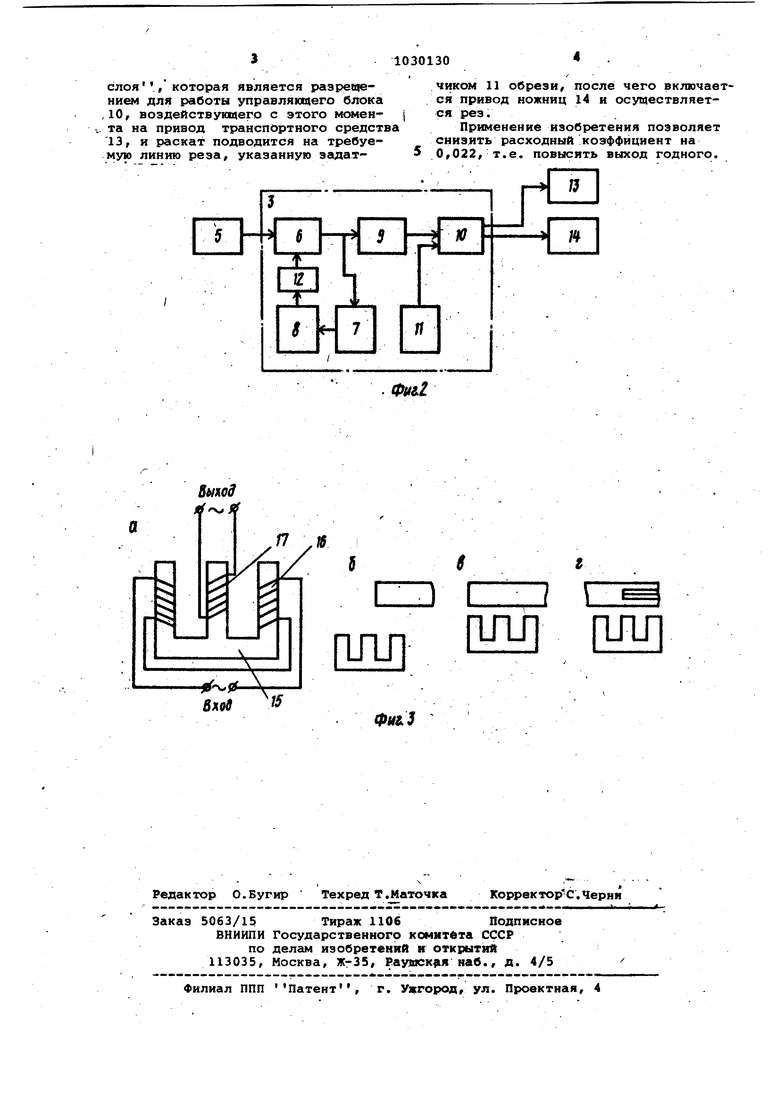
Изобретение относится к прокатному производству в частности к пр изводству многослойных листов. Известно устройство для резки многослойной полосы на листы, соде жащее связанные транспортным средством стеллаж-холодильник и ножницы, 1 .После прокатки пакета,прав.ки и охлаждения производится его ;разделение на многослойные листы. Разделение осуществляется путем обрезания торцов и боковых кромок раската 1. Однако положение границы плакир щего слоя в раскатах нестабильно ввиду разнообразия схем прокатки и кратности обжатия. При резке нео ходимо также обеспечить определенн величину обре8.и плакирунмцего слоя в связи со слабым сцеплением его с основным слоем по периметру и непо тояннОй толщиной;. Но при резке тор цов и кромок на гильотинных ножнит цах, ввиду разброиа положения гран цы плакирующего слоя в раскате, невозможно обеспечить точную величину обрези по плакирукадему слою, что выз:ывает снижение выхода годного. Цель изобретения - повышение вы да годного при резке многослойных раскатов на листы. Поставленная цель достигается тем, что в устройстве для резки многослойной полосы на листы/ содержащем связанные;транспортным средством стеллаж-холодильник и ножницы, между холодильником и ножницами размещается измеритель границы плакирующего слоя , ныпол ненный в виде датчика границы плакирунядего слоя, релейного блока, управлякяцего блока, задатчика , пневмопривода перемещения датчика, блока управления пневмоприводом перемещения датчика, при этсял выход датчика соединен с входом релейного блока и с входрм блока управления, пневмоприводом п ремещения датчика, выход релейного блока соединен ;. с одним из входов управляющего блока, другой вход которого соединен с вьаходом задатчвка обрези, а выходы соедииены с приводами транспортного средства и ножниц. . При этсм датчик границы плакиР1 вхдего слоя выполнен в виде И-об . сердечника, разм аенных н его крайних стержнях обмоток возбуждения, включённых последовательно, и установленной на средне стержне измерительной обмоткя. На фиг.1 показано устройство для резки многослойных полос; на фиг.2 - структурная схема измерит ля границы .плакирующего слоя; на фиг.З- датчик границы плакирующего слоя,и варианты положения раската относительно датчика. Устройство состоит из ХОЛОДИЛЬНЙГ ка 1, соединенного транспортным сред, ством 2 с измерителем 3 границы плакирующего слоя воздействующим элементом которого является раскат. Выход измерителя связан с приводами транспортного средства 2 и ножниц 4 для резки раската 5. Измеритель границы плакирунячего слоя состоит из датчика 6 границы плакирующего слояг -блока 7 управления пневмоприводом перемещения дат,чика, пневмопривода 8 перемещения датчика, релейного блока 9, уйравляюиего блока 10, задатчика 11 обрези к механической части 12 датчика. Причем выход датчика б соединен как с вхо -дом релейного блока и с вхог. дом блока 7 управления пневмоприводом, вУход релейного блока 9 соединен с одним из входов управлякадего блока 10, другой вход которого .. динен с выходом згщатчика 11 обрези, а выходы соединены с системами при вода транспортного средства 13. и ножниц 14. выход блока 7 управления пневмоприводом соединен с пневмоприводом 8, выход которого соединен с механической частью 12 датчика. Датчик гранигцы плакирую- щего слоя выполнен в виде . разного сердечника. 15, на крайних стержнях которого расположен ны обмотки 16 возбуждения, а на среднем - измерительная обмотка 17. Устройство работает следующим , образом. После прокатки и пршвки раскат поступает на холодильник, где . охлаждается до 200-300 С, а за,тем транспортным средством 2 подается в зону действия измерителя 3 границы плакиру едего слоя, установленного перед ножницами 4. Когдапередняя кромка раската 5 оказывается в зоне восприятия, датчика 6 (фиг.36), на его входе появляется электрический сигнал разбаланса, который воспринимается блоксш 7 управления пневмоприводом, вырабатывающим команду на работу пневмопривода 8, после чего датчик занимаете, рабочее .положение (фиг.3 в), находясь на определенное расстоянии от нижней плоскости раската. При этст наблюдается минимальное значение выходного «сигна. ла, так как однородный металл перекрывает оба плеча индуктивного дифференциального датчика. При появлении плакируктего слоя в зоне действия правого плеча датчика (фяг.З г) релейньвй блок 9 выдает команду Граница плакируюцегр
слоя , которая является раэреадением для работы управлякхцего блока ,10, воздействующего с этого момен- I та на привод транспортного средства 13, и раскат подводится на требуемую линию реза, указанную задатчиком 11 обрези, после чего включается привод ножниц 14 и осуществляется рез.
Применение изобретения позволяет снизить расходныйкоэффициент на 0,022, т.е. повысить выход годного.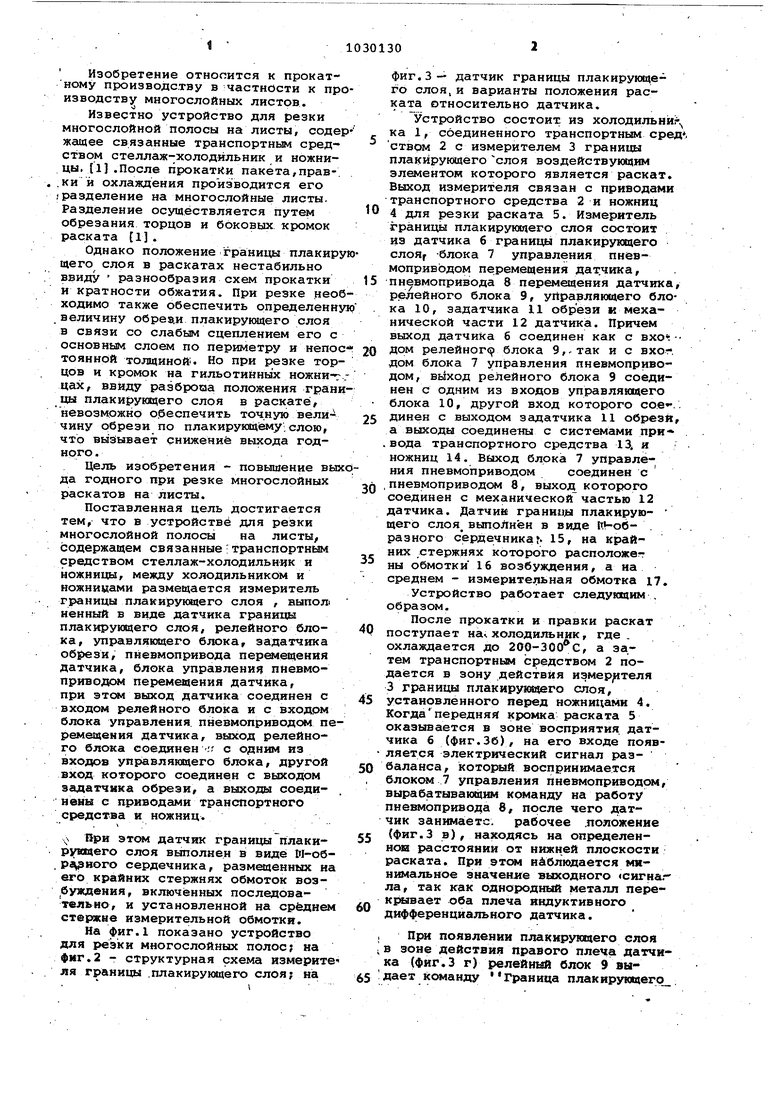
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для измельчения листовой обрези | 1980 |
|
SU893421A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1985 |
|
SU1307240A1 |
| Устройство контроля потерь металла при порезке проката на ножницах обжимных станов | 1981 |
|
SU993038A1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1984 |
|
SU1244497A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| Устройство для управления механизмом сброса прутков на холодильник сортового стана | 1976 |
|
SU595027A1 |
| Пакет для получения многослойных листов | 1978 |
|
SU724312A1 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
1. УСТРОЙСТВО ДЛЯ РЕЗКИ МНОГОСЛОЙНОЙ ПОЛОСЫ НА ЛИСТЫ, содержащее связанные траиспортньм средством стеллаж-холодильник и ножницы, отличающееся тем, что, с целью повшаения выхода годного оно. снабжено раэмещенньм между хо яодильник
0tli.t
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Меандров Л.В | |||
| Двухслойные корроэионнсг-стойкне стали | |||
| М., .Металлургия г 1970, с.7 (прототип) | |||
