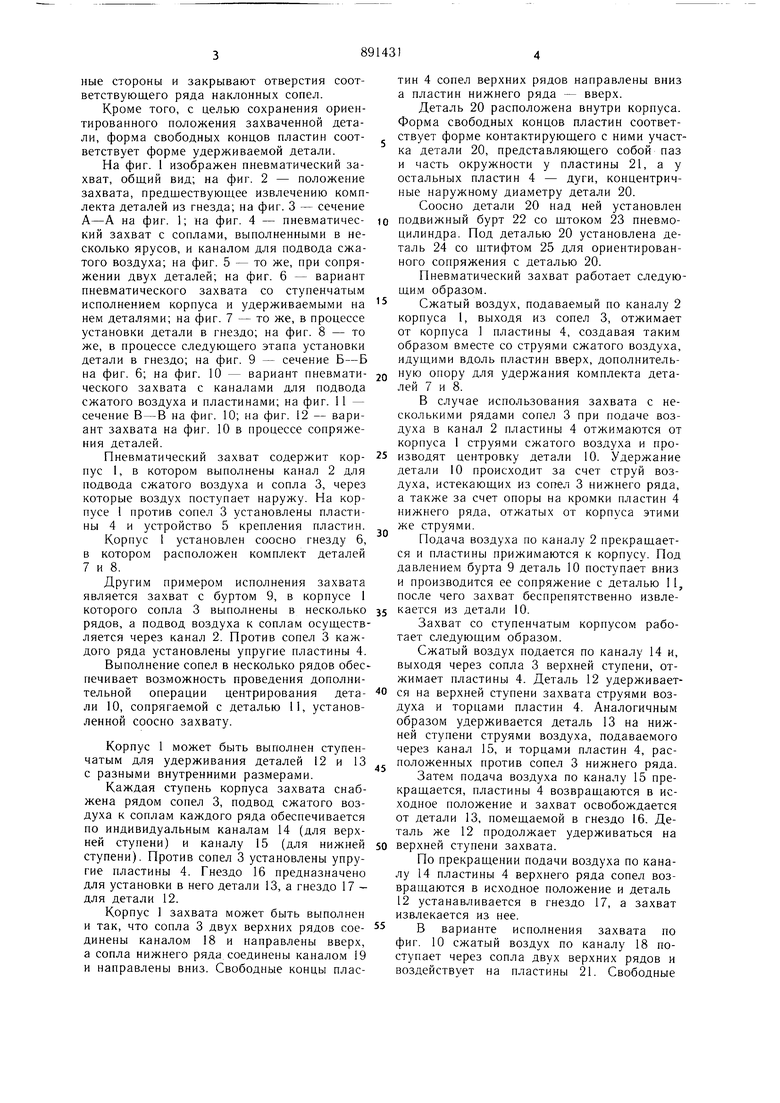
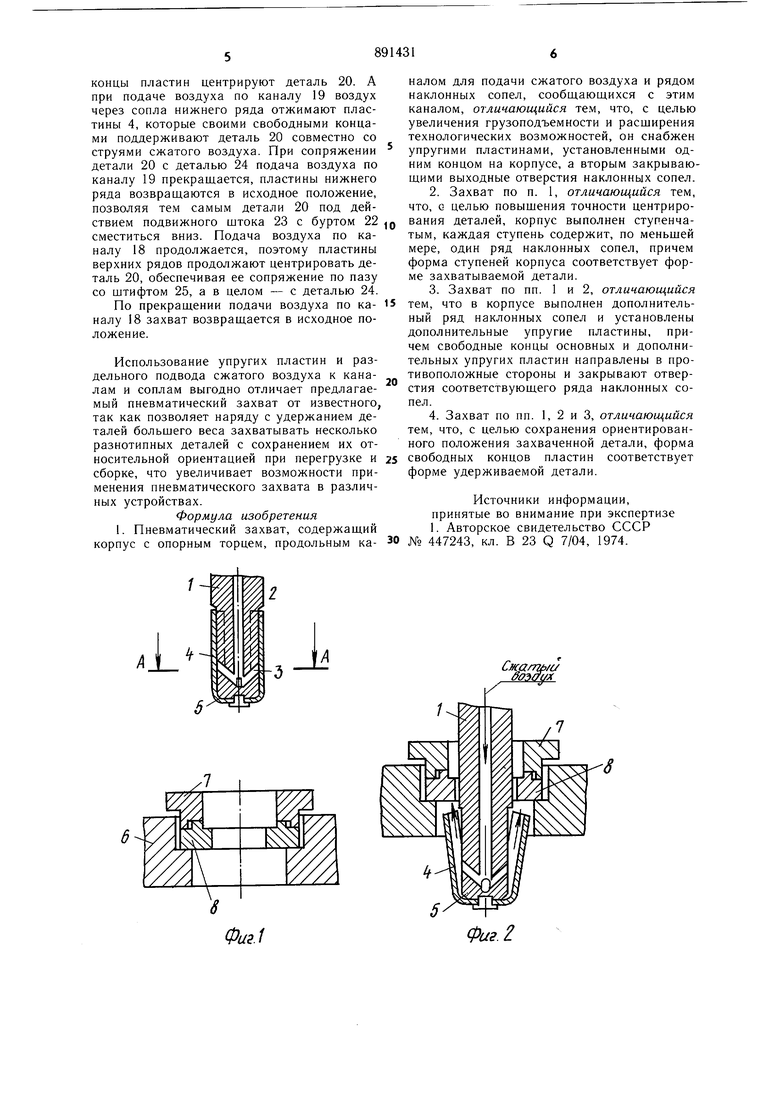
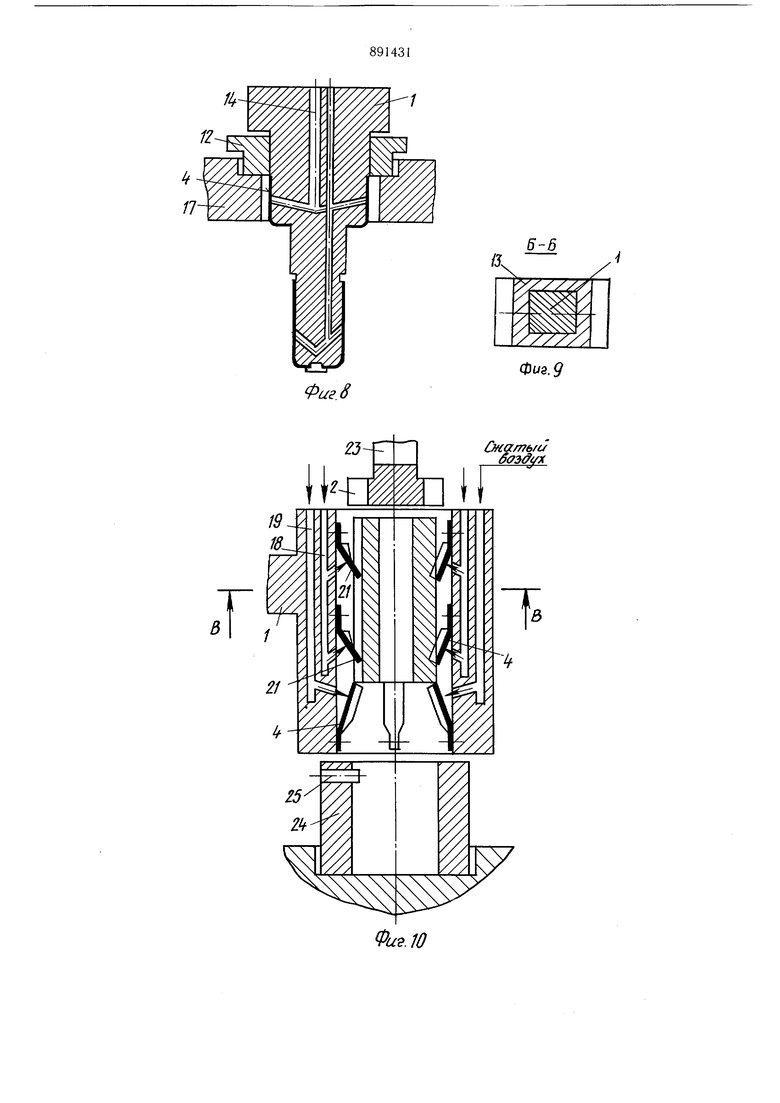
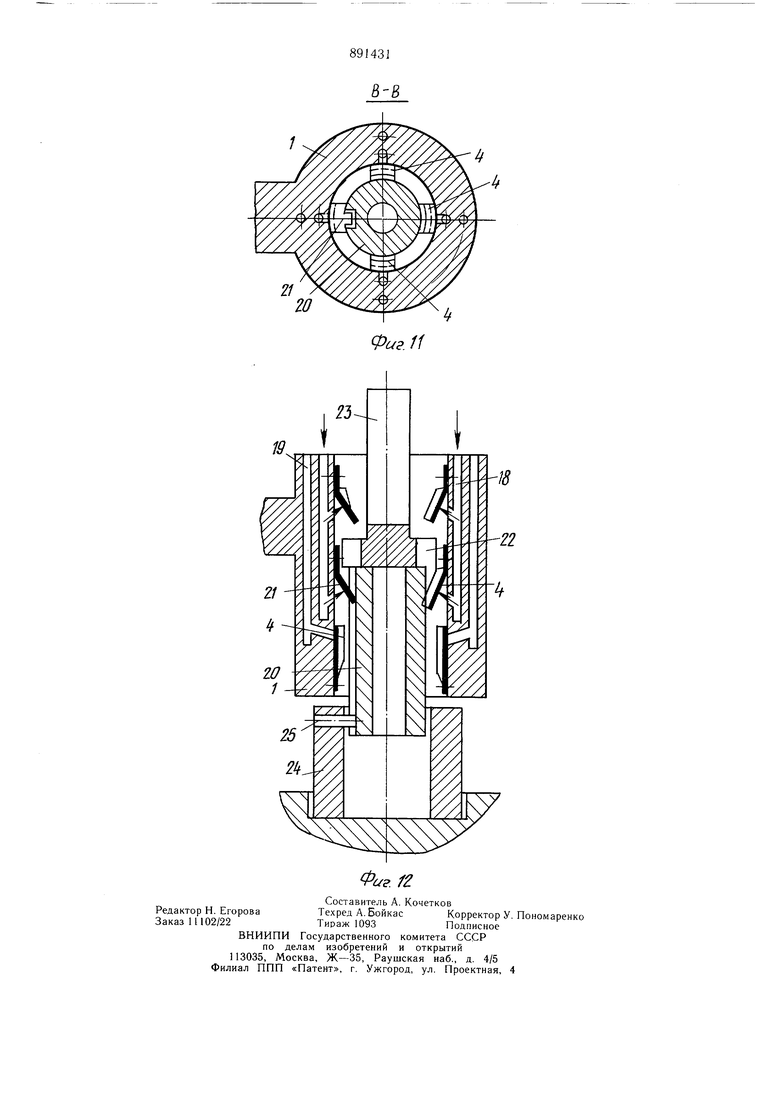
В корпусе выполнен дополнительный ряд наклонных сопел и установлены дополни20тельные упругие пластины, причем свободные концы основных и дополнительных упругих пластин направлены в противоположные стороны и закрывают отверстия соответствующего ряда наклонных сопел. Кроме того, с целью сохранения ориентированного положения захваченной детали, форма свободных концов пластин соответствует форме удерживаемой детали. На фиг. 1 изображен пневматический захват, общий вид; на фиг. 2 - положение захвата, предществующее извлечению комплекта деталей из гнезда; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - пневматический захват с соплами, выполненными в несколько ярусов, и каналом для подвода сжатого воздуха; на фиг. 5 - то же, при сопряжении двух деталей; на фиг. 6 - вариант пневматического захвата со ступенчатым исполнением корпуса и удерживаемыми на нем деталями; на фиг. 7 - то же, в процессе установки детали в гнездо; на фиг. 8 - то же, в процессе следующего этапа установки детали в гнездо; на фиг. 9 - сечение Б-Б на фиг. 6; на фиг. 10 - вариант пневматического захвата с каналами для подвода сжатого воздуха и пластинами; на фиг. 11 - сечение В-В на фиг. 10; на фиг. 12 - вариант захвата на фиг. 10 в процессе сопряжения деталей. Пневматический захват содержит корпус 1, в котором выполнены канал 2 для подвода сжатого воздуха и сопла 3, через которые воздух поступает наружу. На корпусе 1 против сопел 3 установлены пластины 4 и устройство 5 крепления пластин. Корпус 1 установлен соосно гнезду б, в котором расположен комплект деталей 7 и 8. Другим примером исполнения захвата является захват с буртом 9, в корпусе 1 которого сопла 3 выполнены в несколько рядов, а подвод воздуха к соплам осуществляется через канал 2. Нротив сопел 3 каждого ряда установлены упругие пластины 4. Выполнение сопел в несколько рядов обеспечивает возможность проведения дополнительной операции центрирования детали 10, сопрягаемой с деталью 11, установленной соосно захвату. Корпус 1 может быть выполнен ступенчатым для удерживания деталей 12 и 13 с разными внутренними размерами. Каждая ступень корпуса захвата снабжена рядом сопел 3, подвод сжатого воздуха к соплам каждого ряда обеспечивается по индивидуальным каналам 14 (для верхней ступени) и каналу 15 (для нижней ступени). Против сопел 3 установлены упругие пластины 4. Гнездо 16 предназначено для установки в него детали 13, а гнездо 17 для детали 12. Корпус 1 захвата может быть выполнен и так, что сопла 3 двух верхних рядов соединены каналом 18 и направлены вверх, а сопла нижнего ряда, соединены каналом 19 и направлены вниз. Свободные концы пластин 4 сопел верхних рядов направлены вниз а пластин нижнего ряда - вверх. Деталь 20 расположена внутри корпуса. Форма свободных концов пластин соответствует форме контактирующего с ними участка детали 20, представляющего собой паз и часть окружности у пластины 21, а у остальных пластин 4 - дуги, концентричные наружному диаметру детали 20. Соосно детали 20 над ней установлен подвижный бурт 22 со щтоком 23 пневмоцилиндра. Под деталью 20 установлена деталь 24 со штифтом 25 для ориентированного сопряжения с деталью 20. Пневматический захват работает следующим образом. Сжатый воздух, подаваемый по каналу 2 корпуса 1, выходя из сопел 3, отжимает от корпуса 1 пластины 4, создавая таким образом вместе со струями сжатого воздуха, идущими вдоль пластин вверх, дополнительную опору для удержания комплекта деталей 7 и 8. В случае использования захвата с несколькими рядами сопел 3 при подаче воздуха в канал 2 пластины 4 отжимаются от корпуса 1 струями сжатого воздуха и производят центровку детали 10. Удержание детали 10 происходит за счет струй воздуха, истекающих из сопел 3 нижнего ряда, а также за счет опоры на кромки пластин 4 нижнего ряда, отжатых от корпуса этими же струями. Подача воздуха по каналу 2 прекращается и пластины прижимаются к корпусу. Под давлением бурта 9 деталь 10 поступает вниз и производится ее сопряжение с деталью 11, после чего захват беспрепятственно извлекается из детали 10. Захват со ступенчатым корпусом работает следующим образом. Сжатый воздух подается по каналу 14 и, через сопла 3 верхней ступени, отжимает пластины 4. Деталь 12 удерживается на верхней ступени захвата струями воздуха и торцами пластин 4. Аналогичным образом удерживается деталь 13 на нижней ступени струями воздуха, подаваемого через канал 15, и торцами пластин 4, расположенных против сопел 3 нижнего ряда. Затем подача воздуха по каналу 15 прекращается, пластины 4 возвращаются в исходное положение и захват освобождается от детали 13, помещаемой в гнездо 16. Деталь же 12 продолжает удерживаться на верхней ступени захвата. По прекращении подачи воздуха по каналу 14 пластины 4 верхнего ряда сопел возвращаются в исходное положение и деталь 12 устанавливается в гнездо 17, а захват извлекается из нее. Б варианте исполнения захвата по фиг. 10 сжатый воздух по каналу 18 поступает через сопла двух верхних рядов и воздействует на пластины 21. Свободные концы пластин центрируют деталь 20. А при подаче воздуха по каналу 19 воздух через сопла нижнего ряда отжимают пластины 4, которые своими свободными концами поддерживают деталь 20 совместно со струями сжатого воздуха. При сопряжении детали 20 с деталью 24 подача воздуха по каналу 19 прекращается, пластины нижнего ряда возвращаются в исходное положение, позволяя тем самым детали 20 под действием подвижного штока 23 с буртом 22 сместиться вниз. Подача воздуха по каналу 18 продолжается, поэтому пластины верхних рядов продолжают центрировать деталь 20, обеспечивая ее сопряжение по пазу со штифтом 25, а в целом - с деталью 24. По прекращении подачи воздуха по каналу 18 захват возвращается в исходное положение. Использование упругих пластин и раздельного подвода сжатого воздуха к каналам и соплам выгодно отличает предлагаемый пневматический захват от известного, так как позволяет наряду с удержанием деталей большего веса захватывать несколько разнотипных деталей с сохранением их относительной ориентацией при перегрузке и сборке, что увеличивает возможности применения пневматического захвата в различных устройствах. Формула изобретения 1. Пневматический захват, содержащий корпус с опорным торцем, продольным каналом для подачи сжатого воздуха и рядом наклонных сопел, сообщающихся с этим каналом, отличающийся тем, что, с целью увеличения грузоподъемности и расщирения технологических возможностей, он снабжен упругими пластинами, установленными одним концом на корпусе, а вторым закрывающими выходные отверстия наклонных сопел. 2.Захват по п. 1, отличающийся тем, что, с целью повышения точности центрирования деталей, корпус выполнен ступенчатым, каждая ступень содержит, по меньшей мере, один ряд наклонных сопел, причем форма ступеней корпуса соответствует форме захватываемой детали. 3.Захват по пп. 1 и 2, отличающийся тем, что в корпусе выполнен дополнительный ряд наклонных сопел и установлены дополнительные упругие пластины, причем свободные концы основных и дополнительных упругих пластин направлены в противоположные стороны и закрывают отверстия соответствующего ряда наклонных сопел. 4.Захват по пп. 1, 2 и 3, отличающийся тем, что, с целью сохранения ориентированного положения захваченной детали, форма свободных концов пластин соответствует форме удерживаемой детали. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 447243, кл. В 23 Q 7/04, 1974.
Фа5.1
Фиг. 2. Фиг
Сжатый ооъас/х
Сжаг77ь/а доэдух
Схат()/и дгФиг. 7 фид.б
/4
12
ff-5
/5.
Фиа.
(Mambftf
Фи. Ю
