(54) НОЖНИЦЫ ДЛЯ ИЗМЕЛЬЧЕНИЯ ЛИСТОВОЙ
ОБРЕЗИ
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИЛЬОТИННЫЕ НОЖНИЦЫ | 1995 |
|
RU2071876C1 |
| КОМБИНИРОВАННЫЕ ДИСКОВЫЕ КРОМКОКРОШИТЕЛЬНЫЕ НОЖНИЦЫ | 2004 |
|
RU2286865C2 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2005 |
|
RU2299113C1 |
| Дисковые ножницы для резки листового проката | 1975 |
|
SU554090A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Способ производства листового проката | 1991 |
|
SU1822351A3 |
| Устройство для резки многослойной полосы на листы | 1981 |
|
SU1030130A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1993 |
|
RU2056982C1 |
| Устройство к кромкообрезным ножницам для удаления обрези | 1986 |
|
SU1412893A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
I
Изобретение относится к обработке металлов давлением, а именно к устройствам для резки и измельчения листовой обрези, и может быть использовано в прокатном производстве, в частности для порезки обрези двухслойных листов.
Известны ножницы для измельчения листовой обрези, содержащие раму с закрепленным на ней неподвижным верхним ножом, подвижный суппорт с нижним ножом, установленный с возможностью взаимодействия посредством ролика с кулачком, расположенным на валу и привод поворота кулачка 1.
В известных ножницах не учитывается необходимость порезки обрези с различными прочностными характеристиками по их сечению, что вызывает неравномерность нагрузки в момент реза, а как следствие, снижает долговечность работы ножниц.
Цель изобретения - повышение долговечности работы ножниц за счет возможности обеспечения равномерной нагрузки в момент реза разнородного материала независимо от его характеристик.
Поставленная цель достигается тем, что в ножницах для измельчения листовой обрези, содержащих раму с закрепленным на ней неподвижным верхним ножом, подвижный суппорт с нижним ножом, установленный с возможностью взаимодействия посредством ролика с кулачком, расположенным на валу, и привод поворота кулачка, профиль кулачка образован двумя последовательно расположенными и сопряженными между собой спиралями Архимеда с разным шагом.
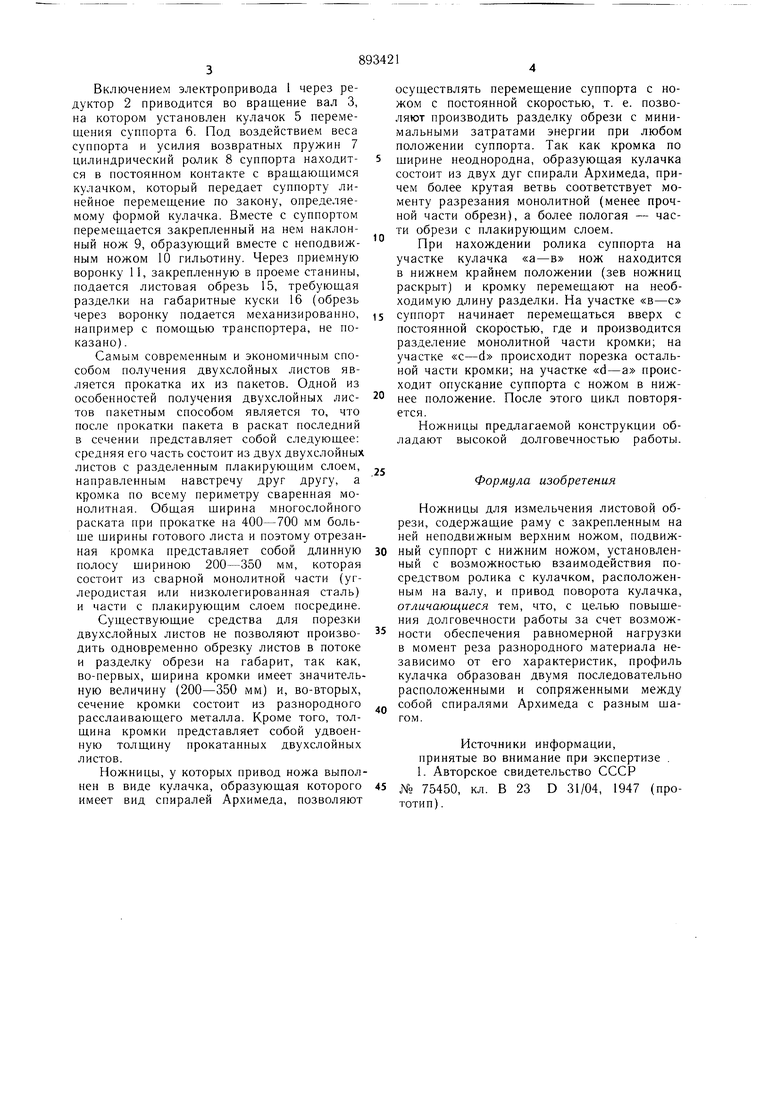
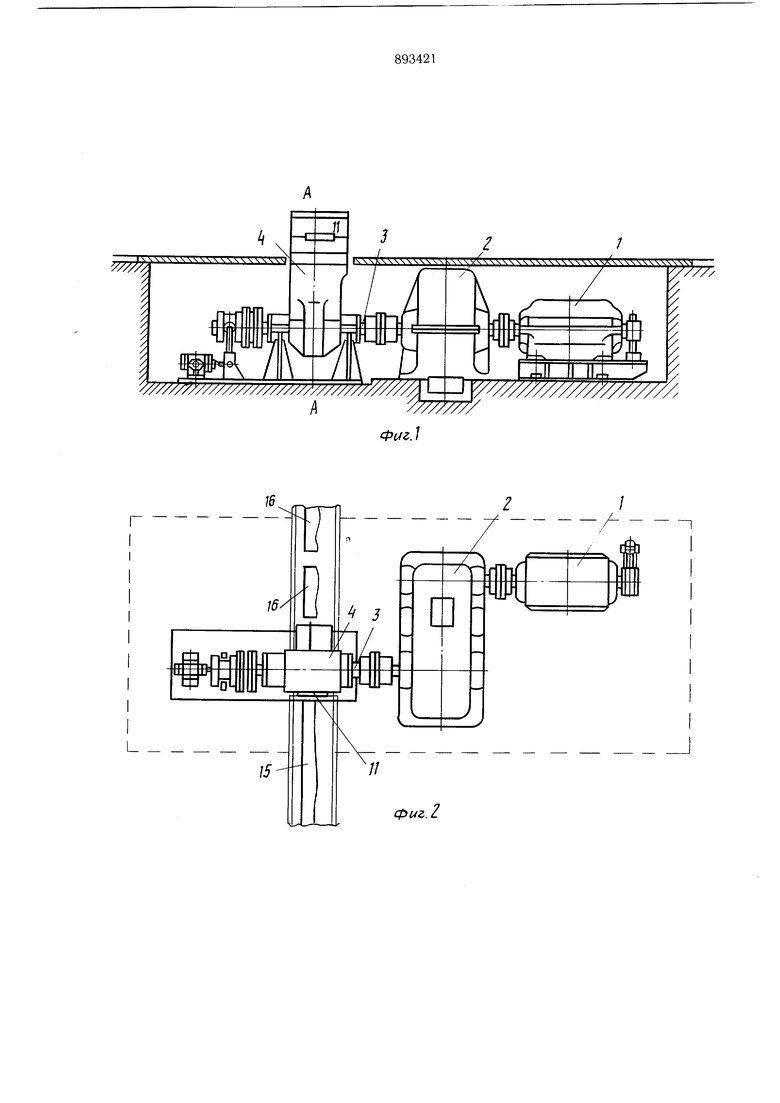
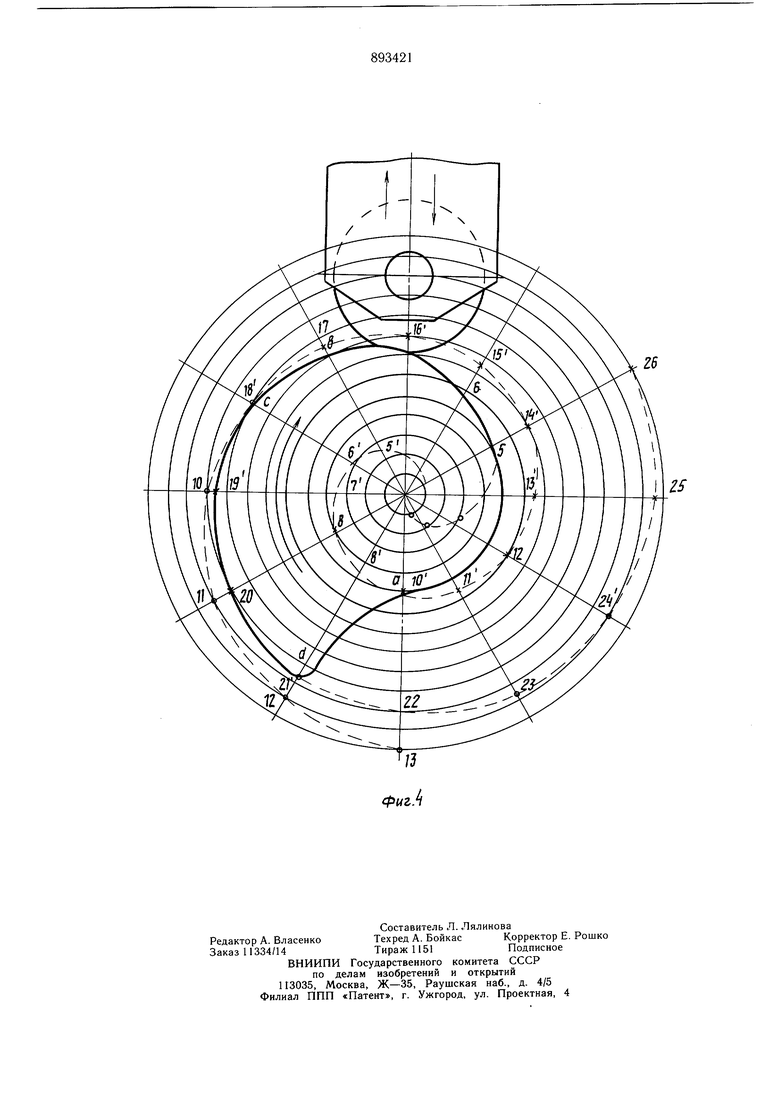
На фиг. 1 изображены ножницы, общий вид; на фиг. 2 - то же, в плане; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 -профиль кулачка.
Ножницы состоят из электропривода 1, редуктора 2, приводного вала 3 и режущего механизма 4. Режущий механизм состоит из кулачка 5, суппорта 6, в котором установлена возвратная пружина 7, ролик 8 и закреплен нижний подвижный нож 9. В верхней части режущего механизма закреплен неподвижный нож 10, приемная воронка 11 и приемный желоб 12 с амортизирующими пружинами 13 и прижим кромки 14.
Ножницы работают следующим образом. Включением электропривода 1 через редуктор 2 приводится во вращение вал 3, на котором установлен кулачок 5 перемещения суппорта 6. Под воздействием веса суппорта и усилия возвратных пружин 7 цилиндрический ролик 8 суппорта находится в постоянном контакте с вращающимся кулачком, который передает суппорту линейное перемещение по закону, определяемому формой кулачка. Вместе с суппортом перемещается закрепленный на нем наклонный нож 9, образующий вместе с неподвижным ножом 10 гильотину. Через приемную воронку 11, закрепленную в проеме станины, подается листовая обрезь 15, требующая разделки на габаритные куски 16 (обрезь через воронку подается механизированно, например с помощью транспортера, не показано) . Самым современным и экономичным способом получения двухслойных листов является прокатка их из пакетов. Одной из особенностей получения двухслойных листов пакетным способом является то, что после прокатки пакета в раскат последний в сечении представляет собой следующее: средняя его часть состоит из двух двухслойных листов с разделенным плакирующим слоем, направленным навстречу друг другу, а кромка по всему периметру сваренная монолитная. Общая ширина многослойного раската при прокатке на 400-700 мм больше ширины готового листа и поэтому отрезанная кромка представляет собой длинную полосу шириною 200-350 мм, которая состоит из сварной монолитной части (углеродистая или низколегированная сталь) и части с плакирующим слоем посредине. Существующие средства для порезки двухслойных листов не позволяют производить одновременно обрезку листов в потоке и разделку обрези на габарит, так как, во-первых, ширина кромки имеет значительную величину (200-350 мм) и, во-вторых. сечение кромки состоит из разнородного расслаивающего металла. Кроме того, толшина кромки представляет собой удвоенную толщину прокатанных двухслойных листов. Ножницы, у которых привод ножа выполнен в виде кулачка, образующая которого имеет вид спиралей Архимеда, позволяют осуществлять перемещение суппорта с ножом с постоянной скоростью, т. е. позволяют производить разделку обрези с минимальными затратами энергии при любом положении суппорта. Так как кромка по ширине неоднородна, образующая кулачка состоит из двух дуг спирали Архимеда, причем более крутая ветвь соответствует моменту разрезания монолитной (менее прочной части обрези), а более пологая - части обрези с плакирующим слоем. При нахождении ролика суппорта на участке кулачка «а-в нож находится в нижнем крайнем положении (зев ножниц раскрыт) и кромку перемещают на необходимую длину разделки. На участке «в-с суппорт начинает перемещаться вверх с постоянной скоростью, где и производится разделение монолитной части кромки; на участке «с-d происходит порезка остальной части кромки; на участке «d-а происходит опускание суппорта с ножом в нижнее положение. После этого цикл повторяется. Ножницы предлагаемой конструкции обладают высокой долговечностью работы. Формула изобретения Ножницы для измельчения листовой обрези, содержащие раму с закрепленным на ней неподвижным верхним ножом, подвижный суппорт с нижним ножом, установленныи с возможностью взаимодействия посредством ролика с кулачком, расположенным на валу, и привод поворота кулачка, отличающиеся тем, что, с целью повышения долговечности работы за счет возможности обеспечения равномерной нагрузки в момент реза разнородного материала независимо от его характеристик, профиль кулачка образован двумя последовательно расположенными и сопряженными между собой спиралями Архимеда с разным шагом. Источники информации, принятые во внимание при экспертизе . 1. Авторское свидетельство СССР jMb 75450, кл. В 23 D 31/04, 1947 (прототип) /ff. фиг.1
