(54) УСТРОЙСТВО ДЛЯ СИНХРОНИЗАЦИИ ВЫДАЧИ ДЕТАЛЕЙ С ДВУХ ПОТОКОВ В СБОРОЧНЫХ АВТОМАТАХ
I
Изобретение относится к упаковочной технике, в частности к устройствам для синхронизации выдачи деталей с двух потоков в автоматах, осуществляющих сборку и наполнение аэрозольных упаковок в условиях высокой пожаро- и взрывоопасности.
Известно устройство для укупорки сосудов крышками, содержащее лоток для крыщек, смонтированный под ним стол для сосудов, захваты для фиксации крышек, толкатель для надевания крышек на горлышко сосудов и механизм привода, представляющий собой силовой цилиндр. Синхронизация подачи крышек к сосудам осуществляется через ЗОЛОТНИ4С, связанный с приводом силового цилиндра и со щупом наличия сосуда. При наличии сосуда на позиции укупорки команда от щупа подается на золотник, обеспечивающий срабатывание силового цилиндра, в результате чего из лотка освобождается очередная крышка, падающая на горловину сосуда 1.
Известно также устройство для автоматического насаживания полых пластмассовых затворов, включающее роторное устройство подачи сосудов, подлежащих укупорке, к укупорочному вращающемуся устройству, снабженному укупорочными элементами, движущимися над устройством подачи пробок 2.
Однако данные устройства обеспечивают синхронизацию выдачи деталей с двух потоков ли1шь в случае непрерывного потока укупориваемых деталей. Кроме того, накопление ряда пробок в зоне их захвата укупорочными элементами усложняет конструкцию укупорочной машины.
Наиболее близким к предлагаемому яв10ляется устройство для автоматической укупорки сосудов пластмассовыми пробками, включающее транспортер, перемещающий сосуды через зону укупорки с заданной скоростью, желоб, по которому в зону укупорки
5 подаются пробки. Синхронизация подачи деталей с двух потоков (сосудов и пробок) осуществляется взаимодействующим с деталями одного из потоков шарнирно установленным на основании подпружиненным рычагом, связанным с устройством управ20ления выдачи деталей второго потока. Устройство управления выдачи деталей второго потока (пробок) выполнено в виде рычага.
верхний конец которого снабжен двумя пальцами, стопорящими продвижение пробок в желобе до тех пор, пока основание, выполненное в виде поворотного блока, не начнет вращаться при взаимодействии подпружиненного рычага с движущимся сосудом. После прохождения сосуда подпружиненный рычаг возвращается в исходное положение и удерживает пальцы рычага стопорения пробок в направляющих желоба 3.
Известное устройство обеспечивает подачу в зону сборки группы деталей (пробок) для укупорки сосудов. Однако в случае сборки сосудов с деталями более сложной конфигурации, например с клапанами аэрозольных баллонов, наличие нескольких деталей в зоне сборки требует установки накопительного устройства и устройства, выталкивающего клапана из накопительного элемента подающего желоба, что приводит к усложнению механизма, осуществляющего сборку.
Цель изобретения - повыщение надежности синхронизации при пощтучной выдаче деталей к зоне сборки.
Поставленная цель достигается тем, что в устройстве для синхронизации выдачи деталей с двух потоков в сборочных автоматах, включающем взаимодействующий с деталями одного из потоков щарнирно установленный на основании подпружиненный рычаг, связанный с устройством управления выдачи деталей второго потока, устройство управления выдачи деталей второго потока выполнено в виде двуплечего рычага точной подачи команды, установленного на оси, одно плечо которого взаимодействует с подпружиненным рычагом, а второе плечо связано пружиной со вторым рычагом, щарнирно установленным на той же оси.
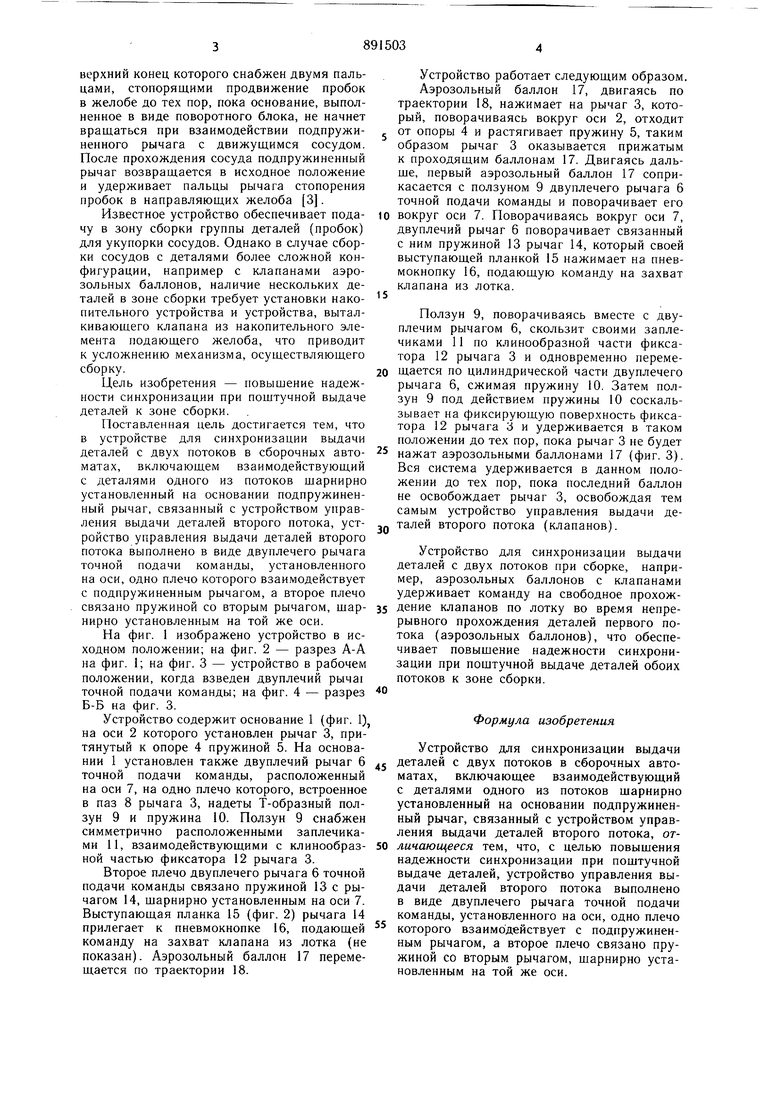
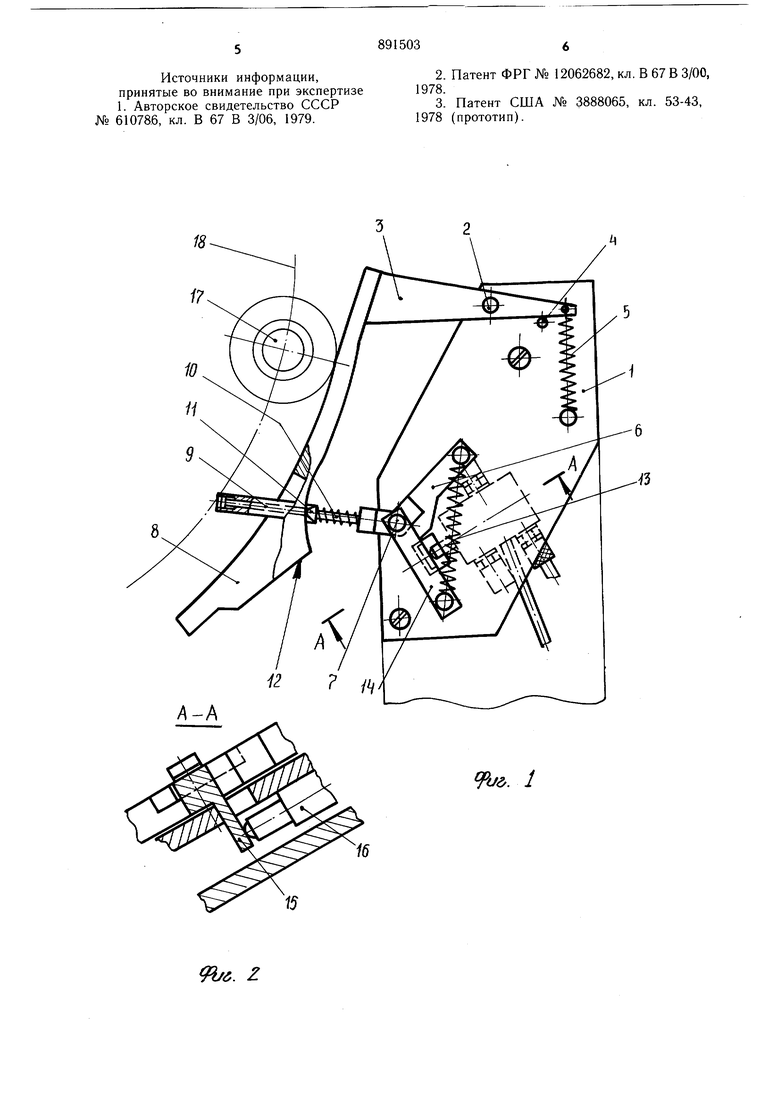
На фиг. 1 изображено устройство в исходном положении; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - устройство в рабочем положении, когда взведен двуплечий рыча точкой подачи команды; на фиг. 4 - разрез Б-Б на фиг. 3.
Устройство содержит основание 1 (фиг. 1) на оси 2 которого установлен рычаг 3, притянутый к опоре 4 пружиной 5. На основании 1 установлен также двуплечий рычаг 6 точной подачи команды, расположенный на оси 7, на одно плечо которого, встроенное в паз 8 рычага 3, надеты Т-образный ползун 9 и пружина 10. Ползун 9 снабжен симметрично расположенными заплечиками 11, взаимодействующими с клинообразной частью фиксатора 12 рычага 3.
Второе плечо двуплечего рычага 6 точной подачи команды связано пружиной 13 с рычагом 14, щарнирно установленным на оси 7. Выступающая планка 15 (фиг. 2) рычага 14 прилегает к пневмокнопке 16, подающей команду на захват клапана из лотка (не показан). Аэрозольный баллон 17 перемещается по траектории 18.
Устройство работает следующим образом.
Аэрозольный баллон 17, двигаясь по траектории 18, нажимает на рычаг 3, который, поворачиваясь вокруг оси 2, отходит от опоры 4 и растягивает пружину 5, таким образом рычаг 3 оказывается прижатым к проходящим баллонам 17. Двигаясь дальше, первый аэрозольный баллон 17 соприкасается с ползуном 9 двуплечего рычага 6 точной подачи команды и поворачивает его вокруг оси 7. Поворачиваясь вокруг оси 7, двуплечий рычаг 6 поворачивает связанный с ним пружиной 13 рычаг 14, который своей выступающей планкой 15 нажимает на пневмокнопку 16, подающую команду на захват клапана из лотка.
Ползун 9, поворачиваясь вместе с двуплечим рычагом 6, скользит своими заплечиками 11 по клинообразной части фиксатора 12 рычага 3 и одновременно перемещается по цилиндрической части двуплечего рычага 6, сжимая пружину 10. Затем ползун 9 под действием пружины 10 соскальзывает на фиксирующую поверхность фиксатора 12 рычага 3 и удерживается в таком положении до тех пор, пока рычаг 3 не будет нажат аэрозольными баллонами 17 (фиг. 3). Вся система удерживается в данном положении до тех пор, пока последний баллон не освобождает рычаг 3, освобождая тем самым устройство управления выдачи деталей второго потока (клапанов).
Устройство для синхронизации выдачи деталей с двух потоков при сборке, например, аэрозольных баллонов с клапанами удерживает команду на свободное прохождение клапанов по лотку во время непрерывного прохождения деталей первого потока (аэрозольных баллонов), что обеспечивает повыщение надежности синхронизации при пощтучной выдаче деталей обоих потоков к зоне сборки.
Формула изобретения
Устройство для синхронизации выдачи деталей с двух потоков в сборочных автоматах, включающее взаимодействующий с деталями одного из потоков шарнирно установленный на основании подпружиненный рычаг, связанный с устройством управления выдачи деталей второго потока, отличающееся тем, что, с целью повыщения надежности синхронизации при поштучной выдаче деталей, устройство управления выдачи деталей второго потока выполнено в виде двуплечего рычага точной подачи команды, установленного на оси, одно плечо которого взаимодействует с подпружиненным рычагом, а второе плечо связано пружиной со вторым рычагом, щарнирно установленным на той же оси.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 61078.6, кл. В 67 В 3/06, 1979.
2.Патент ФРГ № 12062682, кл. В 67 В 3/00, 1978.
3.Патент США № 3888065, кл. 53-43, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УКУПОРКИ БУТЫЛОК КРОНЕН-КОРКАМИ | 1968 |
|
SU218677A1 |
| Механизм поштучной подачи пробок куКупОРОчНыМ ABTOMATAM | 1979 |
|
SU850571A1 |
| МАШИНА ДЛЯ УКУПОРКИ БУТЫЛОК | 1963 |
|
SU62492A1 |
| Автоматическая линия для наполнения и укупорки аэрозольных упаковок | 1984 |
|
SU1196308A1 |
| Устройство для подачи деталей взОНу СбОРКи | 1978 |
|
SU811342A1 |
| Укупорочная машина и патрон для укупоривания бутылок корковыми пробками | 1956 |
|
SU109888A1 |
| СПОСОБ УКУПОРКИ СОСУДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2020127C1 |
| УСТРОЙСТВО для УКУПОРКИ ТАРЫ | 1965 |
|
SU174530A1 |
| Роторный питатель | 1983 |
|
SU1079402A1 |
| Устройство для укупорки флаконов корковой пробкой | 1959 |
|
SU124323A1 |
&. Z
