(5) СПОСОБ ПРАВКИ ИЗДЕЛИЙ ИЗ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ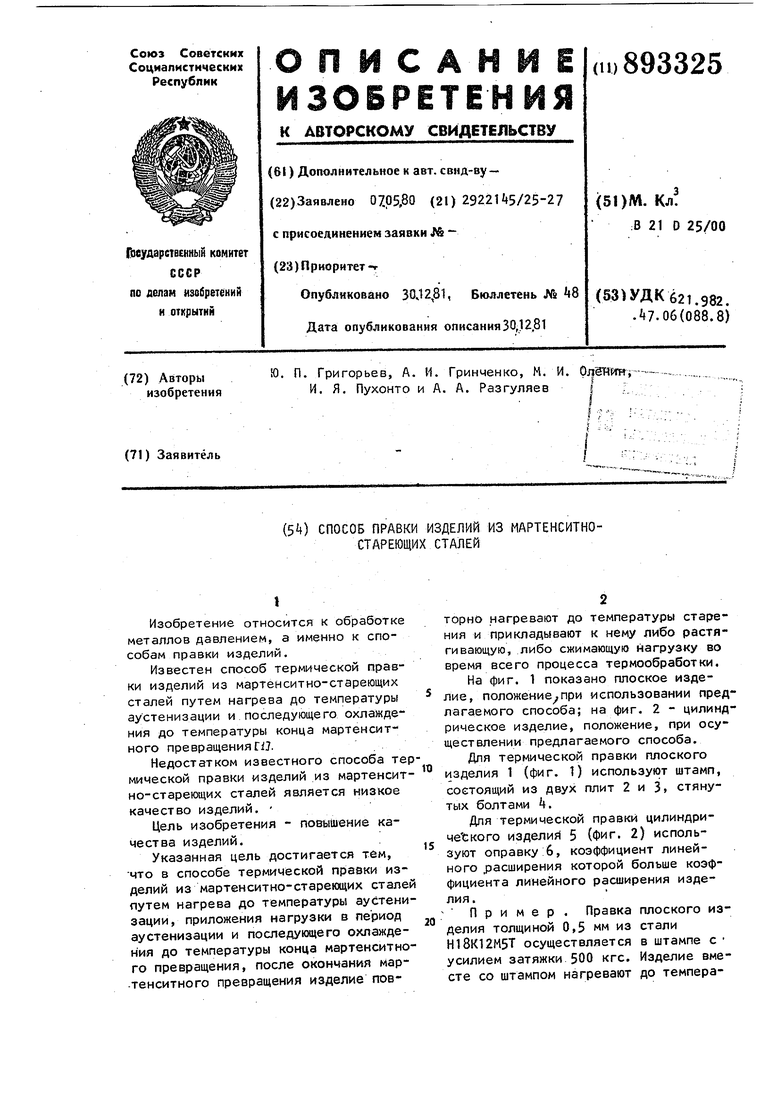
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки и термической обработки изделий из сталей мартенситного и переходного аустенитномартенситного классов | 1978 |
|
SU685382A1 |
| СПОСОБ КАЛИБРОВКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2006 |
|
RU2314174C1 |
| СПОСОБ ПРАВКИ ИЗДЕЛИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2004 |
|
RU2256709C1 |
| СПОСОБЫ ДЛЯ УМЕНЬШЕНИЯ НАРУШЕНИЙ ПЛОСКОСТНОСТИ В ИЗДЕЛИЯХ ИЗ СПЛАВОВ | 2010 |
|
RU2552804C2 |
| Способ термической обработки деталей из мартенситно-стареющих сталей | 1989 |
|
SU1694665A1 |
| Способ термической обработки дисковых пил | 1981 |
|
SU1101460A1 |
| СПОСОБ КАЛИБРОВКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2255991C1 |
| СПОСОБ УПРОЧНЕНИЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ | 2008 |
|
RU2399684C2 |
| Способ термообработки холоднокатаной ленты из углеродистых и пружинных сталей | 1989 |
|
SU1747514A1 |
| Способ термической обработки деталей из высокопрочных мартенситно-стареющих сталей | 1979 |
|
SU876745A1 |
1
Изобретение относится к обработке металлов давлением, а именно к способам правки изделий.
Известен способ термической правки изделий из мартенситно-стареющих сталей путем нагрева до температуры аустенизации и последующего охлаждения до температуры конца мартенситного превращения TiJ.
Недостатком известного способа термической правки изделий из мартенситно-стареющих сталей является низкое качество изделий.
Цель изобретения - повышение качества изделий.
Указанная цель достигается тем, что в способе термической правки изделий из мартенситно-стареющих сталей путем нагрева до температуры аустенизации, приложения нагрузки в период аустенизации и последующего охлаждения до температуры конца мартенситного превращения, после окончания мартенситного превращения изделие повторне нагревают до температуры старения и прикладывают к нему либо растягивающую, либо сжимающую нагрузку во время всего процесса термообработки.
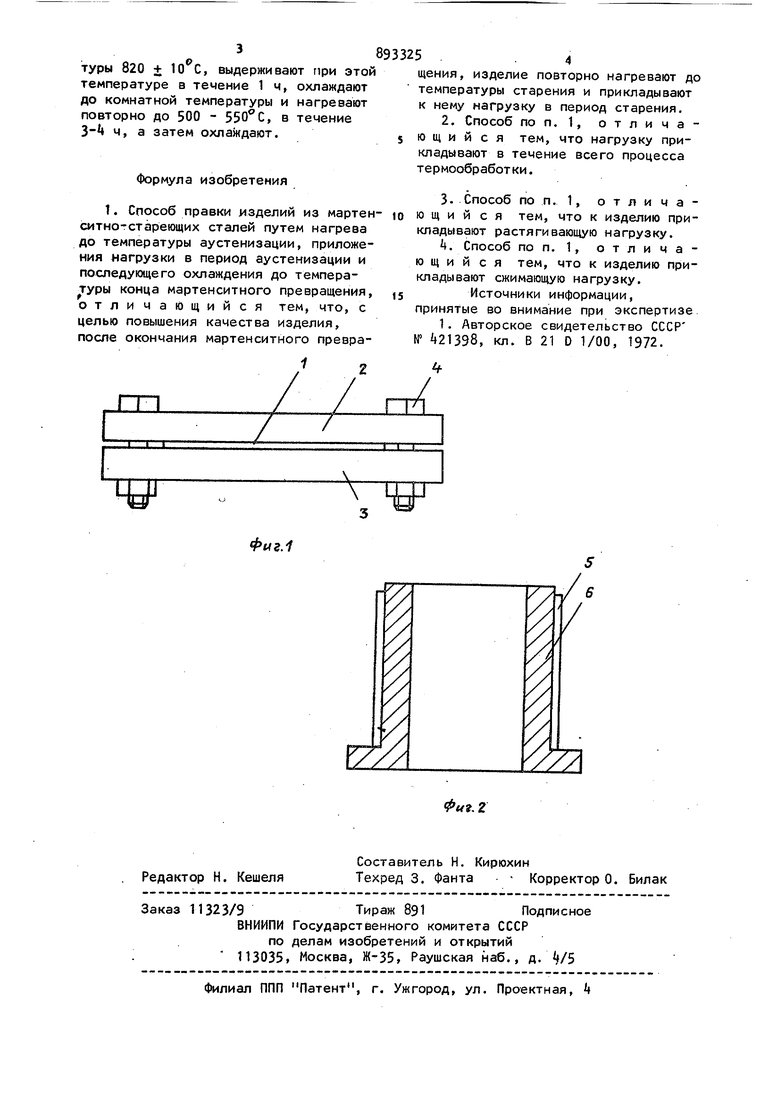
На фиг. 1 показано плоское изделие, положение при использовании пред лагаемого способа; на фиг. 2 - цилиндрическое изделие, положение, при осуществлении предлагаемого способа.
Для термической правки плоского
it) изделия 1 (фиг. 1) используют штамп, состоящий из двух плит 2 и 3, стянутых болтами k.
Для Термической правки цилиндрического изделия 5 (фиг. 2) исполь15зуют оправку:6, коэффициент линейного расширения которой больше коэффициента линейного расширения изделия .
Пример. Правка плоского из20делия толщиной 0,5 мм из стали Н18К12М5Т осуществляется в штампе с усилием затяжки 500 кгс. Изделие вместе со штампом нагревают до температуры 820 + 10 С, выдерживают при этой температуре в течение 1 ч, охлаждают до комнатной температуры и нагревают повторно до 500 - , в течение 3- ч, а затем охлаждают.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
