В производстве часовых и точных технических камней из рубина необходимо в массовом количестве обрабатывать плоскости с точностью по размеру в 0,01 мм и по плоскопараллельности до 0,005 мм. Обработка плоскостей производится следующим образом.
Заготовки, полученные для обработки плоскостей, имеющие в сечении неправильный квадрат или неправильный прямоугольник, -наклеивают шеллаком или другим склеивающим веществом на стальные или чугунные блоки. Первую плоскость наклеенных на блоках камней обрабатывают абразивом на шлифовальнике. После обработки первой плоскости камни снимают с блока, наклеивают на другой блок обработанной плоскостью вниз и обрабатывают вторую плоскость. Затем камни снимают и после контроля (рассортировки) по размеру и качеству подвергают дальнейшей обработке.
Однако этим способом невозможно получить абсолютно правильной заготовки по плоско-параллельности и единого .размера по высоте, поэтому дальнейшая Обработка камня для придания ему определенной геометрической формы затруднена и получается большой процент брака на всех последующих операциях.
Описываемый способ Обработки плоскостей часовых н точных камней из минералов не имеет приведенных недостатков. Его отличитепьная особенность заключается в том, что, с целью получения единого размера по высоте всех обрабатываемых камней и достижения плоскопараллельности, заготовки камней обрабатываются не наклеенными на блоки, а размешенными в них с возможностью свободного перемещения между вращающимся шлифовальным камнем и вращающимся в противоположном направлении и с меньшей угловой скоростью блоком.
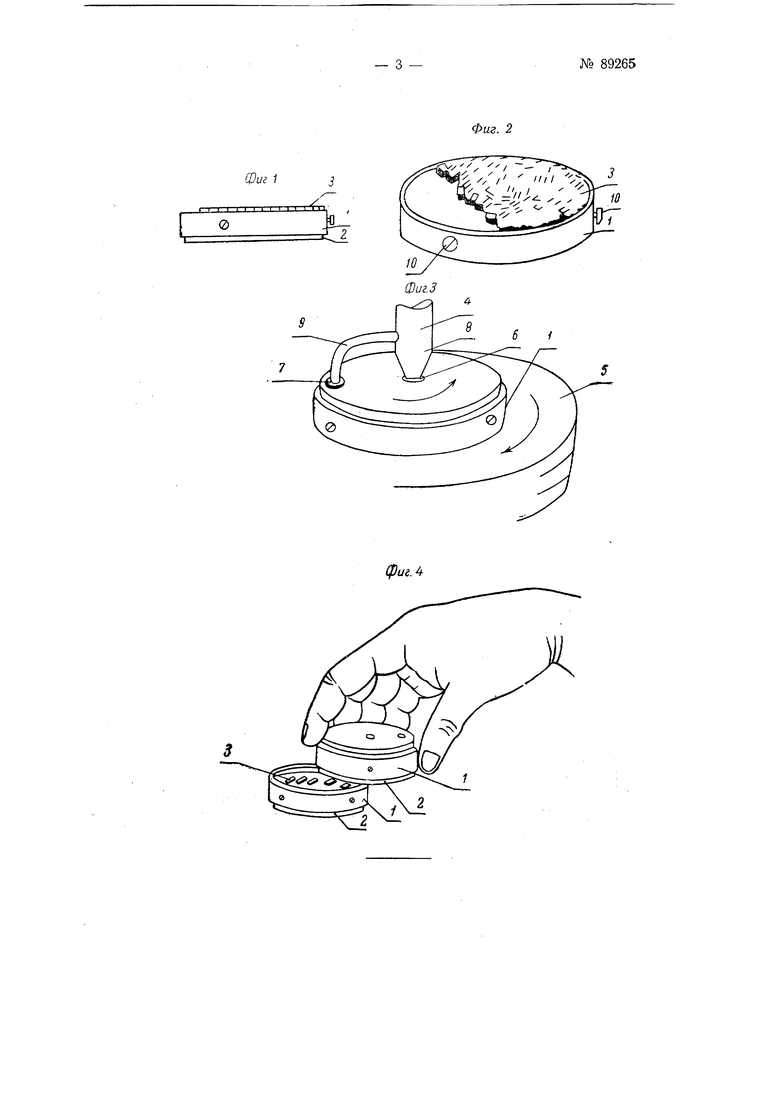
На фиг. 1 изображен блок с камнями, вид сбоку; на фиг- 2 - перспективный вид блока с камнями; на фиг. 3-перспективный вид устройства для обработки камней; на фиг. 4-процесс перемещения камней с одного блока на другой.
№ 89265
Способ осуществляется следующим образом. Блок 1, на котором размещаются обрабатывающие камни, представляет собой металлическое кольцо, в котором закрепляется вкладыщ 2 (для тонких обработок алмазными микрстюрсщ-ками-из торцовой бакелизированной фанеры и для грубых-плотный чугун). Для работы блок настраивается на сиециальном приспособлении (ручной пресс) так, чтобы выступающая часть кольца над рабочей поверхностью вкладыща была по высоте 0,08-0,10 лглг ниже заданного (требуемого) размера камия (заготовки) 3. Вкладыщ закрепляется стопорными винтами 10.
Заготовки предварительно рассортировывают так, чтобы разница по их высоте не превыщала 0,10 мм для избежания срыва камней из-под блока.
Камни насыпают совком или из пакета на настроенный блок в таком количестве, чтобы покрыть зд его поверхности, смачивают маслом или водой (в зависимости от стадии обработки) и разравнивают так, чтобы они лежали на блоке в один слой.
Блок / с камнями 5, готовый к работе, устанавливают на щлифовальный камень 5, прижимают верхним щпинделем 4 силой около 0,45 кг на см, насыпают абразив и включают станок.
С целью перемещения камией под блоком, последнему придается вращение против хода щлифовального камня 5. Направление вращения блока / и щлифовального камня 5 показано стрелками на фиг. 3.
Для прижатия блока 1 к щлифовальному камню 5 на вкладыще 2 блока имеется центровое гнездо 6, а для придания ему вращательного движения-эксцентрично смещенное гнездо 7.
Шпиндель, состоящий из основного стержня 8 и поводка 9, кончается конусами, совпадающими с гнездами 6 и 7.
Угловая скорость верхнего шпинделя, а вместе с ним и блока, в два раза меньще згловой скорости щлифовального камня.
Для проверки камней по высоте в процессе работы блок через определенный промежуток времени снимают со станка, берут несколько камней с разных мест блока и измеряют их высоту. Камни, у которых необходимо обработать вторую плоскость, перемещают с первого блока / на второй-обработанной плоскостью к вкладышу. У блока с обработанными камнями ослабляют стопорные винты, камни при помощи вкладыща выводят выще обоймы, затем блок с камнями переворачивают и накладывают на вновь настроенный блок, вкладыщ которого слегка смочен маслом или водой. Сдвиганием в сторону снимают первый блок, а камни, задерживаясь выступающей обоймой второго блока, остаются на нем. Обработку второй плоскости производят так же, как и первой.
Предмет изобретения
Способ обработки плоскостей часовых и точных камней из минералов с применением блоков, отличающийся тем, что, с целью получения единого размера по высоте у всех обрабатываемых камней и достижения плоскопараллельпости, заготовки камней размещают в блоках с возможностью свободного перемещения между вращающимся шлифовальным камнем и вращающимся в противоположном направлении и с меньщей угловой скоростью блоком.
Фиг 1
Фиг. 2