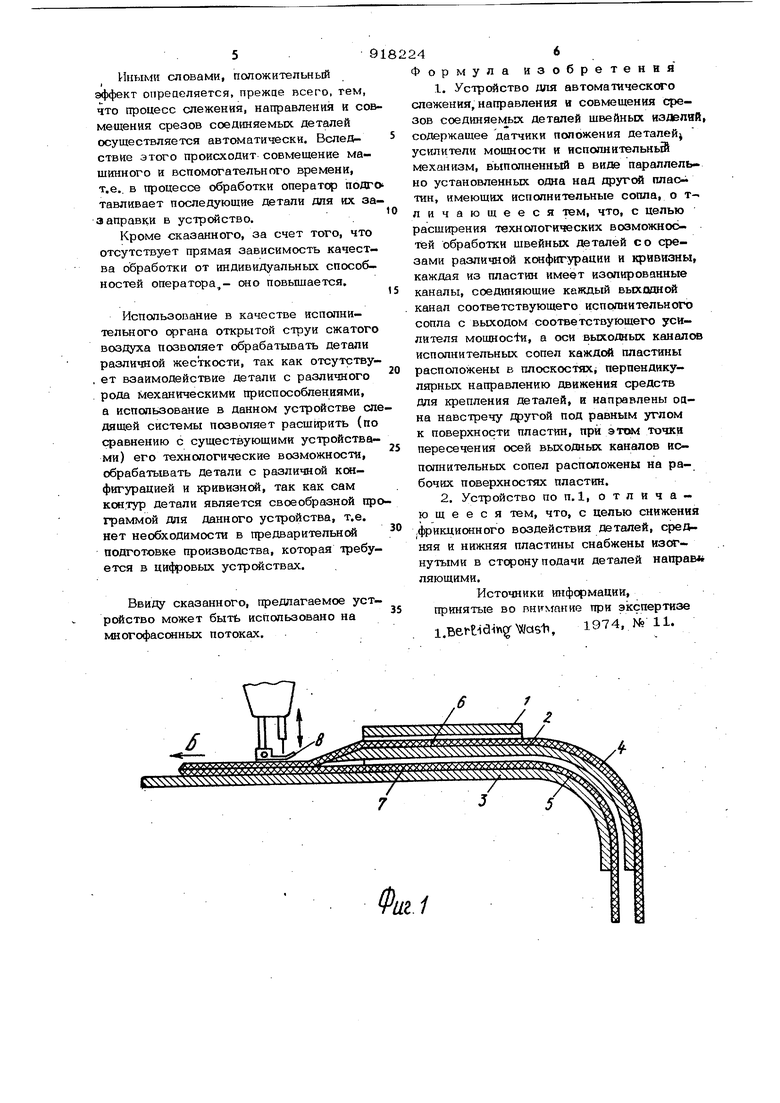
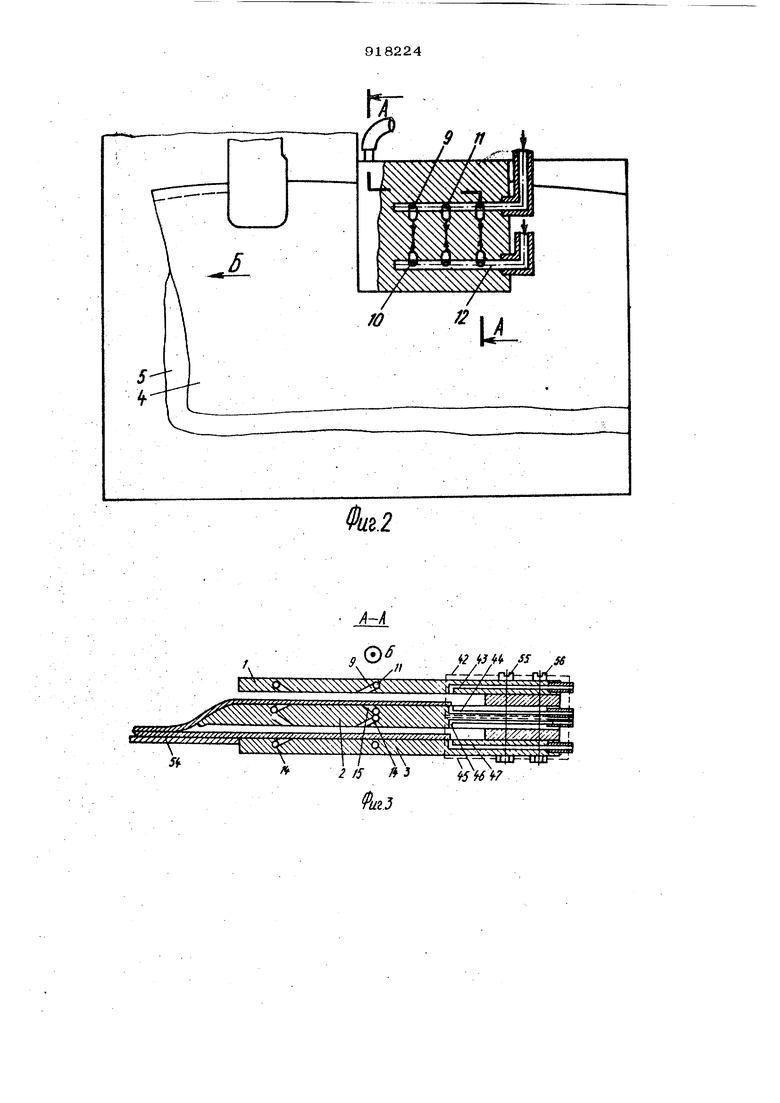
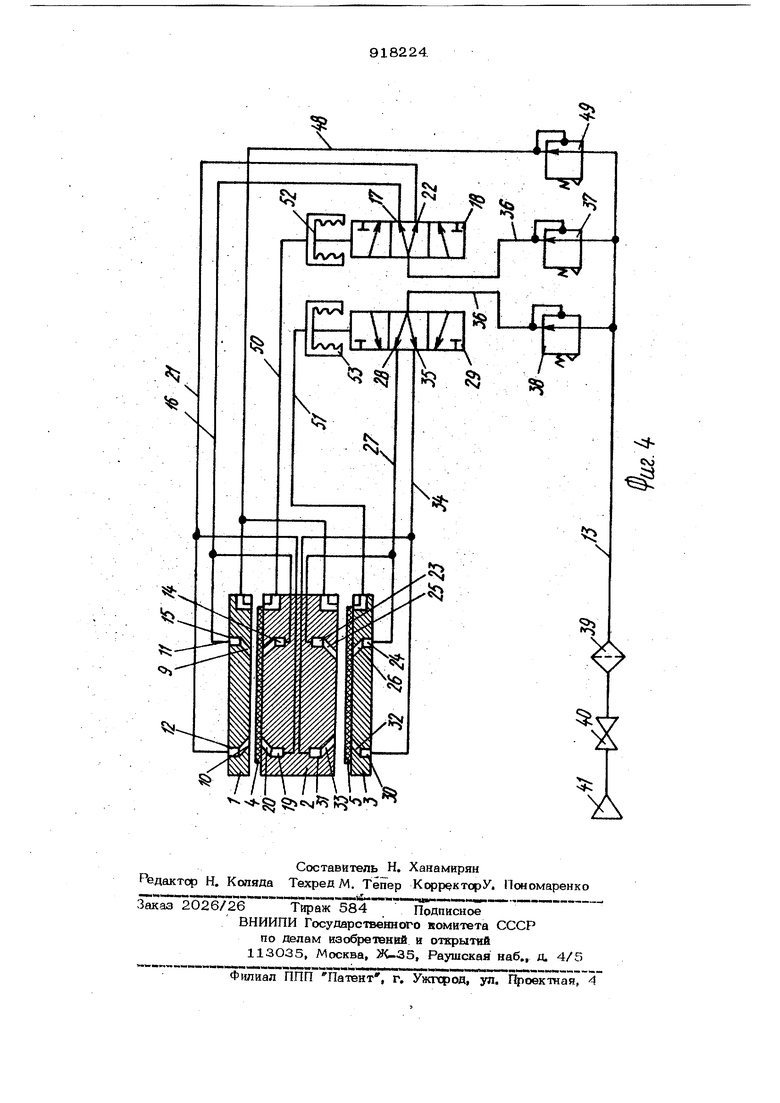
(54) УСТРОЙСТВО ДЛЯ ABTOMATH ffiCKOro СЛЕЖЕНИЯ/ НАПРАВЛЕНИЯ И СОВМЕЩЕНИЯ СРЕЗОВ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ Изобретение относится к швейной йрЬ мышленности и может быть использовано для автоматического направления -и совмещения срезов деталей при смешивании Известно устройство для автоматичес кого нагфавления и совмещения cpeat соединяемых деталей швейных изделий, содержащее датчики положения деталей, усилители мощности и исполнительный механизм, выполненный в виде параллель но установленных одна над другой пласт имеющих исполнительные сопла l. Недостатком данного устройства является невозможность обработки щвейных деталей со срезами различной конфигурации и кривизны. Целью изобретения является расширение технологических возможностей обработки швейных деталей со срезами раз личной конфигурации и кривизны независимо от жесткости деталей. Поставленная цель достигается тем, что в каждой из пластин имеются изолиров1анные каналы, соединяющие выхолные каналы исполнительных сопеп с со ответствующими выходами усилителей мощности, а оси выходных каналов исполнительных соПел каждой пластины расположены в плоскостях, пёрпенцикуляр- ных направлению движения деталей, и направлены навстречу друг друту под углом к поверхности пластин, при этом точки пересечения осей выходных каналов исполнительных сопел, расположенных друг над другом, находятся на рабочих поверхностях пластин. На фиг. 1 изображено предлагаемое .устройство, разрезанное по фронтали; на фиг. 2 - то же, вид сверху; на фиг. 3 разрез А-А на фиг. .2;на фиг. 4 - пневматическая схема устройства. Между пластинами 1-3 (фиг, 1) расположены швейные детали 4 и 5, при чем деталь 4 находится между пластинами 1и 2, на рабочей поверхносте 6 пластины 2, а деталь 5 - между пластинами 2и 3, на рабочей поверхностм 7 пласте- ны 3. Пластины 2 и 3 снабжены изог нутыми в сторону подачи направляющим с целью снижения функцишного взаимод ствия деталей 4 и 5 в процессе обрабо ки. Кроме этого, противоположньй край средней пластины 2 имеет плавный сход по направлению к прижимной лапке 8, СтрелЕ(й Б показано основное направле ние перемещения деталей 4 и 5 при их соединении. Как показано на фиг. 2, воздух к ис попнительным соплам 9 и 1О, выполнен ным в виде наклонных отверстий (фиг. верхней пластины 1 подводится соответственно с помощью изолированных каналов 11, 12, которые соединяются с уси лителем мощности, воздух к которому подводится по трубопроводу 13 (фиг. 4 К исполнительным соплам пластин 2 и 3 воздух подводится аналогично. Изолированные каналы 11, 14, подводящие воздух к соплам 9 и 15 пластин 1 и 2, соединяются воздухопроводом 16 с выходом 17 усилителя моишости 18 (фиг. 3, 4), а каналы 12, 19, подводящие воздух к соплам 10, 20 пластин 1, 2, соединяются воздухопроводом 21 с выходом 22 усилителя мощности 18. Изолированные каналы 23, 24, подводящие воздух к соплам 25, 26 пластин 2, и 3, соединяются воздухопроводом 27 с выходом 28 усилителя мощности 29, а каналы 30, 31, подводящие воздух к соплам 32, 33 пластин 2, 3, соединяются воздухопроводом 34 с вькодом 35 усилителя мощности 29. Подвод сжатого воздуха питания к усилителям мощности 18 и 29 осуществляется посредством воздухопроводев 36 через регуляторы давления 37, 38, фильтр 39, запорный клапан 40 от источника питания 41. Датчик положения 42 (фиг. 3) детали 4 состоит из питающего сопла 43, вмситированного в пластину 1, и приемног.о сопла 44, вмонтированного в пластину 2. Датчик положения 45 детали 5 состои иа сопла питания 46, вмситированного в пластину 2,, и приемного сопла 47, вмонтировайного в пластину 3. Питающие сопла 43, 46 датчиков положения 42, 45 соединяются воздухопроводом 48,(фиг. 4) через редуктор 49 с источником питания 41, а приемные сопл 44, 47 соединяются соответственно воздухопровопами 5О, 51 с чувствитвльныМИ элементами 52, 53 усилителей мощности 18, 29. Пластины 1, 2, 3 монтируются с зазором, причем рабочая поверхность пластины 3 лежит в одной плоскости со столом 54, и закрепляются На столе с помощью винтов 5, 56. Устройство работает следующим образом. I Оператор, совместив сопряженные точки начала стачивания деталей 4 и 5, вводит детали между пластинами 1, 2, 3таким образом, чтобы деталь 4 уложилась между пластинами 1, 2, а деталь 5 между пластинами 2 и 3. Одновременно с этим совмещенные части деталей 4и 5 оператор вводит под прижимную лапку 8 (фиг. 1). Далее нажатием на кнопку Пуск (на чертежах не показана) оператор включает в работу стачивающий механизм полуавтомата и устройство автоматического слежения, направления и совмещения срезов соединяемых деталей швейных изделий. В процессе стачивания корректировку положения деталей 4 и 5 относительно шьющего механизма машины осуществляют струи воздуха, вытекающие из групп сопел 9-10, 15-2.О. и 25-26, 32-33. Так, например, при смещении детали 4 влево (вправо) от середины приемного сопла 44-(фиг. 4) датчика 42 (фиг. 3) проходное сечение этого сопла увеличивается (уменьшается), то есть увеличивается (уменьщается) количество воздуха, попадающего из сопла питания 43 (фиг. 4) в приемное сопло 44. Вследствие этого в приемном сопле 44 увеличивается (уменьшается) давление воздуха, который по воздухопроводу 50 поступает к чувствительному элементу 52 усилителя, мощности, 18, который срабатывает таким образом, что воздух от источника питания 41 через клапан 40, фильтр 39, регулятор давления 37 поступает на выход 22 (17) усилителя мощности 18 и далее по воздухопроводу 21(16), каналам 12, 19(11, 14) к испопнительным соплам 10, 2О (9, 15). Благодаря этому деталь 4 смещается вправо (влево) до серед|гаы приемного сопла 44 датчика 42 (фиг. 3). Аналогично работает система слежения за срезом детали 5. Роль оператора при работе с этим устройством заключается лишь в заправке деталей швейных изделий в него и нажатии на кнопку Пуск. Иными словами, положительный эффект определяется, прежде всего, тем, что процесс слежения, направления и сов мещения срезов соединяемых деталей осуществляется автоматически. Вследствие этого происходит совмещение машинного и вспомогательного времени, т.е.. в процессе обработки оператор поДГО тавливает последующие детали для нх за заправки в устройство.. Кроме сказанного, за счет того, что отсутствует прямая зависимость качества обработки от индивидуальных способностей оператора,- оно повышается. Использование в качестве исполнительного органа открытой струи сжатого воздуха позволяет обрабатывать детали различной жесткости, так как отсутствует взаимодействие детали с различного рода механическими приспособлениями, а использование в данном устройстве сле дящей системы позволяет расширить (по сравнению с существуюшими устройствами) его технологические возможности, обрабатывать детали с различной конфигурацией и кривизной, так как сам кон.тур детали является своеобразной про граммой для данного устройства, т.е. нет необходимости в предварительной подготовке производства, которая требуется в цифровых устройствах. Ввиду сказанного, предлагаемое устройство может быть использовано на многофасонн лх потоках. Формула изобретения 1.Устройство для автоматического слежения, направления н совмещения срезов соединяемьвс деталей швейных изделий, содержащее датчики положения деталей усилители мощности и нсполнительньй механизм, выполненный в виде параллельно установленных одна над другсй пластин, имеющих исполнительные сопла, о тличающееся тем, что, с целью расширения технологических возможнобтвй обработки швейных деталей с о срезами различной конфигурации и кривизны, каждая из пластин имеет изолированные каналы, соедтшющие каяшый выходной канал соответствующего исполнительного сопла с выходом соответствующего усилителя мощносФи, а оси выходньк каналов исполнительных сопел каждой пластины расположены в плоскостях перпендикуЛ5фньк направлению движения средств для крепления деталей, и направлены одна навстречу другой под равным углом к поверхности пластин, при этом точки пересечения осей выходных каналов исполнительных сопел расположены на рабочих поверхностях пластин. 2.Устройство по п. 1, отличающееся тем, что, с целью снижения .фрикционного воздействия деталей, срергняя и нижняя пластины снабжены изогнутыми в сторону подачи деталей напрев ляющими. Источники информации, принятые во пн IT мание при экспертизе l.Bertiain(/a5ti, 1974, №И.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического направления и совмещения срезов соединяемых деталей швейных изделий | 1979 |
|
SU971753A2 |
| Устройство для автоматического поворота детали относительно иглы швейной машины | 1977 |
|
SU687152A1 |
| Устройство для отделения плоских воздухопроницаемых деталей от пачки | 1988 |
|
SU1509322A1 |
| Устройство для перемещения деталей на швейной машине | 1974 |
|
SU500301A1 |
| Устройство для контроля работы отделителя детали от пачки | 1987 |
|
SU1468835A1 |
| Приспособление для сборки деталей на швейной машине | 1978 |
|
SU745998A1 |
| Пневматический датчик положения кромки материала | 1987 |
|
SU1444257A1 |
| Устройство для автоматической ориентации рабочего инструмента по краю материала | 1972 |
|
SU476869A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ПОВОРОТА ДЕТАЛЕЙ ОТНОСИТЕЛЬНО ИГЛЫ ШВЕЙНОЙ МАШИНЫ | 1969 |
|
SU245543A1 |
| Пневматическая сеялка для дозирования сыпучих материалов | 1981 |
|
SU1034631A1 |
.
