Предметом изобретения является самоходный комбайн на гусеничном ходу для изготовления фанерных трубопроводов с одновременной их укладкой.
Особенностью предлагаемого комбайна является то, что он выполнен для изготовления и прокладки бесстыковых фанерных трубопроводов, причем навивка их происходит внутри цилиндров и осуществляется лентами шпона с поперечным направлением волокон, с применением клеевых аппаратов для смазки клеем поверхности каждого слоя шпона.
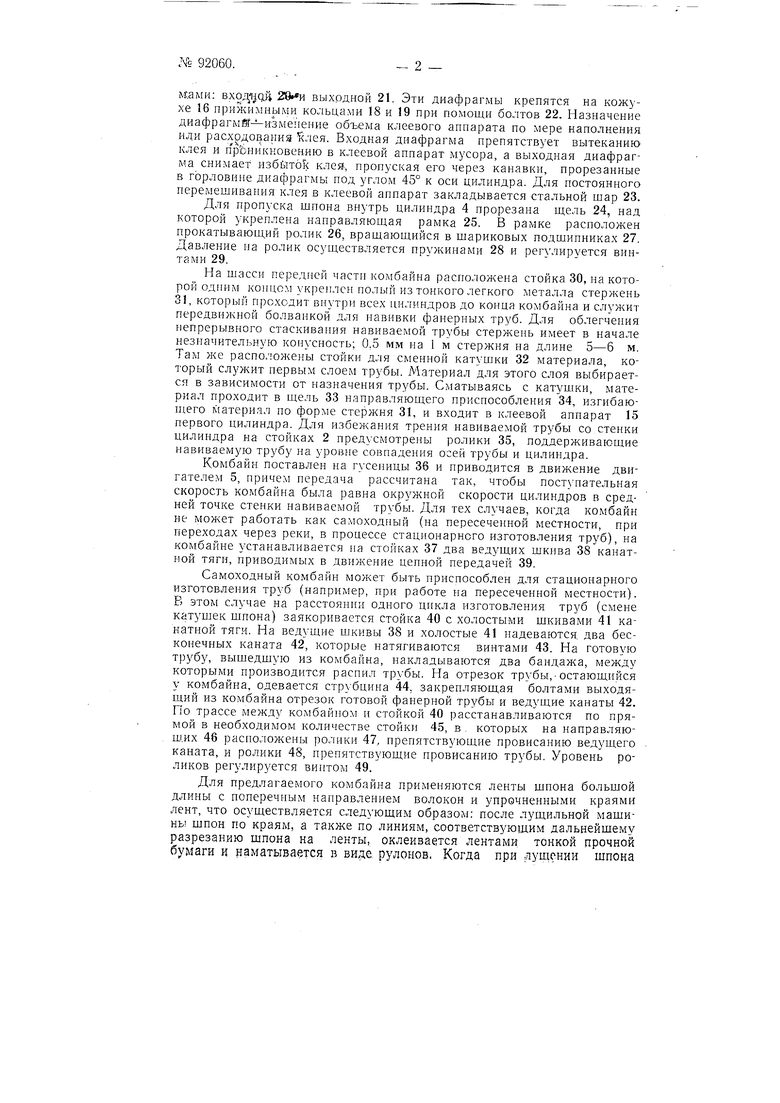
На фиг. I изображен самоходный комбайн, вид сбоку; на фиг. 2- то же, вид сзади; па фиг. 3 сечение но АА на фиг. ; на фиг. 4-сечение по ББ на фиг. 3; на фиг. 5-приспособление комбайна для стационарного изготовления труб, вид сбоку; на фиг. 6-вид по стрелке В па фиг. 5; на фиг. 7-вид по стрелке Г на фиг. 5.
Самоходный комбайн имеет следующее устройство.
На шасси I из швеллерной стали расположены стойки 2 с подшипниками 3, в которых вращаются цилиндры 4 от двигателя 5 при помощи двух полых валов 6 и 7 судового типа, один из которых вращает ноловииу всех цилиндров, расположенных через один, в направлении часовой стрелки, и второй-другую половину цилиндров-против часовой стрелки и, таким образом, все цилиндры вращаются попеременно в противоположных направлениях. Ерашение осуществляется цепной передачей 8. Для облегчения трения в подшипники 3 встроены по два ролика 9 на роликовых подшипниках. На цилиндрах 4 расположены стойки 10 и 11 с опорными шариковыми подшипниками 12 и 13, между которыми вставляются с.менные рулоны шпона 14, оси которых расположены по отношению к оси цилиндра 4 под углом 45°. На цилиндрах 4 укреплены клеевые аппараты 15, состоящие из металлического кожуха 16 с краниками 17, прижимных колец 18 и 19 резиновыми диафрагJsfb 92060.- 2 -
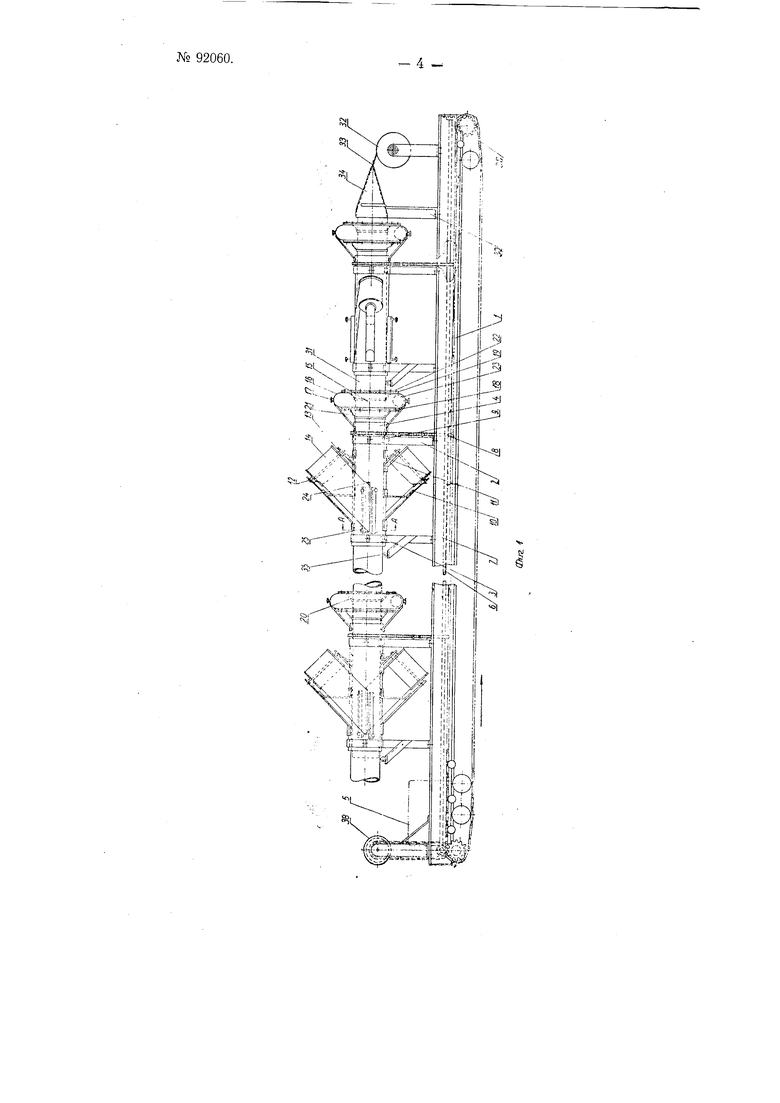
BXO/iiiQ | выходной 21. Эти диафрагмы крепятся на кожухе 16 прижимными кольцами 18 и 19 при помощи болтов 22. Назначение диафрагмйГ- -измепение объема клеевого аппарата по мере наполнения иди расхрдо1 аниз клея. Входная диафрагма препятствует вытеканию клея и проникковению в клеевой аппарат мусора, а выходная диафрагыа снимает избйток клея, пропуская его через канавки, прорезанные в горловнне диафрагмы под углом 45° к оси цилиндра. Для ностоянного перемешивания клея в клеевой аппарат закладывается стальной шар 23.
Для пропуска шпона внутрь цилиндра 4 прорезана шель 24, над которой укреплена направляюшая рамка 25. В рамке расположен прокатывающий ролик 26, вращающийся в щариковых подшипниках 27. Давление на ролик осуществляется пружинами 28 и регулируется винтами 29.
На щасси передней части комбайна расположена стойка 30, на которой одним концом укреплен полый из тонкого легкого металла стержень 31, который проходит внутри всех цилиндров до конца комбайна и служит передвижной болванкой для навивки фанерных труб. Для облегчения непрерывного стаскивания навиваемой трубы стержень имеет в начале незначительную конусность; 0.5 мм на 1 м стержня на длине 5-6 м. Там же расположены стойки для сменной катушки 32 материала, который служит первым слоем трубы. Материал для этого слоя выбирается в зависимости от назначения трубы. Сматываясь с катушки, материал проходит в щель 33 направляющего приспособления 34, изгибающего материал по форме стержня 31, и входит в клеевой аппарат 15 первого цилиндра. Для избежания трения навиваемой трубы со стенки цилиндра на стойках 2 предусмотрены ролики 35, поддерживающие навиваемую трубу на уровне совпадения осей трубы и цилиндра.
Комбайн поставлеп на гусеницы 36 и приводится в движение двигателем 5, причем передача рассчитана так, чтобы постунательная скорость комбайна была равна окружной скорости цилиндров в средней точке стенки навиваемой трубы. Для тех случаев, когда комбайн не может работать как самоходный (на пересеченной местности, при переходах через реки, в процессе стационарного изготовления труб), на комбайне устанавливается на стойках 37 два ведущих щкнва 38 канатной тяги, приводимых в движение цепной передачей 39.
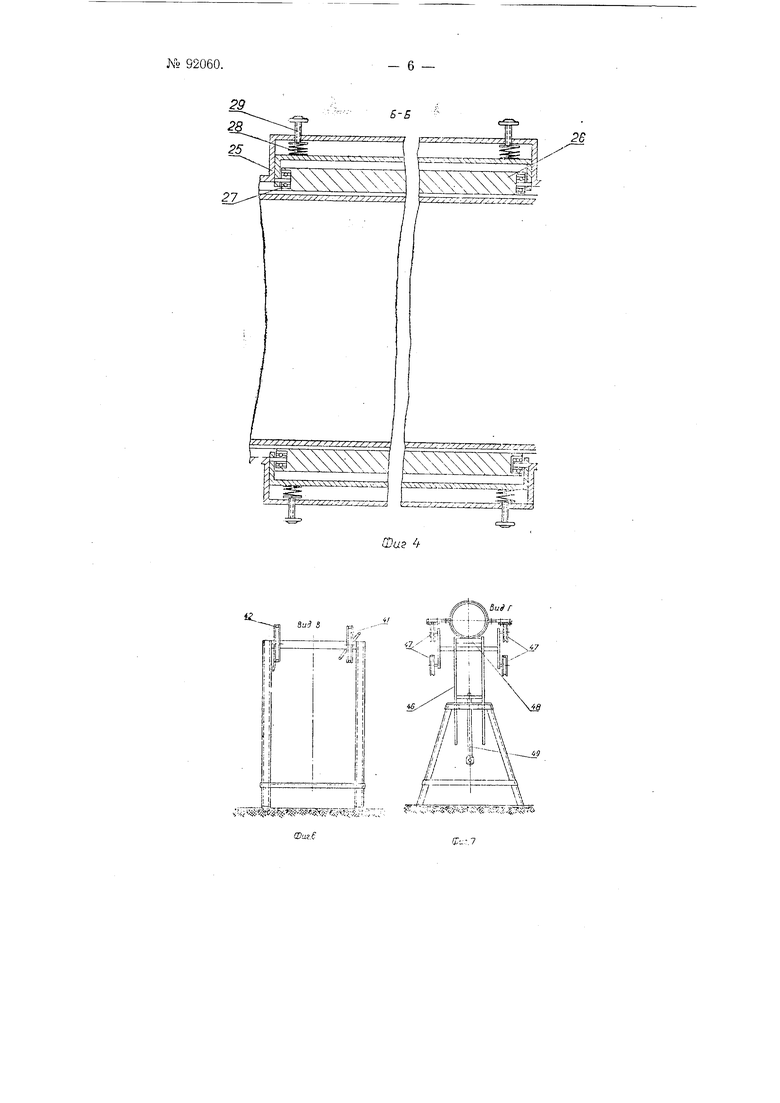
Самоходный комбайн может быть приспособлен для стационарного изготовления труб (например, при работе на пересеченной местности). Б) 3TON случае на расстоянии одного цикла изготовления труб (смене катущек шпона) заякоривается стойка 40 с холостыми шкивами 41 канатной тяги. На ведущие шкивы 38 и холостые 41 надеваются, два бесконечных каната 42, которые натягиваются винтами 43. На готовую трубу, вышедшую из комбайна, накладываются два бандажа, между которыми производится распил трубы. На отрезок трубы,-остающийся у комбайна, одевается струбцина 44. закрепляющ,ая болтами выходящий из комбайна отрезок готовой фанерной трубы и ведущие канаты 42. По трассе между комбайном и стойкой 40 расстанавливаются по прямой в необходимом количестве стойки 45, в . которых на направляюш.их 46 расноложены ролики 47, препятствующие провисанию ведущего каната, и ролики 48, препятствующие провисанию трубы. Уровень роликов регулируется винтом 49.
Для предлагаемого комбайна применяются ленты шпона большой длины с поперечпым направлением волокон и упрочненными краями лент, что осуществляется следующим образом: цосле лущильной машины щпон по краям, а также по линиям, соответствующим дальнейшему разрезанию шпона на ленты, оклеивается лентами; тонкой прочной бумаги и наматывается в виде рулонов, Когда при лущении шпона
получится разрыв ленты, она склеивается встык полоской тонкой прочной бумаги.
После постройки комбайна первоначальная его зарядка производится следующим образом: на всех цилиндрах укрепляются сменные рулоны шпона. Из тонколистовой стали изготавливается труба диаметром, равным внутреннему диаметру труб, для которых предназначен комбайн. Эта труба надевается с задней стороны комбайна на полый стержень 31 и пропускается через все цилиндры и клеевые аппараты до стойки 30, причем к переднему концу трубы приклеивается материа.т с рулона 32, предназначенный для первого слоя трубы, а задний конец заякоривается. Все концы шпона со сменных рулонов, смазанные предварительно клеем, пропускаются через шели 24 под прикатывающие ролики 26. После охватывания клея наполняются клеем клеевые аппараты и производится пуск комбайна.
Прокладка трубопроводов осуществляется следующим образом: впереди проходит канавокопатель, который выбрасывает землю, оставляя широкие бровки. Вслед за канавокопателем над транщеей пускается комбайн, причем отрезок трубы, выходящий из комбайна, предварительно заякоривается, и комбайн, проходя над траншеей, оставляет за собой готовую трубу.
По окончании ленты шнона на одном из сменных рулонов комбайн останавливается. Остатки лент шнона со всех остальных рулонов сматываются и в стойке вкладываются новые сменные рулоны, к концам которых приклеиваются встык при помощи бумажных полос остатки неизрасходованного шпона, который наматывается на рулон, после чего комбайн вновь начинает работать.
Такая прокладка возможна только на равнинах. В пересеченных местностях комбайн переключается на стационарную работу.
По окончании одного цикла на трубу снова накладывается двойной бандаж, труба распиливается и сбрасывается со стоек, струбцина освобождается, переносится к комбайну и закрепляется, т. е. все процессы повторяются.
Предмет изобретения
1.Самоходный комбайн на гусеничном ходу для изготовления фанерных трубопроводов с одновременной их укладкой, о т л и ч а ющ и и с я тем, что в нем применен механизм для изготовления бесстыкового трубопровода, выполненный в виде полого конусного стержня и вращаемых цилиндров с рулонами фанерного шпона и клеевыми аппаратами.
2.Форма выполнения комбайна по п. 1, о т л и ч аю щ а я с я тем, что навивка трубопроводов осуществляется лентами шпона с ноперечным направлением волокон, причем для смазки клеем поверхности каждого слоя шпона применены клеевые аппараты, укрепленные на врашаемых цилиндрах.
3.Форма выполнения комбайна по п. 1, отличающаяся тем. что для плотного нрикатывания ленты шпона при павивапии применен ролик, укрепленный в цилиндре у отверстия для выхода шпона.
4.Форма выполнения комбайна по п. 1, о т л и ч а го нд а я г я тем, что для изготовления и ирокладки трубопроводов больщих диаметров на вращаемых цилиндрах укрепляют несколько сменных рулонов со ишоном с уменьшением в то же число раз ширины шпо1:а. необходимой для получения одного слоя трубы.
- 3 -№ 92060
jL,:iiu
ll ,. iM
иг.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фанерных труб | 1944 |
|
SU69245A1 |
| Способ изготовления фанерной трубы и устройство для его осуществления | 1990 |
|
SU1717352A1 |
| Шпонопочиночный станок | 1967 |
|
SU248957A1 |
| Способ изготовления подшипника скольжения | 2018 |
|
RU2705731C1 |
| Способ изготовления труб из шпона | 1944 |
|
SU68684A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВОГО МАТЕРИАЛА | 2010 |
|
RU2443548C2 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА | 1998 |
|
RU2173229C2 |
| Устройство для изготовления круглых бумажных втулок | 1972 |
|
SU490696A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ТРУБЫ ИЗ ПОЛОСЫ | 2015 |
|
RU2611111C1 |


IDuf .3
28
