(54) КОПИР К МАШИНАМ ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ С МАГНИТНЫМ КОПИРОВАНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Копир для машин тепловой обработкиС МАгНиТНыМ КОпиРОВАНиЕМ | 1978 |
|
SU795793A1 |
| Копир для машин термической резкиС МАгНиТНыМ КОпиРОВАНиЕМ | 1979 |
|
SU831449A1 |
| Машина для термической резки | 1973 |
|
SU602323A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1995 |
|
RU2098244C1 |
| Копир для термической вырезки острых углов для машин с электромагнитным копированием | 1980 |
|
SU961886A2 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ | 1995 |
|
RU2163217C2 |
| Способ изготовления изделий с длинномерными каналами | 1990 |
|
SU1794614A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756677C1 |
| Способ термической резки металлических заготовок | 1979 |
|
SU764888A1 |
| Способ изготовления панельных теплообменников | 1985 |
|
SU1232345A1 |

1
Изобретение относится к машиностроению и может быть использовано при тепловой обработке по копиру отверстий или элементов изделий, в частности при газопламенной, электродуговой, электроннолучевой, плазменнодуговой и т. п. методов разделительной резки или сварки.
Известно копировальное устройство к машинам для кислородной резки с магнитным копированием, преимущественно для резки по окружности, содержаш,ее две одинаковые металлические пластины, в которых выполнены полуокружности, образующие при их совмещении встык отверстия, а каждая из пластин установлена в направляющих с возможностью перемещения 1.
Известен также копир к машинам для тепловой обработки с магнитным копированием, содержащий две одинаковые металлические пластины с расположенными на противоположных сторонах полуотверстиями, образующими при их совмещении встык отверстия, а расстояние между совмещаемыми сторонами каждой из пластин равно щагу обрабатываемых отверстий в направлении, перпендикулярном совмещаемым сторонам 2.
Известный копир имеет существенный недостаток, который заключается в следующем. При тепловой обработке отверстий или элементов изделий за один установ одной пластины (части) такого копира обеспечивается обработка только двух рядов полу5 круговых объектов. Указанное обстоятельство при массовом характере производства требует определенного объема переналадок частей копира, что снижает производительность работ и сужает технологические возможности устройства.
Цель изобретения - повыщение производительности труда.
Указанная цель достигается за счет того, что в известном копире, содержащем две одинаковые металлические пластины с расположенными на противоположных сторонах полуотверстиями, образующими при их совмещении встык отверстия, в каждой пластине выполнены несколько рядов отверстий с прорезями, выходящими на одну из совмещаемых сторон.
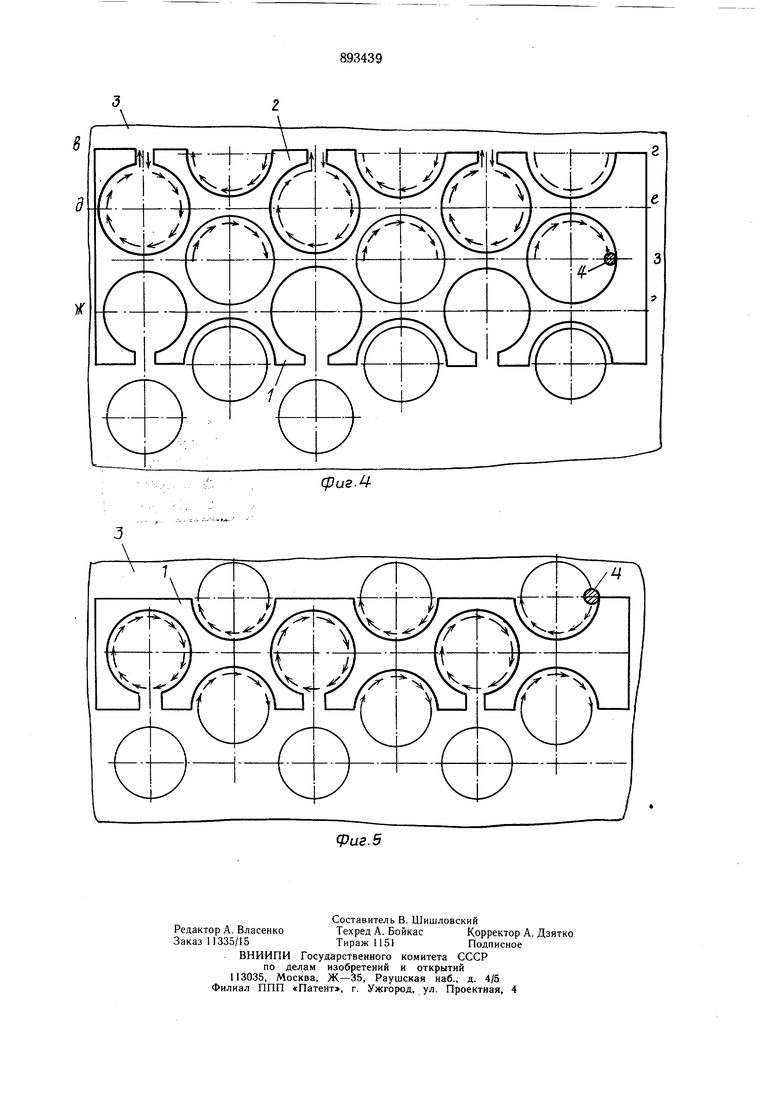
На фиг. 1-5 изображены общий вид копира и последовательность обработки отверстий в листовой заготовке с его использованием. Копир состоит из двух пластин 1 и 2, размещаемых на разрезаемой листовой заготовкой 3, и взаимодействующих с магнитным пальцем 4. Выбор конструктивных элементов копира производят из следующих соображений. Ширину пластины устанавливают, выдерживая соотношение (п + 1), где в -расстояние между совмещаемыми сторонами пластин; - поперечный шаг между рядами обрабатываемых отверстий в направлении, перпендикулярном совмещаемым сторонам пластины п - количество рядов отверстий в пластине. Диаметр отверстий и полуотверстий копира Док устанавливают максимально возможным по отношению к диаметру обрабатываемых отверстий До в листовой заготовке, так как этим определяется оптимальный диаметр магнитного пальца машины. Коэффициент использования металла обрабатываемой заготовки и предельная величина диаметра отверстий и полуотверстий каждой части копира определяются величиной минимальной перемычки S между отверстиями. Следовательно, выбирая диаметр отверстий и полуотверстий копира максимальным и одновременно с этим обеспечивая необходимую жесткость копира, выдерживают соотношение Док Д„ +S Ширина прорезей копира С должна обеспечивать свободное прохождение в них магнитного пальца при наличии минимального зазора между пальцем и стенкой прорези. Устройство работает следующим образом. Над листовой заготовкой 3 (фиг. 1) устанавливают и закрепляют пластину 1. Вырезку отверстий начинают с первого (крайнего левого) объекта, расположенного на оси а-б. Б соответствующее отверстие пластины 1 вводят магнитный палец 4 и начинают процесс тепловой обработки, например при помощи резака, который расположен соосно магнитному пальцу 4, с последующим включением перемещения пальца по пластине 1. Этим самым обеспечивают вырезку всех отверстий оси а-б и всех полуотверстий оси в-г. Перед завершением магнитным пальцем 4 обкатки последнего отверстия оси а-б (фиг. 2) рядом с пластиной 1 временно устанавливают и закрепляют пластину 2, обеспечивая тем самым переход магнитного пальца 4 на пластину 2. Далее (фиг. 3), изымая пластину 1, предоставляют возможность магнитному пальцу 4 пройти все полуотверстия и отверстия пластины 2. Таким образом заканчивают вырезку всех отверстий осей в-г и д-е, а также всех полуотверстий оси ж-з. В дальнейшем (фиг. 4 и 5) чередуют взаимодействие пластин 1 и 2 в процессе поступательного перемещения по ним магнитного пальца 4 и обеспечивают порядную тепловую обработку требуемого количества отверстий, расположенных на одной плоскости. Экономический эффект от внедрения копира в производство, полученный за счет повышения производительности труда, составит не менее 50 руб, из расчета на один типовой трубчатый воздухоподогреватель. Формула изобретения Копир к машинам для тепловой обработки с магнитным копированием, содержащий две одинаковые металлические пластины с расположенными на противоположных сторонах полуотверстиями, образующими при их совмещении встык отверстия, отличающийся тем, что, с целью повышения производительности, в каждой пластине выполнены несколько рядов отверстий с прорезями, выходящими на одну из совмещаемых сторон. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 325130, кл. В 23 К 7/04, 11.05.70. 2.Заявка № 2699934/25-27, кл. В 23 К 7/10 22.12.78 (прототип).
