1
Изобретение относится к области машиностроения, а именно к устройствам для автоматизации технологических процессов, и может быть применено в приборостроении, радиоэлектронике и других отраслях техники.
Известен пневматический захват, предназначенный для удержания деталей воздушной струей, истекающей из сопла, в котором иснользуется эффект разряжения в зоне сопла 1.
Недостатками указанного захвата является невозможность захвата детали со значительной массой и большой расход воздуха.
Наиболее близким к изобретению техническим решением является пневматический захват, содержащий корпус с каналом для подвода через распределитель воздействующего на деталь сжатого воздуха и с опорным буртом, расположенным иад выходным участком этого канала 2.
Недостаток указанного захвата заключается в том, что он не обладает достаточной надежностью и экономичностью из-за отсутствия возможности автоматического контроля наличия детали в захвате и большого расхода сжатого воздуха.
Целью изобретения является повышение надежностн и экономнчности иутем автоматизации контроля наличия детали в захвате.
Для этого в предлагаемом ппевматическом захвате опорный бурт корпуса сиабжен дополнительными отверстиями, расположенными соосно выходным участкам каналов подвода сжатого воздуха и соединениымп с одним из выходов распределителя слсатого воздуха.
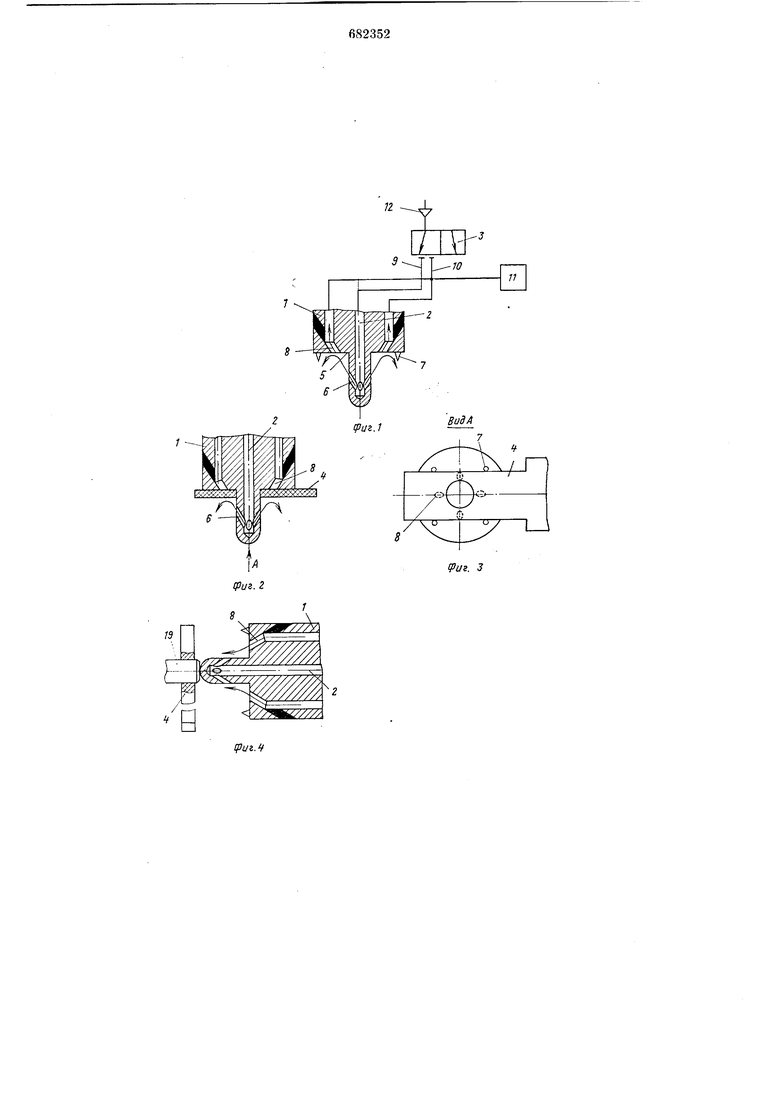
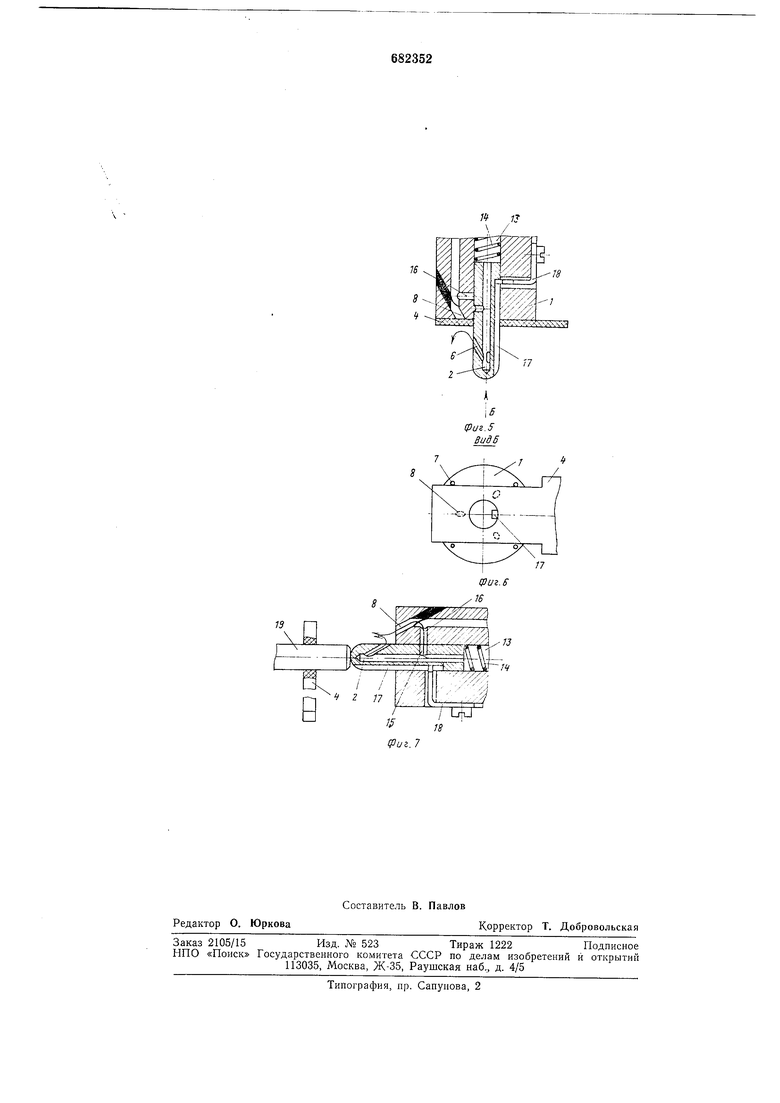
На фиг. 1 изобрал еи предлагаемый захват со схемой пневмосистемы, разрез; на фнг. 2 - то же, в работе; на фиг. 3 - вид по стрелке А на фиг. 2; на фиг. 4 - захват в режиме разгрузки; на фиг. 5 - захват, выполненный с разъемным корпусом;
на фиг. 6 - вид по стрелке Б на фиг. 5;
на фиг. 7 - захват с разъемным корпусом
в режиме разгрузки детали.
Захват содержит корпус 1 с каналом 2
для подвода через распределитель 3 воздействующего на деталь 4 сжатого воздуха с опорным буртом 5, расположенным над выходным участком 6 этого канала. На корпусе 1 закреплены фпксирующие штнфты 7. Опорный бурт 5 корпуса 1 снабжен отверстиями 8, расположенны.ми соосно выходным участкам 6 каналов 2 подвода сжатого воздуха. Отверстия 8 соединены с одним из выходов распределителя 3 через магистраль 9.
С учетом расширения воздушных струй выходных участков 6 отверстия 8 на опорном бурте выполнены большего диаметра. Количество отверстий 8 может быть равным единице или быть больше до количества участков в канале 2. Канал 2 через магистраль 10 соединен с другим выходом распределителя 3, например распределителя золотникового типа с магистралью 10, а через нее с отверстиями 8 соединен датчик 11 давления. Вместо датчика давления можно установить датчик расхода (не показан). В этом случае пневмосистема будет иметь незначительные изменения. Распределитель 3 своим входом 12 соединен с источником давления.
При выполнении захвата с разъемным корнусом в нем выполнено центральное отверстие 13, а стержень с каналом 2 подпружинен пружиной 14 и имеет возможность осевого леремееш,н1ия до совладения отверстий 15 и 16.
На боковой поверхности центрального стержня с каналом 2 выполнен шпоночный наз 17, в котором размеш;ена шнонка 18, закрепленная на корпусе 1, обеспечиваюш,ая ориентацию стержня в корпусе 1 при его осевом неремеш,ении и устраняющая угловое смещение.
Захват работает следуюи1,им образом.
В исходном положении распределитель 3 находится в первой позиции и воздух с его входа 12 подается через магистраль 10 в канал 2, откуда струи воздуха попадают в отверстия 8. Датчик 11 реагирует на давление и выдает сигнал об отсутствии детали в захвате. Деталь 4 захватывается путем введения корпуса захвата в ее отверстие или другим способом. Деталь прижимается струями воздзха, исходящего из выходных участков 6 канала 2 к опорному бурту 5. При этом воздуху перекрываются пути к отверстиям 8. Давление в отверстиях 8 и магистрали 10 падает благодаря утечкам через неплотности между буртом 5 и деталью 4. Падение давления можно также получать путем введения в схему специального дросселя (не показан), соединенного с атмосферой. Падение давления приводит к выдаче датчиком 11 сигнала о наличии в захвате детали. Этот сигнал используется системой автоматического управления оборудованием. После переноса детали 4 на другую позицию производится ее выгрузка. Для этого переключают распределитель 3 во вторую позицию. При этом подача сжатого воздуха в канал 2 и выходные участки 6 прекращается, а воздух через магистраль 9 попадает в отверстия 8, которые начинают играть роль разгрузочных сонл.
Это быстро и надежно выталкивает деталь 4 на базовую деталь 19. Затем цикл повторяется. При варианте исполнения захвата с разъемным корпусом, если при перегрузке детали приближать захват к базовой детали 19, то после встречи их торцов стержень с каналом 2 начнет устанавливаться. После некоторого хода захвата отверстия 15 и 16 совмещаются, и воздух по
ним иеретекает из канала в отверстия 8, сталкивая тем самым деталь 4 на базовую деталь 19. Конструкция нозволяет захвату адаптироваться к положениям базовой детали 19. При работе захвата импульсное
давление преобразуется датчиком 11 в сигнал «Детали нет, используемый в системе управления для начала следующего цикла захвата и переноса детали.
Фор м у л а изобретен и я
Пневматический захват, содержащий корпус с каналом для подвода через распределитель воздействующего на деталь сжатого воздуха и с оиорным буртом, расположенным над выходным участком этого канала, отличающийся тем, что, с целью повышения надежности и экономичности путем автоматизации контроля наличия детали в захвате, опорный бурт корпуса снабжен дополнительиыми отверстиями, расположенными соосно выходным участкам каналов подвода сжатого воздуха и соединенными с одним из выходов распределнтеля сжатого воздуха.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 548409, кл. В 23 Q 7/04, 1974.
2. Авторское свидетельство СССР № 447243, кл. В 23 Q 7/04, 1974.
13
J8
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический захват | 1980 |
|
SU891431A1 |
| Пневматический захват | 1983 |
|
SU1098793A1 |
| Пневматический схват | 1983 |
|
SU1135639A1 |
| Пневматический захват | 1983 |
|
SU1117207A1 |
| Захватный орган | 1986 |
|
SU1433795A1 |
| Пневматический захват | 1979 |
|
SU781020A1 |
| Пневматический захват | 1973 |
|
SU447243A1 |
| Пневматический захват | 1976 |
|
SU602345A2 |
| Пневмодробеструйное устройство для обработки деталей | 1978 |
|
SU1689052A1 |
| Схват промышленного робота | 1977 |
|
SU662344A1 |