(54) КОПИР ДЛЯ МАШИН ТЕПЛОВОЙ ОБРАБОТКИ С МАГНИТНЫМ КОПИРОВАНИЕМ
совмещаемыми сторонами копира равно шагу отверстий в.
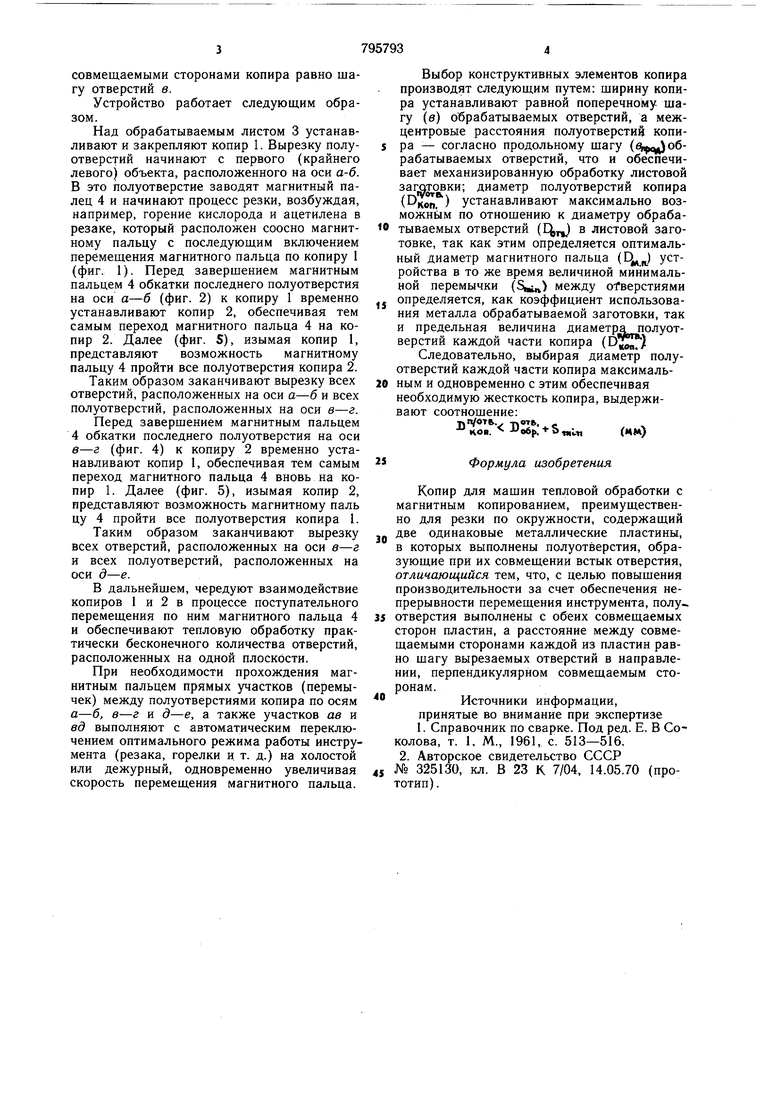
Устройство работает следующим образом.
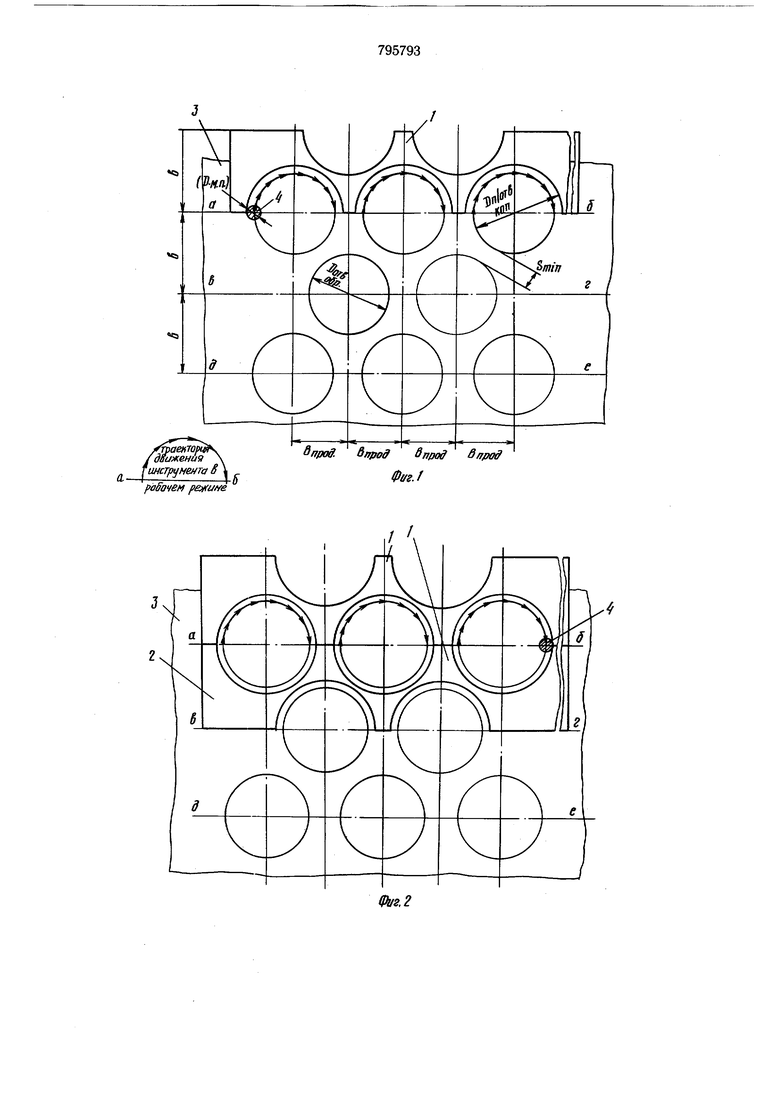
Над обрабатываемым листом 3 устанавливают и закрепляют копир 1. Вырезку полуотверстий начинают с первого (крайнего левого) объекта, расположенного на оси а-б. В это полуотверстие заводят магнитный палец 4 и начинают процесс резки, возбуждая, например, горение кислорода и ацетилена в резаке, который расположен соосно магнитному пальцу с последующим включением перемещения магнитного пальца по копиру 1 (фиг. 1). Перед завершением магнитным пальцем 4 обкатки последнего полуотверстия на оси а-б (фиг. 2) к копиру 1 временно устанавливают копир 2, обеспечивая тем самым переход магнитного пальца 4 на копир 2. Далее (фиг. S), изымая копир 1, представляют возможность магнитному пальцу 4 пройти все полуотверстия копира 2.
Таким образом заканчивают вырезку всех отверстий, расположенных на оси а-б и всех полуотверстий, расположенных на оси в-г.
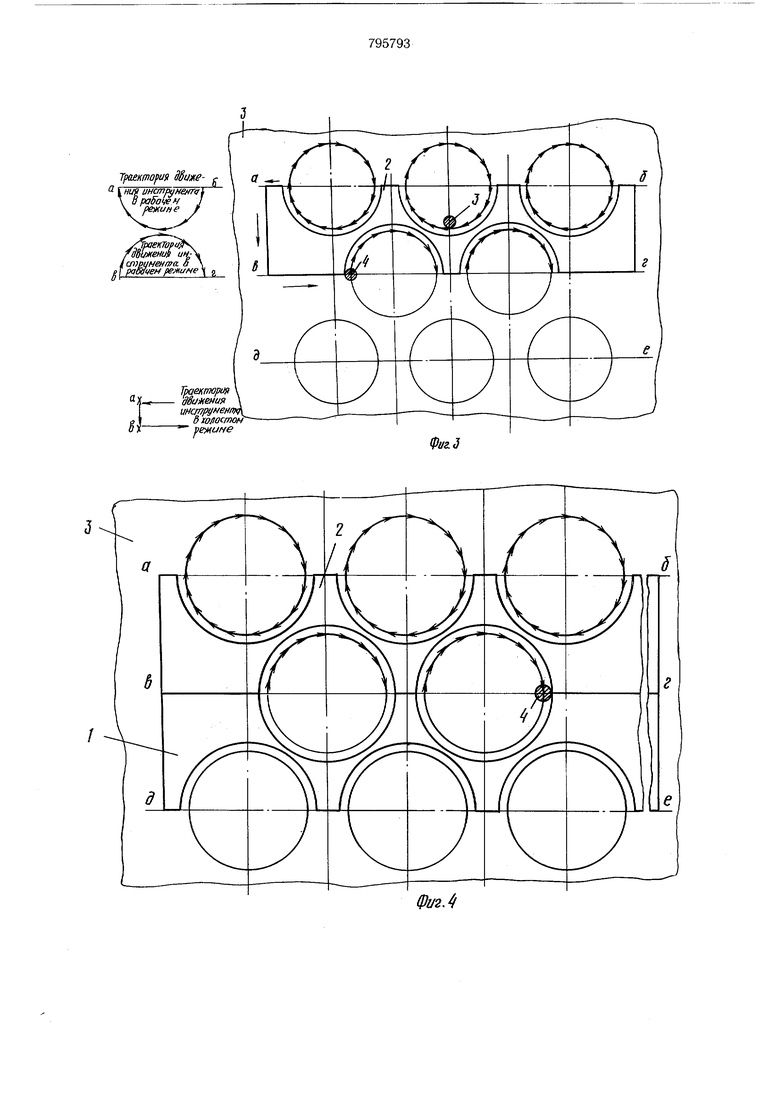
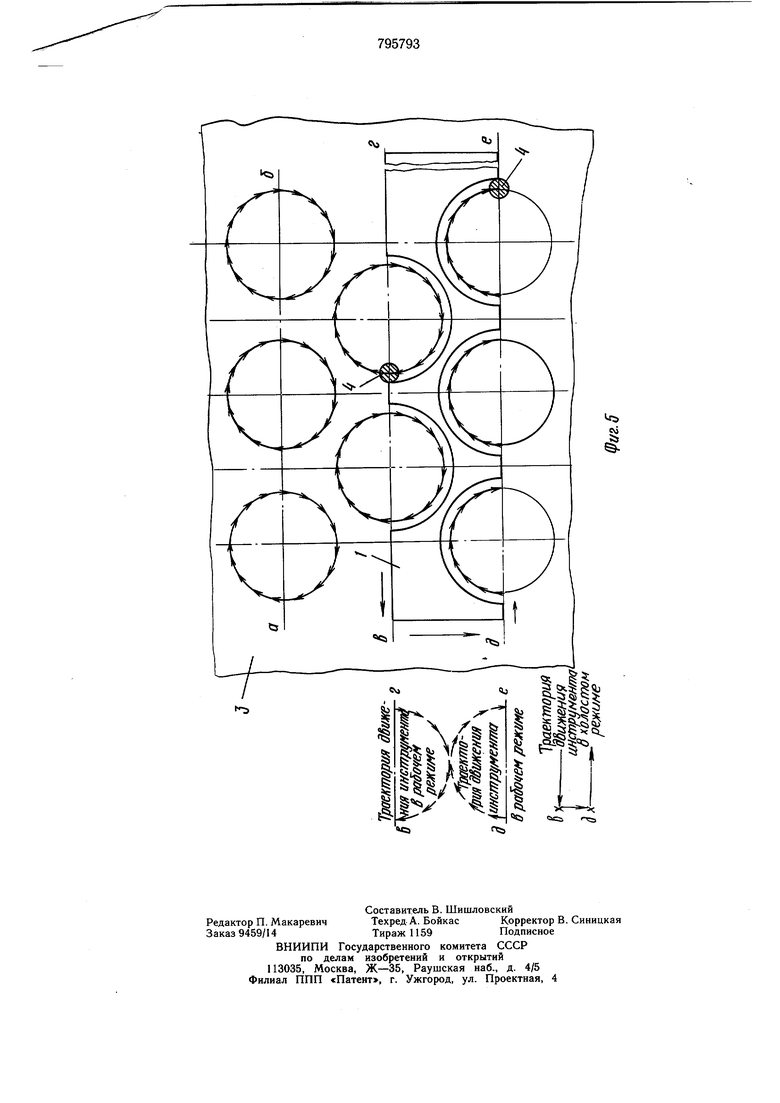
Перед завершением магнитным пальцем 4 обкатки последнего полуотверстия на оси в-г (фиг. 4) к копиру 2 временно устанавливают копир 1, обеспечивая тем самым переход магнитного пальца 4 вновь на копир 1. Далее (фиг. 5), изымая копир 2, представляют возможность магнитному паль цу 4 пройти все полуотверстия копира I.
Таким образом заканчивают вырезку всех отверстий, расположенных на оси в-г и всех полуотверстий, расположенных на оси д-е.
В дальнейшем, чередуют взаимодействие копиров 1 и 2 в процессе поступательного перемещения по ним магнитного пальца 4 и обеспечивают тепловую обработку практически бесконечного количества отверстий, расположенных на одной плоскости.
При необходимости прохождения магнитным пальцем прямых участков (перемычек) между полуотверстиями копира по осям а-б, в-г и д-е, а также участков ав и вд выполняют с автоматическим переключением оптимального режима работы инструмента (резака, горелки и т. д.) на холостой или дежурный, одновременно увеличивая скорость перемещения магнитного пальца.
Выбор конструктивных элементов копира производят следующим путем: ширину копира устанавливают равной поперечному шагу (в) обрабатываемых отверстий, а межцентровые расстояния полуотверстий копира - согласно продольному шагу (е обрабатываемых отверстий, что и обеспечивает механизированную обработку листовой заготовки; диаметр полуотверстий копира (копГ) устанавливают максимально возможным по отношению к диаметру обрабатываемых отверстий (Ц, в листовой заготовке, так как этим определяется оптимальный диаметр магнитного пальца ( устройства в то же время величиной минимальной перемычки (S) между оГверстиями
определяется, как коэффициент использования металла обрабатываемой заготовки, так и предельная величина диаметра олуотверстий каждой части копира ().
Следовательно, выбирая диаметр полуотверстий каждой части копира максимальным и одновременно с этим обеспечивая необходимую жесткость копира, выдерживают соотношение:
,. (MM)
Формула изобретения
Копир для машин тепловой обработки с магнитным копированием, преимущественно для резки по окружности, содержащий две одинаковые металлические пластины, в которых выполнены полуотверстия, образующие при их совмещении встык отверстия, отличающийся тем, что, с целью повышения производительности за счет обеспечения непрерывности перемещения инструмента, полу5 отверстия выполнены с обеих совмещаемых сторон пластин, а расстояние между совмещаемыми сторонами каждой из пластин равно шагу вырезаемых отверстий в направлении, перпендикулярном совмещаемым сторонам.
Источники информации, принятые во внимание при экспертизе 1. Справочник по сварке. Под ред. Е. В Соколова, т. 1. М., 1961, с. 513-516. 2. Авторское свидетельство СССР
J № 325130, кл. В 23 К 7/04, 14.05.70 (прототип) . B/rpoff. дпрод Bnpoff fuHcrpi/Hef/nf f.paffoveM p&ffuffe г. I
2 eapoff
Tpaenmopuii дйигкения иналру е .. б xofocmoH ремизе
| название | год | авторы | номер документа |
|---|---|---|---|
| Копир к машинам для тепловой обработки с магнитным копированием | 1980 |
|
SU893439A1 |
| Устройство для вырезки отверстий в цилиндрических поверхностях | 1980 |
|
SU903006A2 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1995 |
|
RU2098244C1 |
| ПЛОДОРЕЗКА СО СМЕННЫМ БЛОКОМ-РЕЗАКОМ "ВИКОСТ" | 2000 |
|
RU2195848C2 |
| Устройство для вырезки отверстий в цилиндрических поверхностях | 1978 |
|
SU733898A1 |
| Устройство для вырезки отверстий в цилиндрических поверхностях | 1980 |
|
SU899291A2 |
| Копир для термической вырезки острых углов для машин с электромагнитным копированием | 1980 |
|
SU961886A2 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ | 2005 |
|
RU2291768C1 |
| ПАТЕНТНО-КХННЧЕГКАЙБИБЛИОТЕКА | 1972 |
|
SU339353A1 |
| Устройство для термической резки деталей из листов | 1981 |
|
SU998032A1 |
s
CJ
