/
fsasA

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки некруглых валов | 1990 |
|
SU1764859A1 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1662770A1 |
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
| Способ обработки поверхностей вращения | 1985 |
|
SU1355356A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1303289A1 |
| Способ точения сложных поверхностей | 1988 |
|
SU1553249A1 |
| Способ точения сложных поверхностей | 1990 |
|
SU1722698A2 |
| СПОСОБ ОБРАБОТКИ ШАРИКОВ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2352447C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
Изобретение откосится к машиностроению, а именно к обработке .материалов абразчБКыми ькструмечтами. Целью изоб- ретения является повышение точности обработки путем исключения влияния дИс метра шлифовального круга на профиль обработанной поверхности. При обработке шлифовальному кругу i сообщают вращение со скоростью резания вокруг своей оси 2 и дополнительное вращение вокруг параллельной ей оси 3, связанное с вращением заготовки 4 в соответствии с -профилем вала, причем ось дополнительного вращения шлифовального круга устанавливают в плоское ги, перпендикулярной сси вращения заготовки, а дополнительное вращение шлифовального круга и связанное с ним вращение заготовки осуществляют пеоиодически. 2 ил.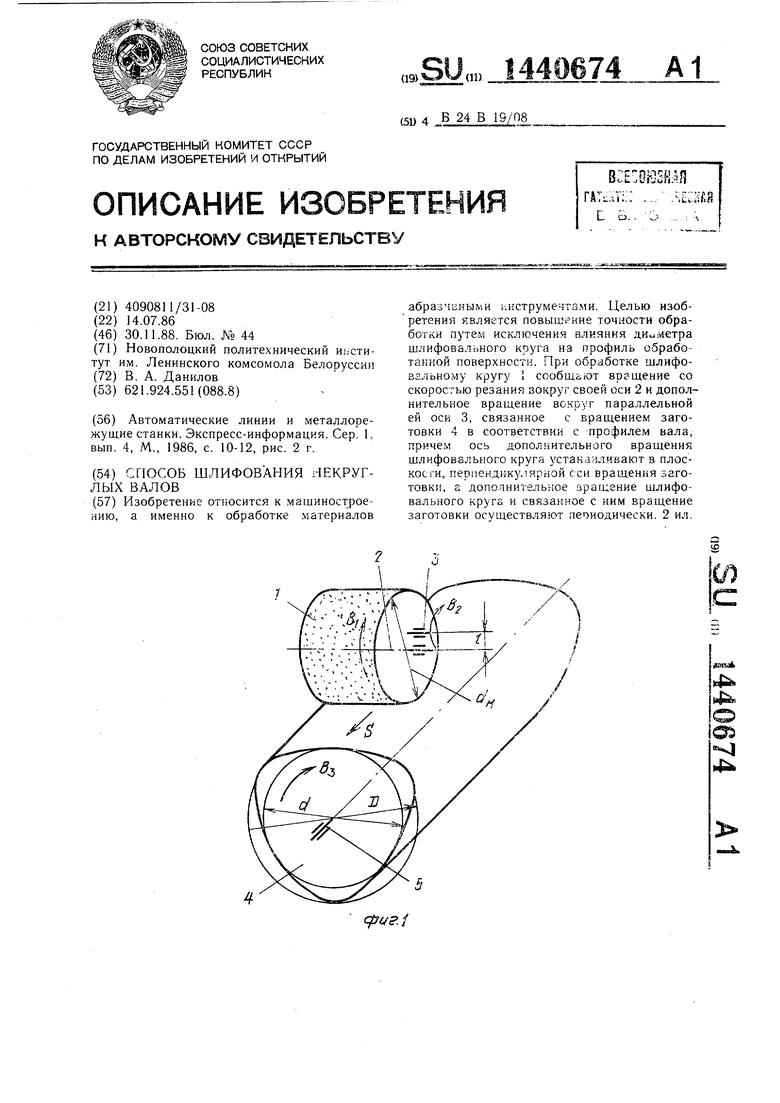
c.f
Изобретение относится к машиностроению и может найти применение при изготовлении деталей с некруглыми цилиндрическими поверхностями, например для передачи крутящего момента.
Цель изобретения - повышение точности обработки путем исключения влияния на профиль вала диаметра шлифовального круга.
На фиг: 1 изображена схема Обработки некруглого вала; на фиг. 2 - схема образования профиля вала.
Шлифовальный круг 1 установлен на станке с возможностью врашения вокруг геометрической оси 2 и оси 3, которая параллельна оси 2 и отстоит от нее на расстоянии t, которое задают по зависимости
t-
;i)
где D - диаметр окружности, описанной вокруг профиля обработанной поверхности, мм;
d - диаметр окружности, вписанной в этот профиль, мм.
Заготовка 4 установлена с возможностью враш,ения вокруг ее оси 5, которая перпендикулярна осям 2 и 3. Круг 1 имеет также возможность перемеш,ения относительно заготовки 4 вдоль образуюш,ей обработанной поверхности.
Обработку некруглого вала осуществляют в продольном направлении. В процессе обработки шлифовальному кругу 1 сообщают вращение В| вокруг его геометрической оси 2 со скоростью резания. Частоту П этого вращения задают исходя из скорости резания
eov: J;rd
мин
-
(2)
где V - скорость резания, м/с;
dK - диаметр шлифовального круга, м. Одновременно кругу сообщают нрямолиней- ное движение подачи S относительно неподвижной заготовки 4, скорость которой задают по режимам плоского шлифования.
После обработки изделия в данном направлении по всей длине за один или несколько проходов заготовке сообщают поворот БЗ вокруг оси 5 на угол, который задают в зависимости от допускаемой огранки профиля, Величина этого угла может быть определена по следующему, соотнощению:
S80
(Зэ
угол периодического поворота заготовки, град;
допускаемая высота огранки профиля обработанной поверхности, мм;
средний радиус кривизны дуги профиля обработанной поверхности, соответствующий углу ф поворота заготовки, мм.
При периодическом повороте заготовки на угол ф осуществляют также поворот В2 шлифовального круга вокруг оси 3 на
угол
.
(4)
где т - количество выступов у профиля
вала.
Зависимость (3) получена следующим образом. При периодическом повороте заготовки на угол ф (фиг. 2) круг контактирует с профилем обработанной поверхности в точках А и В, поэтому образуется огранка, максимальная высота А которой
15
(«%-i
(мм), (5)
5
где р - средний радиус дуги АВ профиля, мм Так как ф - малая величина, то с достаточной точностьюг 0 .
Тогда Apf V8, откуда 9 2V2A7p , рад, или
350 -.
Ф ; л 2А/Р, град.
Пример. Параметры обрабатываемой детали, поверхность некруглая цилиндрическая с тремя выступами (); диаметр окружности, вписанной в обрабатываемый профиль, мм; диаметр описанной вокруг этого профиля окружности мм; Q длина вала - 450 мм; допускаемая высота огранки - ,05 мм; материал вала -
сталь 40ХН.
Шлифовальный круг - абразивный, форма ПП, диаметр мм.
Шлифование предварительное при сле- дующем режиме: скорость резания м/с; продольная подача мм/мин. Частота вращения круга вокруг оси 2 соглас- но (2)
мин
Расстояние между осями 2 и 3 задают в соответствии с (1)
/г 60-fО 9 ч с---у z,o мм
Радиус кривизны р профиля вала, обработанного по описанной схеме формообразования, - переменная величина, поэтому угол ф периодического поворота заготовки должен быть различным между разными ее 0 поворотами в соответствии с соотношением (3), т.е.
град.
Учитывая, что в рассматриваемом примере 55 радиус кривизны профиля вала в любой его точке больще радиуса окружности, описанной вокруг этого профиля, для упрощения реализации способа значение р можно принять равным D/2. При таком допущении обработка осуществляется с огранкой профиля, с несколько меньщей по высоте ее допускаемого значения Д.
Тогда югда ф . Л/ gQ -D
Угол периодического поворота щлифоваль- ного круга (fk в этом случае на основании (4) составит 18°.
Таким образом, при выполнении каждого прохода щлифовальному кругу сообщают вращение Bj с частотой 1670 MKH и продольную передачу относительно неподвижной заготовки со скоростью 2500 мм/мин. После обработки вала в данном направ- лении по всей длине продольную передачу отключают, заготовку поворачивают вокруг своей оси на угол 6°, а шлифовальный круг поворачивают вокруг оси 3 на угол 18°. Затем включают продольную, подачу и осуществляют обработку вала в новом угловом положении и т.д.
Формула изобретения
Способ шлифования некруглых валов, при котором ось вращения шлифоваль-
ного круга располагают в плоскости, перпендикулярной к оси вращения заготовки, сообщают кругу вращение со скоростью резания вокруг своей геометрической оси, связывают вращение круга с вращением заготовки в соответствии с профилем вала и сообщают движение подачи вдоль оси заготовки, отличающийся тем, что, с- целью повышения точности обрабатываемой поверхности, щлифовальному кругу сообщают дополнительное вращение вокруг оси, параллельной его геометрической оси, при этом дополнительное вращение круга и вращение заготовки осуществляют периодически после обработки ее по всей длине, а углы поворота заготовки ф и круга ф выбирают соответственно из условий
. ф.
допускаемая высота огранки профиля обработанной поверхности, мм;
средний радиус кривизны дуги профиля обработанной поверхности, соответствующий углу ф, мм;
количество выступов у профиля вала.
| Автоматические линии и металлорежущие станки | |||
| Экспресс-информация | |||
| Сер | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| вып | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
