Изобретение относится к обработке металлов давлением, когда один из листов охвачен двумя другими или они наложены друг на друга, имеющих угловую или Г-образную форму. Может быть использовано, в частности, к способам и устройствам для соединения нескольких листов, в машиностроении, строительной индустрии, в энергетики, при изготовлении и монтаже вентиляции, аспирации, покрытий кровли, торгового оборудования, а также при сооружении покровного металлического слоя изоляционных покрытий нефтехимических резервуаров, аппаратов колонного типа и ремонте сельскохозяйственной техники.
Известно устройство (см. А.с №1160925 B21D 39/03; B21J 15/00 с приоритетом от 19.03.1982 г), в котором используется сплошной цельнометаллический пуансон. Рабочие части матрицы выполнены в виде плоских пружин с расположением их на расстоянии от торца основания матрицы до режущих кромок рабочих элементов от 0,4 до 0,9 суммарной толщины соединяемых металлических листов. Недостатком известного устройства является необходимость приложения больших усилий в процессе крепления листов с применением гидравлических станций, что исключает создание мобильных ручных инструментов.
Известен способ и устройство для его осуществления (см. Авт. св. №1286099 B21D 39/03 21.03.1985 г.) Рабочие части матрицы выполнены в виде плоских пружин. Сечения рабочих частей наковальни и пуансона выполнены сплошными, поэтому для осуществления способа нужно прилагать большие усилия, что требует сооружения гидростанций, и исключает создание мобильных инструментов с ручным приводом.
Известен способ соединения листовых деталей устройством фирмы ТРУМПФ неоднократно экспонирующийся на выставке металлообработка, например в 2002 г, 2019 г. в г. Москве (см. каталог ТРУМПФ).
Устройство успешно используется повсеместно, но требует приложения больших усилий, что исключает его использование с ручным приводом. Кроме того, в известном устройстве невозможно поменять притупленные участки матрицы на острые, что требует частой замены матрицы на новую матрицу. Кроме того, при каждой операции при установки инструмента ТРУМПФ на фланец из шин 15×15×8; 20×20×8; 30×30×10; 35×35×10 необходимо поворачивать пуансон за предусмотренную специальную рукоятку на угол 90 градусов, так как зев в инструменте выполнен размером всего 6 мм, в который невозможно завес фланцы из шин с вышеперечисленными габаритными размерами. Поэтому, всякий раз, чтобы установить инструмент ТРУМПФ на фланец, в начале убирают поворотом пуансон, заводят на фланец инструмент, производят поворот в исходное положение, а затем ведут соединение листов фланца из шин к воздуховоду, что создает неудобства в работе.
Известен способ соединения листовых деталей и устройство для его осуществления (см. Патент РФ №2281827, B21D 39/03, 2004 г.).
Однако для выполнения крепления деталей из нескольких листов работающих на растяжение необходимо выполнять удары наковальней по выпуклости при обратном ходе пуансона. Кроме того, известным способом и устройством для его осуществления невозможно выполнение оппозитных соединений с двух сторон фланца из шин для более надежного закрепления фланца к плоскости воздуховода. Кроме того, для выполнения соединений работающих на растяжение необходимо произвести несколько ударов ребром наковальни, а для регулировки глубины врезания пакета пуансонов используется эксцентрик, с относительно малым ходом на врезание. К недостаткам известного способа и устройства для его осуществления следует отнести невозможность замены притупленных кромок участков матрицы на острые кромки.
Известен способ и устройство для его осуществления под названием ХТС-3 это выпущенная серия в идентичном варианте (см. Патент узел №2467820 B21D 39/03 от 20.12.2010 года) используется на территории Российской Федерации, Республики Беларусь, Республики Казахстан с 2012 года. В результате использования вышеупомянутого способа и устройства для его осуществления практически во всех регионах Российской Федерации, а так же Республики Беларусь, Республики Казахстан в течение 7 лет до 01.01.2018 годах выявлены следующие его достоинства и недостатки. При выполнении соединений из трех листов толщиной от 2 до 4,5 мм обеспечивается возможность смещения притупленных участков матрицы на острые участки ранее не принимавших участие при креплении листов между собой. Монолитный корпус обеспечивал более точную сборку и обеспечивал ввод пуансона в матрицу. Замена эксцентрика для регулировки глубины врезания на узел перемещение матрицы, увеличило ход глубины врезания. Однако в результате использования изобретения выявлены следующие недостатки известного способа и устройства для его осуществления. Выполнение Т-образного паза на всю длину монолитного корпуса под Т-образный ползун, ослабляет прочность корпуса.
В результате использования имело место ряда случаев прогиба корпуса в зоне приложения нагрузки пакетом пуансонов, при этом паз матрицы смещался с поворотом режущих кромок матрицы относительно Т-образного паза в направлении от него, ломая сечение корпуса вдоль продольной оси. В результате в нескольких случаях плавающий пакет пуансонов при креплении трех листов был смещен, не входил в паз матрицы и был разрушен. Перемещение матрицы в пазе корпуса при помощи двух винтов в процессе переналадки и настройки глубины врезания занимает много времени при переналадке и фиксации матрицы перпендикулярно оси корпуса. Поэтому монтажники матрицу обычно фиксируют с перекосом. К недостаткам известного способа и устройства для его осуществления следует отнести подачу составного плавающего пакета пуансонов размером 16 мм, на врезание не по всей его ширине в соединяемые листы, а только средней частью пуансонодержателя, а именно узким косым или прямым днищем пуансонодержателя, выполненном в ползуне размером - 8 мм. Кроме того, эксплуатация в течение 7 лет показала на полное отсутствие претензий заказчиков к прочности выполненных оппозитных соединений известным устройством ХТС-3 работающих на срез. Однако имело место, при креплении листов из различных сплавов наличие случаев недостаточной прочности соединений работающих на растяжение. Это вызвано недостаточностью давления на участке не ограниченным пазом матрицы в боковые стороны впадины выполненного соединения плоскостями двух пластин крайних частей плавающего пакета пуансонов. Для достаточного разведения и формовки боковых сторон вышеупомянутой впадины соединения пластины крайних частей должны быть выполнены из сплава обладающего свойствами пружинной стали, а давления при помощи средней части выполненной в виде плоской пружины недостаточно. Как недостаточно и расстояния выхода режущих кромок, ступенек, граней которое мало, за пределы пуансонодержателя, который ограничивает и сдерживает их пружинение. К недостаткам разведения пластин крайних частей следует отнести и недостаток давления заходящим в зазоры металла с днища впадины на обе грани, выполненными под слишком острым углом по отношению к плоскости проведенной поперек продольной оси корпуса. Для увеличения прочности соединений работающих на растяжение необходимо в устройстве увеличить разведение пластин крайних частей на участке не ограниченном пазом матрицы и частично на участке ограниченным пазом матрицы.
К недостаткам известного устройства следует отнести малое количество переустановок и переналадок разъемной и неразъемной матриц в пазе корпуса со смещением притупленных режущих кромок на острые, ранее не участвующих при креплении листов в пакет. Оптимально переустановок можно произвести максимум шесть раз при использовании неразъемной матрицы и двенадцать раз при использовании разъемной матрицы. Попытки увеличения размеров перемещаемых в поперечном направлении вышеупомянутых матриц приводит к неудобству в работе из-за опрокидывания инструмента ХТС-3 вдоль продольной оси корпуса. Кроме того, несмотря на то, что размеры поперечного сечения плавающего пакета пуансонов и размеры паза матриц выполнены одинаковыми, смещение от продольной оси вызванные разрушением корпуса не выполняет условия получения плотности меж листового пространства боковых сторон впадины соединения.
Задачей заявленного изобретения устройства и способа его изготовления, является устранение вышеперечисленных недостатков.
Вышеперечисленные недостатки устраняются устройством, детали которого частично изготавливают заявленным способом. Во-первых, в предложенном корпусе отсутствуют Т-образный паз под ползун по всей его длине, ослабляющий прочность корпуса поперечном сечении.
Приложение нагрузки на плавающий пакет пуансонов ведут полным сечением прямого, а при необходимости и косого днища пуансонодержателя, превышающим на 1-2 мм ширину пакета пуансонов.
Паз под ползун с пуансонодержателем выполнен в корпусе П-образной формы шлифован, ползун прижат к основанию П-образного паза ступенчатой шлифованной плоскостью крышкой. При этом, часть крышки с наименьшей толщиной сечения одной ступени располагают над ползуном с рабочими частями плавающего пакетом пуансонов и жестко ее прижимают к корпусу двумя винтами со сферической головкой. А другой частью крышки с утолщенным сечением ползун прижимают за пуансонодержателем четырьмя винтами под ключ шестигранной формы через пружинные шайбы, которыми можно регулировать усилие прижима этой части крышки. При этом, на поверхностях ползуна для уменьшения количества разборок устройства для проведения смазки выполнены маслосборники для обеспечения скольжения на конце монолитного корпуса выполнено резьбовое отверстие с мелкой резьбой, с шагом регламентирующим ГОСТ 8724 для каждого диаметра, например М 20 X 0,5; М 20 X 0,75; М 20 X 1,0, на котором концентрично ступенчато выполнено шлифованное круглое отверстие для размещения круглой шлифованной рабочей части неразъемной матрицы. С одного конца вкрученной в корпус неразъемной матрицы выполнена поворотная головка под ключ для ее вращения по выполненной на ней ответной резьбе с мелким шагом, например, М20 X 0,5; М 20 Х 0,75; М20 X 1,0. Кроме того, с этой же стороны, на выступающую резьбовую часть неразъемной матрицы навинчена прижимная гайка, например, М 20 X 1,0 с помощью которой неразъемную матрицу фиксируют прижатием к корпусу. Другая, шлифованная часть с размером, например от 16,0 до 16 - 0,02 мм, не имеющая резьбы ступень матрицы, заведена сквозь резьбовое отверстие корпуса в концентрично выполненное без резьбовое, шлифованное отверстие корпуса, до выхода зева матрицы в поперечный сквозной паз корпуса. В части сквозного паза, предназначенного для заведения фланцев из шин при выполнения оппозитных соединений с внутренней стороны плоскости воздуховода по всей широте корпуса по обе стороны от паза матрицы и от ее режущих кромок вырезаны сегменты под углом от 60 до 65 градусов по отношению к продольной оси корпуса. Для надежности фиксирования паза матрицы от перекосов заводимого в паз матрицы плавающего пакета пуансонов и его защиты от поломки, кроме фиксирующей гайки, дополнительно предусмотрен ограничитель поворота матрицы.
Дело в том, что при фиксировании неразъемной матрицы фиксирующей гайкой к корпусу мелкая резьба М 20 X 0,5; М 20 X 0,75; М20 X 1,0, может быть повреждена, сорвана. Увеличить шаг резьбы не целесообразно, так как это усложняет регулировку глубины врезания. Устройством предусмотрено, что при повороте паза неразъемной матрицы на 180 градусов при условии нарезки на ней мелкой резьбы с шагом, например, от М 20 X 0,5; М20 X 0,75; М20 Х 1,0 режущие кромки паза матрицы соответственно перемещают на 0,25 мм; на 0,35 мм; и на 0,5 мм, вдоль продольной оси, что очень удобно при регулировке на месте монтажа глубин врезания матрицы. Для обеспечения идентичности допусков при изготовлении части деталей устройства и выполнения обязательного условия точности заведения плавающего пакета пуансонов в паз неразъемной матрицы устройство изготавливают следующим способом. Предварительно собирают узел устройства, а именно в корпус завинчивают термически обработанную, шлифованную заготовку участка матрицы, рабочая часть которой выступает за пределы корпуса на расстояние от 2,0 до 4,0 мм в поперечный сквозной паз корпуса и поворотом по резьбе прижимной гайки ее фиксируют, прижимая к плоскости корпуса. В термически обработанном, шлифованном П-образном пазе корпуса устройства размещают термически обработанную шлифованную заготовку ползуна с двумя посверленными резьбовыми отверстиями и отверстиями под головки винтов, прижимают его ступенчатой крышкой при помощи шести винтов и надежно фиксируют от перемещения. Затем собранный узел закрепляют в тисках станка, например, для эрозионной резки проволокой, например, диаметром 0,2 мм или в тисках установки для лазерной резки металлов и узел затем прожигают в последовательности заявленным способом с одной установки. Для описания способа принят прожиг металла с использованием режущего элемента, проволоки (струны) размером диаметра 0,2 мм электроэрозионной установки. В начале, совмещают ось симметрии цилиндрической рабочей части матрицы с осью симметрии режущей проволоки. Затем ведут прожиг линии размером 0,2 мм вдоль совмещенной продольной оси симметрии в металле рабочей части матрицы. Прожигают линию размером 0,2 мм, являющуюся теперь осью симметрии будущего паза матрицы, и соответственно одновременно прожигают линию по всей ширине в теле корпуса. Линию 0,2 мм вырезают на необходимый размер глубины паза матрицы с учетом возможности, например, двадцати пяти кратной заточки притупленных участков матрицы с помощью шлифовальной машины на месте монтажа. Затем с этой же установки закрепленного узла в тисках вышеупомянутого станка режущий элемент перемещают в сторону ползуна и прожигают металл участка ползуна и расположенные по обе стороны от него на всю ширину участки корпуса на необходимую глубину до днища пуансонодержателя. Полученную линию размером 0,2 мм теперь принимают за линию оси симметрии паза матрицы и паза пуансонодержателя. Затем вырезают под размер сечения не пружинной утолщенной части плавающего пакета пуансонов паз пуансонодержателя. Одновременно вырезаются с таким же размером сечения два паза на участках расположенных по обе стороны от пуансонодержателя на размер по всей ширине корпуса. Одни стороны полученных пазов со стороны сквозного паза укорачивают на 0,25 длины относительно двух других сторон вышеупомянутых паза. Заводят заготовку термически обработанного плавающего пакета пуансонов с заточенными внешними сторонами режущих кромок на пластинах крайних частей на угол от 60 до 70 градусов к продольной оси корпуса и закрепляют его до конца завернутыми в отверстия головок двумя винтами в пуансонодержателе. Режущим элементом, проволокой 0,2 мм вырезают одну грань на одной пластине крайних частей и получают вершину одной режущей кромки, при этом вершина этой режущей кромки будет находится на расстоянии в пределах от 0,9 до 1,0 мм от линии оси симметрии средней части плавающего пакета пуансонов. Вышеупомянутый режущий элемент, проволоку 0,2 мм подводят к кромке паза пуансонодержателя и вырезают одну сторону усеченного конуса вышеупомянутой заготовки до линии перехода не пружинной части плавающего пакета пуансонов к пружинной его части в направлении к матрице. Линия перехода находится на расстоянии от режущей кромки от l,5h до 2,0 h суммарной толщины соединяемых в пакет трех или четырех листов. Одну плоскость одной пластины крайних частей вырезают на размер половины размера сечения пружинной части плавающего пакета пуансонов. Отсчет ведут от продольной оси симметрии средней части плавающего пакета пуансонов. Резку ведут в продольном направлении в сторону паза матрицы и с этой же установки закрепленного узла вырезают одну сторону паза матрицы на глубину с возможностью 25 кратной заточки режущих кромок паза матрицы. Затем вырезают днище - поперечное сечение матрицы, затем вырезают другую сторону паза матрицы. Одновременно будут вырезаны по обе стороны от паза матрицы еще два паза в теле корпуса на всю его ширину. При этом размер вырезанного паза матрицы и размеры двух пазов в корпусе будут одинаковыми. С этой же установки режущий элемент, проволоку диаметром 0,2 мм перемещают к началу заточенной плоскости режущей кромки другой пластины крайних частей плавающего пакета пуансонов и производят вырезку ее плоскости в продольном направлении на размер равный половине размера сечения пружинной части. Отсчет ведут от оси симметрии средней части плавающего пакета пуансонов. Резку ведут до границы усеченного конуса, то есть до линии перехода пружинной части к непружинной части плавающего пакета пуансонов. Линия перехода пружиной части к непружинной находится на расстоянии от l,5h до 2,0h от суммарной толщины соединяемых трех или четырех листов. Затем производят вырезку другой стороны конуса, затем вырезают грань на второй пластине крайних частей плавающего пакета пуансонов и получают вершину другой режущей кромки. В результате получают максимальную идентичность и совпадение допусков размеров паза матрицы с размером допусков поперечного сечения пружинной части плавающего пакета пуансонов в исходном состоянии за счет проведения вырезки деталей с одной установки. Однако предпочтительно выполнить еще одно условие, изготовленные детали: матрицу, корпус, ползун, каждой единицы устройства вырезанные вышеупомянутым способом по программе по заявленному способу с одной единственной установки должны быть немедленно промаркированы, не перепутаны с другими и предназначены для сборки только этой конкретной единицы устройства. Сборка устройства из деталей, у которых маркировка перепутана, изготовленных, например, с других установок может нарушить идентичность размера паза матрицы и размера сечения пружинной части плавающего пакета пуансонов, и может снизить качество изготовления. Но практически получают качество все же выше чем при по штучной механической обработке деталей по отдельности. Получение качества так же можно будет добиться, но с большими затратами. Полученный результат запоминают программой для дальнейшего изготовления партий заявленного устройства. Кроме того, вырезанный на необходимую глубину паз матрицы сечением равным размерам сечений двух пазов вырезанных по обе ее стороны на участках корпуса, обеспечивают одновременное заведение в них плоской средней части ограничителя поворота матрицы. Размер сечения плоской части ограничителя поворота матрицы меньше размера сечения паза матрицы и размеров сечений полученных двух пазов корпуса. Такое заведение ограничителя поворота в вышеупомянутые пазы поперек корпуса и закрепление его гайками к корпусу ориентирует и фиксирует паз матрицы от проворачивания вокруг продольной оси, несмотря на наличие дополнительного закрепления положения неразъемной матрицы прижатием прижимной гайки с мелкой резьбой к корпусу. Кроме того, ось симметрии паза неразъемной матрицы будет максимально совпадать с осью симметрии пуансонодержателя, а полученные плоскости сторон паза матрицы и плоскости сторон пуансонодержателя будут строго параллельны.
Для обеспечения прочности соединения листов в пакет работающих на растяжение в заявленном устройстве грани пластин крайних частей плавающего пакета пуансонов удлинены на размер ступенек выполненных в прототипе и выполнены под углом от 10 до 15 градусов по отношению к плоскости проведенной поперек корпуса. В заявленном устройстве ступеньки на пластинах крайних частей не выполняют. Для защиты перемычек из продавленного металла на границе пакета третьего или четвертого листа, не ограниченного пазом матрицы, и выпуклости ограниченной пазом матрицы вершины режущих кромок пластин крайних частей при сведении рычагов до упора навстречу друг другу при прямом ходе пакета пуансонов при врезании в металл пакета соединяемых листов смещают из исходного состояния плавающего пакета пуансонов. Такое смещение способствует перемещению внешних плоскостей пластин крайних частей в боковые стороны впадины в зоне соединения, ограниченной пазом матрицы, таким образом, что прессуется металл во впадине и сохраняются перемычки из металла. А выполнение граней способствует перемещению и давлению врезаемого металла с основания впадины при выполнении соединения, направляя его в промежутки, в проемы, с двух сторон между средней частью плавающего пакета пуансонов и гранями на участке, ограниченном пазом матрицы. Соответственно способствуют перемещению и наружных плоскостей крайних частей, выполненных из пружинной стали, в боковые стороны впадины на участке, не ограниченном пазом матрицы, формуя впадину в форме трапеции. В результате увеличивается размер впадины за пределами выпуклости, увеличивается взаимозацепляемость листов друг за друга, прочность соединения, работающего как на срез, так и на растяжение.
Для обеспечения свободного заведения заявленного устройства на фланец из шин для крепления к воздуховоду при разводе рычагов до упора в разные стороны друг от друга ползун с пуансонодержателем и пакетом пуансонов перемещают во внутрь «и прячут» его за пределами П-образного паза. Крышку участка с наименьшей толщиной закрепляют винтами со сферической головкой, которая способствует заведению устройства на фланец из шин. А две стороны вырезанные проволокой 0.2 мм электроэрозионного станка двух пазов с размером паза пуансонодержателя на всю ширину корпуса с внутренней стороны сквозного паза корпуса укорачивают на 0,25 относительно двух других сторон так же позволяют установить устройство на фланец. Вырезанные два сегмента за пазом матрицы и вырезанные два сегмента на корпусе на угол от 60 до 65 градусов к продольной оси корпуса способствуют заведению устройства на фланец при креплении воздуховода оппозитно, с его внутренней стороны. Части крышки с наименьшей и наибольшей толщиной могут быть соединены между собой шарнирно (на чертеже не показано).
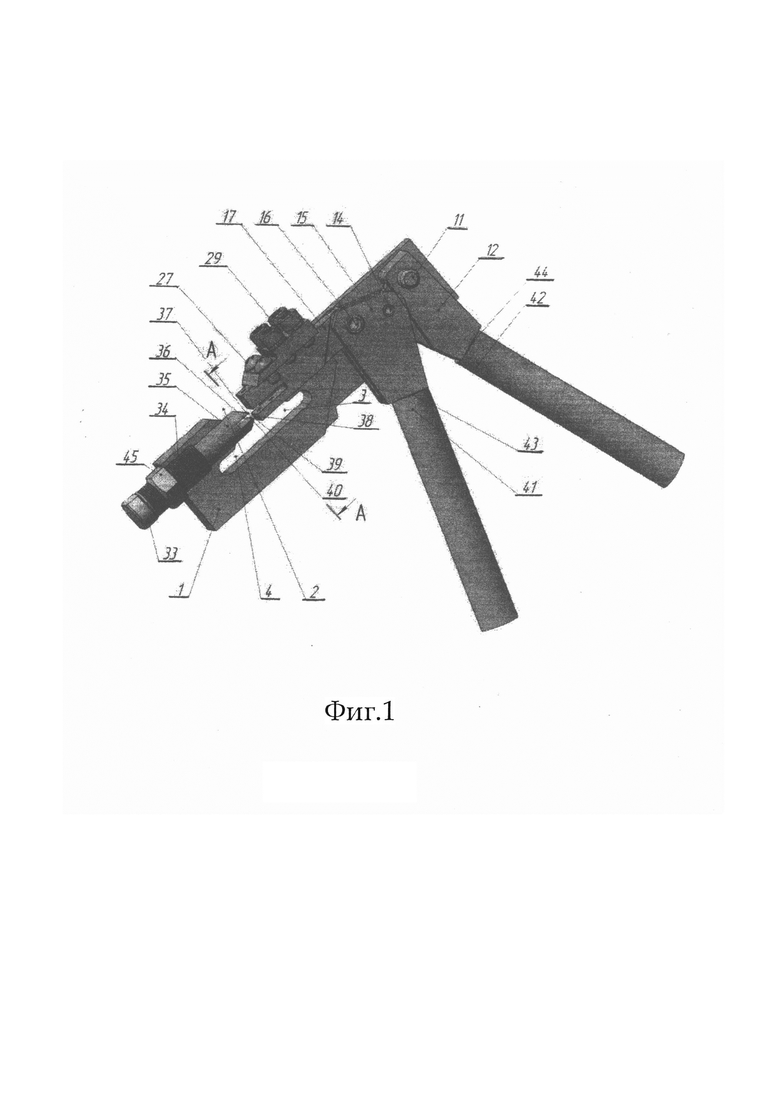
На Фиг. 1 - приведен вид устройства сбоку.
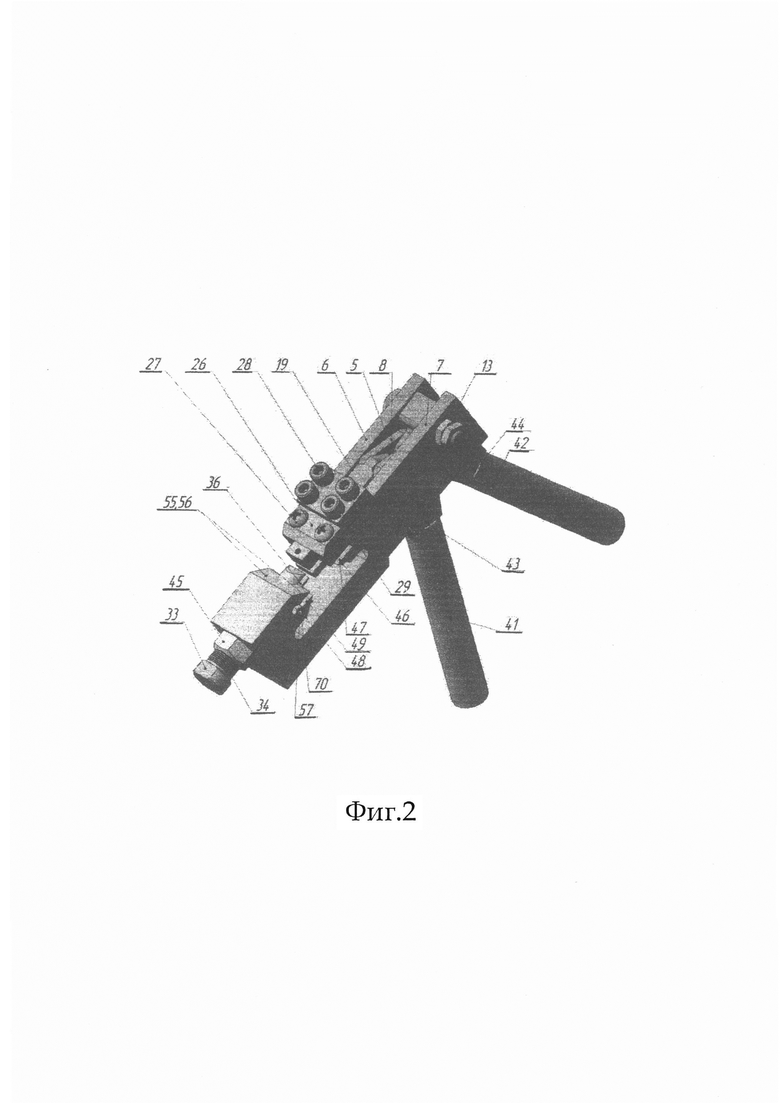
На Фиг. 2 - приведен вид устройства сверху.
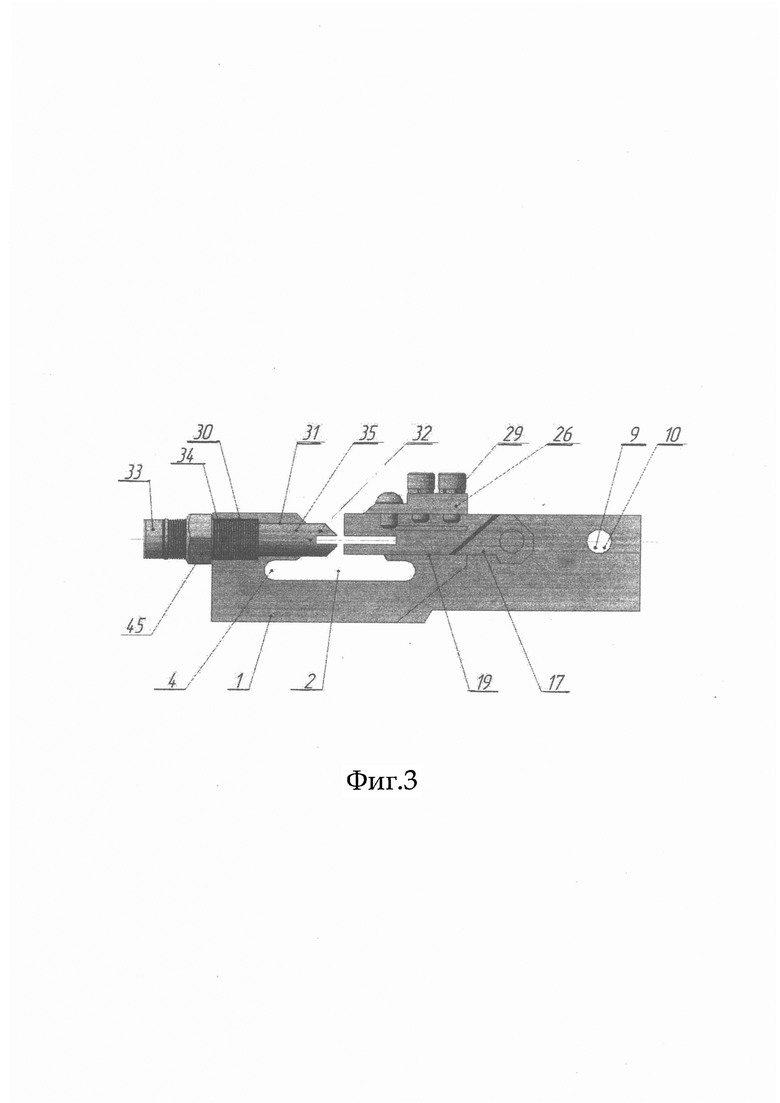
На Фиг. 3 - приведен вид собранного узла для выполнения резки.
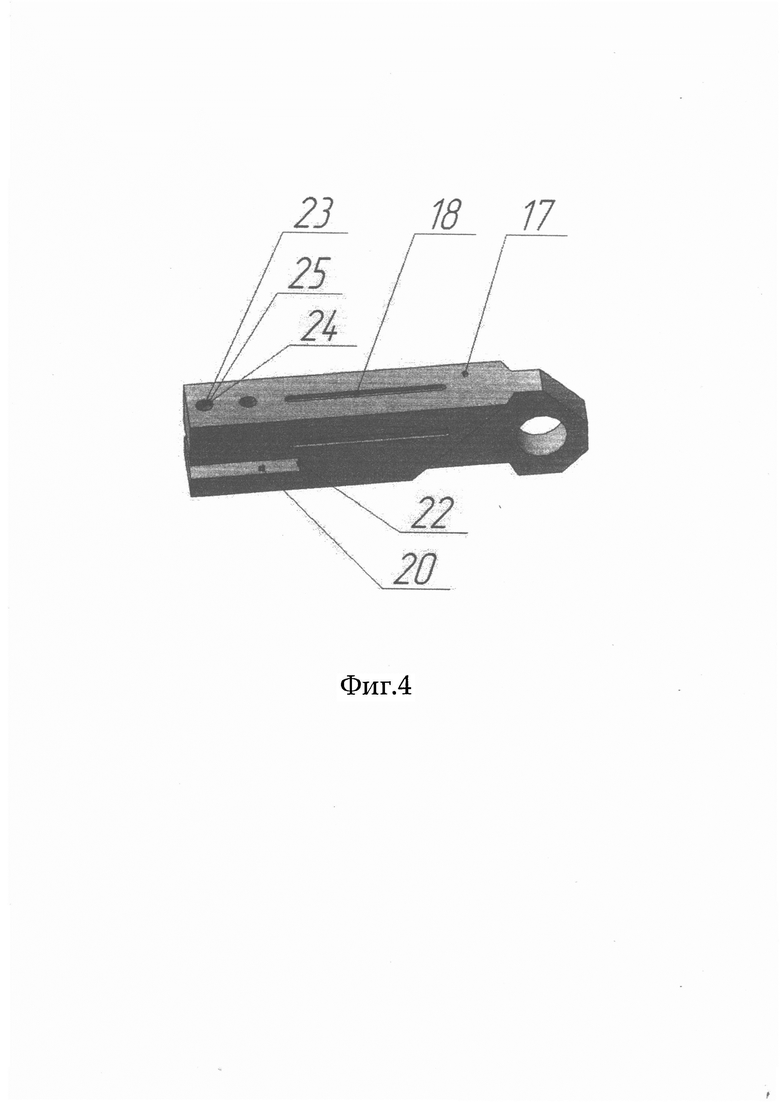
На Фиг. 4. - вид ползуна с маслосборниками и пуансонодержателем.
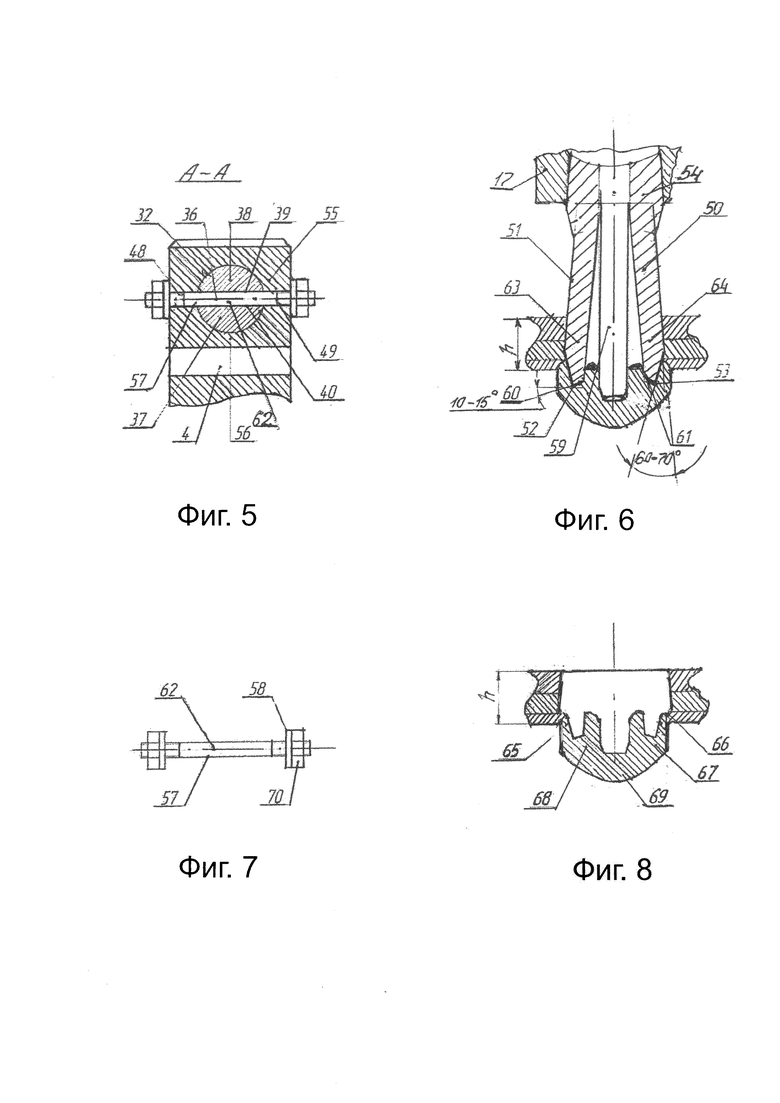
На Фиг. 5 - приведен вид паза в матрице с режущими кромками, вид двух пазов по ширине корпуса и установленного в них ограничителя поворота матрицы.
На Фиг. 6 - приведен вид начала раздачи выполненного соединения металлом пластин крайних частей и середина процесса формовки соединения.
На Фиг. 7 - приведен вид ограничителя поворота.
На Фиг. 8 - приведен вид окончательно выполненного соединения.
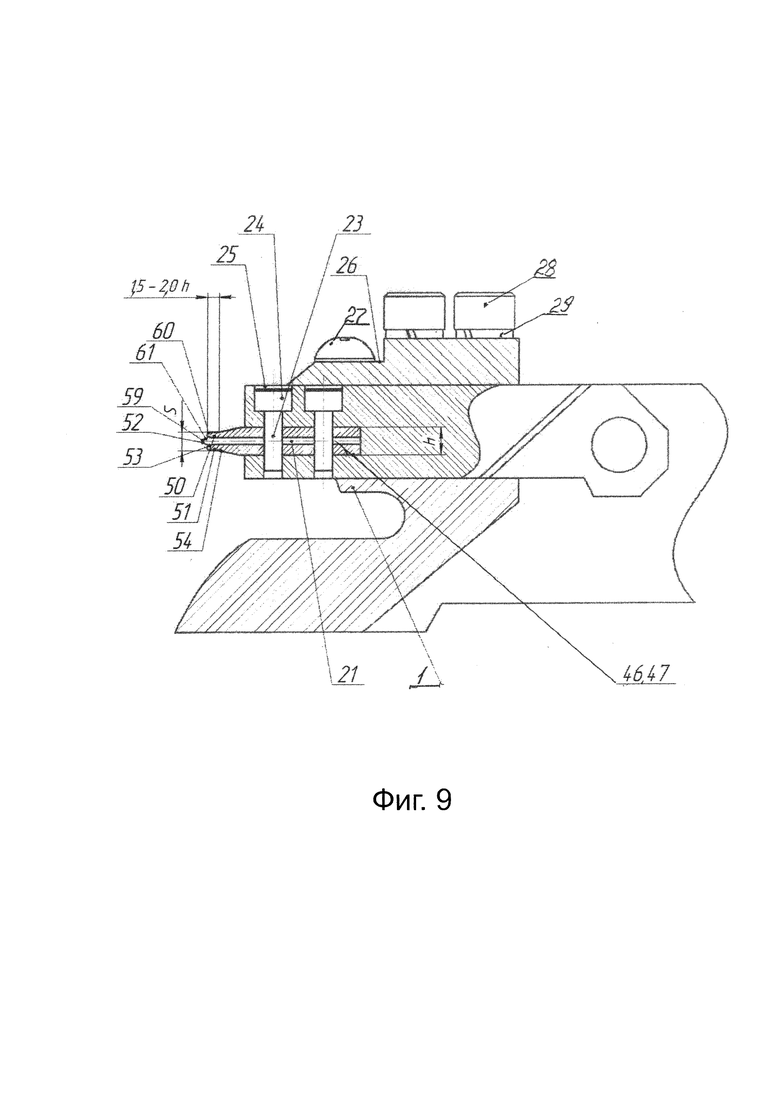
На Фиг. 9 - приведен вид выполнения пружинной части плавающего пакета пуансонов в исходном состоянии.
Устройство включает в себя корпус 1 с выполненным в нем поперечным сквозным пазом 2 с участком 3 для заведения ребра жесткости фланца из шин 15×15×8; 20×20×8; 30×30×10; 35×35×10; и участком 4 сквозного паза 2 для заведения ребра жесткости фланца из вышеупомянутых шин и присоединения его к воздуховоду оппозитно, с внутренней стороны воздуховода (см. Фиг. 1, 2). С одной стороны корпуса 1 выполнен продольный паз 5, в котором установлены серьга и вилка. Между сторонами 6 и 7 расположен узел 8 и концентрично выполнены отверстия 9 и 10 (см. Фиг. 3). В отверстия 9 и 10 заведена ось 11, а в промежутках между отверстиями 9 и 10 на ось 11 заведена сквозь отверстие серьга 12 расположенная в продольном пазе 5. На конце резьбовой части оси 11 навинчена гайка 13, которая фиксируется от отвинчивания прижимом к ней другой аналогичной гайки 13. Серьга 12 осью 11 соединена с вилкой 15, которая соединена пальцем 16 с ползуном 17 на сторонах, которого выполнены маслосборники 18 в виде канавок (см. Фиг. 3, 4). Для обеспечения возвратно-поступательного перемещения ползуна 17 строго вдоль продольной по П-образному пазу 19 выполненному в корпусе 1, с минимальным приложением сил слесарем-монтажником размеры диаметров пальца 16 и оси 11 выполнены одинаковыми. В ползуне 17 выполнен пуансонодержатель 20 (см. Фиг. 4,9) в котором закреплен плавающий пакет пуансонов 21. Для надежного перемещения плавающего пакета пуансонов 21 (см. Фиг. 9) на врезание в паз неразъемной матрицы, размер поперечного сечения днища 22, (либо косого днища) 22, превышает на 1-2 мм ширину закрепляемого винтами 23 в пуансонодержателе 20, плавающего пакета пуансонов 21 (см. Фиг. 2,9). Резьбовые концы винтов 23 с нижней стороны ползуна 17 утоплены в его резьбовых отверстиях, а с другой стороны головки 24, винтов 23 утоплены при полном их завинчивании в отверстиях 25, выполненных в ползуне 17, не выходят за их пределы и не касаются плоскости ступенчатой крышки 26, прижимающей плоскость ползуна 17 сверху к основанию П-образного паза 19 (см Фиг. 1,.2,4). При этом часть ступенчатой крышки 26, расположенной над пуансонодержателем 20, закреплена к корпусу 1 двумя винтами 27 имеющими сферические головки под ключ. А утолщенный участок ступени крышки 26 закреплен к корпусу 1 при помощи четырех винтов 28 удлиненной формы с установкой под их головки под ключ шестигранной формы четырех пружинных шайб 29 (см. Фиг. 1).
С другой стороны корпуса 1 над участком 4 сквозного паза 2 (см. Фиг. 3) концентрично, ступенчато вдоль продольной оси корпуса выполнены два отверстия различного диаметра 30 и 31. По длине одного отверстия 30 выполнена метрическая резьба с мелким шагом, например, М 20 X 0,5; или М20 Х 0,75; или М20 Х 1,0. Его продолжением является другое без резьбовое, шлифованное отверстие 31 с размером диаметра, например, 16 мм которое выходит вдоль продольной оси в сквозной паз 2 корпуса 1. Неразъемная матрица 32 представляет собой ступенчатый цилиндр различного диаметра, с одной стороны которого (см. Фиг. 1,2,3) выполнена поворотная головка 33 под ключ и на половине длинны матрицы выполнена резьбовая часть 34 с метрической резьбой с мелким шагом, например, М 20 Х 0,5; или М20 Х 0,75; или М 20 X 1,0. С другой стороны на половине длины части матрицы 32 размером диаметра меньше чем резьбовая часть, например, диаметром 16 мм, являющейся рабочей частью 35 матрицы 32 выполнен паз 36 с двумя вырезанными секторами 37 и 38, выполненными под углом от 60 до 65 градусов к продольной оси корпуса от режущих кромок 39 и 40, выполненных на пазе 36 (см. Фиг. 1,2.5). Глубина паза 36 выбрана такой, чтобы было возможно произвести до 25 заточек со снятием притупленных режущих кромок 39 и 40 до появления на их местах острых режущих кромок. При этом заточку режущих кромок 39 и 40 можно было бы произвести без применения стационарного оборудования, например, в тисках с применением обыкновенной шлифовальной машины. При регулировке глубины врезания матрицы 32 в плавающий пакет пуансонов 21, ее перемещение ведут прокручиванием поворотной головки 33 по резьбовой части вдоль продольной оси корпуса без перекосов. Для достижения максимальной точности при выполнении требования заведения плавающего пакета пуансонов 21 в паз 36 без разрушения режущих кромок 39 и 40 неразъемной матрицы 32, изготовление деталей производят следующим заявленным способом. Термически обработанную, шлифованную заготовку вышеупомянутой матрицы 32 без выполнения паза 36 и вырезки секторов 37 и 38 вворачивают в резьбовое отверстие 30 в корпусе 1 до выхода рабочей части 35 на 2,0-4,0 мм в зону участка 4 сквозного паза 2 (см. Фиг. 3). Рукоятки 41 и 42, ввернутые в гайки 43 и 44, сводят навстречу друг к другу и часть термически обработанной, шлифованной заготовки ползуна 17 без выполненного пуансонодержателя 20 выводят из по крышки 26 в сквозной паз 2 (см. Фиг. 1,2,3). Визуально, по приложенной линейке, производят проверку на максимальное приближение продольной оси симметрии рабочей части матрицы 35 к центру оси 11, к центру пальца 16, и надежно прижимают ее прижимной гайкой 45 к плоскости торца корпуса 1 (см. Фиг. 3). Затем временно из корпуса 1 удаляют вилку 15, серьгу 12, рукоятки 41 и 42.
Введенную заготовку ползуна 17 в П-образный паз 19 закрепляют двумя винтами 27 и четырьмя винтами 28, прижимом крышки 26 через четыре пружинные шайбы 29 (см. Фиг. 2). Вышеупомянутый узел (см. Фиг. 3) в собранном виде один раз устанавливают в тиски станка, например, для электроэрозионной резки металлов при помощи режущего элемента, проволоки с размером диаметра 0,2 мм и надежно его закрепляют. Ось симметрии цилиндра заготовки рабочей части 35 матрицы 32 совмещают с режущим элементом, проволокой размером диаметра 0,2 мм. электроэрозионного станка. Затем вырезают вдоль оси симметрии продольную линию размером 0,2 мм на требуемую глубину паза 36, обеспечивающую двадцати пяти кратную заточку режущих кромок матрицы, на теле рабочего участка матрицы 35 и теле корпуса 1, при этом обеспечивают контроль совмещения вырезанной линии размером 0,2 мм с осью симметрии рабочей части 35 матрицы 32. Затем с этой же установки режущий элемент, проволоку 0,2 мм перемещают в сторону заготовки ползуна 17. Затем продолжают вырезать продольную линию размером 0,2 мм в заготовке ползуна 17 на требуемую глубину пуансонодержателя 20 до его плоского или косого днища и одновременно в теле корпуса 1. Теперь вырезанную с одной установки линию 0,2 мм принимают за продольную ось симметрии паза матрицы 36, паза пуансонодержателя 20, центра пальца 16, центра оси 11. Затем вырезают по обе стороны симметрично полученной продольной оси симметрии в виде вырезанной линии размером 0,2 мм участки тела ползуна 17 получают паз пуансонодержателя 20 с еще вырезанными двумя пазами 46 и 47 в теле корпуса 1 по всей его ширине с получением размеров паза пуансонодержателя 20 с размером поперечного сечения которое обеспечивает заведение и закрепление непружинящей утолщенной части плавающего пакета пуансонов 21 (см. Фиг. 1,2,4,9). Затем одни стороны пазов 46 и 47 (см. Фиг. 1,2,3) укорачивают вырезанием на 0,25 относительно двух других сторон на всю ширину корпуса 1 по обе стороны от паза пуансонодержателя 20. В полученном пазе пуанонодержателя 20 винтами 23 закрепляют термически обработанную заготовку плавающего пакета пуансонов 21 (см. Фиг. 3,9). При этом в заготовке плавающего пакета пуансонов 21 предварительно затачивают внешние стороны режущих кромок 52 и 53 пружинных частей пластин крайних частей 63 и 64 под углом от 60 до 70 градусов по отношению к продольной оси корпуса 1. Затем вырезают одну грань 60 под углом от 10 до 15 градусов к плоскости проведенной поперек продольной оси и получают вершину режущей кромки 52. Затем режущим элементом, проволокой 0,2 мм, от кромки паза пуансонодержателя 20 вырезают одну из сторон усеченного конуса 54 до его вершины. Затем от линии вершины усеченного конуса 54 вырезают плоскость одной пластины крайних частей 63, выполненной из сплава пружинной стали, до получения размера составляющего половину размера сечения пружинной части плавающего пакета пуансонов 21. Отсчет ведут от центра оси симметрии средней части 59 плавающего пакета пуансонов 21 до кромки пластины крайних частей 63. Вырезку ведут на длине от 1,5h до 2,0 h суммарной толщины соединяемого в пакет трех или четырех листов до выхода режущего элемента, проволоки диаметром 0,2 мм, за пределы заготовки плавающего пакета пуансонов 21 в сторону паза 36 матрицы 32. Затем с этой же установки режущий элемент, проволоку диаметром 0,2 мм, перемещают к рабочей части 35 матрицы 32. Вырезают одну сторону паза 36, затем вырезают днище паза 36, затем другую сторону паза 36, при этом одновременно вырезают два паза 48 и 49 по всей ширине корпуса 1 с одинаковыми размерами поперечного сечения с двух сторон от паза 36. Затем, не меняя установку с этого положения режущий элемент, проволоку 0,2 мм, вторично перемещают в сторону ползуна 17, подводят к плоскости другой пластины крайних частей 64 пружинной части плавающего пакета пуансонов 21 (см. Фиг. 9) и затем подрезают ее плоскость до вершины усеченного конуса 54 на длине от l,5h до 2,0 h суммарной толщины соединяемых трех или четырех листов на размер половины сечения пружинной части плавающего пакета пуансонов 21. Отсчет размера ведут от оси симметрии средней части 59 плавающего пакета пуансонов 21 до кромки пластины крайней части 64. Затем вырезают другую сторону усеченного конуса 54. Затем вырезают грань 61 второй пластины 64 крайних частей плавающего пакета пуансонов 21 под углом от 10 до 15 градусов к плоскости проведенной поперек к продольной оси и получают вершину второй режущей кромки 53 (см. Фиг. 9).
Для подстраховки, надежного фиксирования паза 36 и параллельности его режущих кромок 39 и 40 по отношению к пружинным частям 63 и 64 пластин крайних частей 50 и 51(см. Фиг. 5, 7) плавающего пакета пуансонов 21 в устройстве предусмотрен ограничитель поворота 57 матрицы 32. Ограничитель поворота 57 матрицы 32 выполнен в виде шпильки со средней части с которой снята резьба, например, проточкой на размер длины на 1-2 мм превышающий размер ширины корпуса 1. На концах шпильки ограничителя поворота 57 оставлены резьбовые участки для установки двух шайб 58 и ввертывания двух гаек 70. Размер поперечного сечения плоского участка 62 ограничителя поворота 57 на 0,2 мм меньше размера сечения паза 36, матрицы 32 и равных по размерам с пазом 36 размерам пазов 48 и 49 в корпусе 1 (см Фиг. 7). Для устранения вышеупомянутого случайного поворота матрицы 32 и соответственно исключения разрушения режущих кромок матрицы 39 и 40, и режущих кромок 52 и 53 с гранями 60 и 61 пружинной части пластин крайних частей 63 и 64 в устройстве предусмотрен ограничитель поворота 57. Внезапный поворот матрицы 32 относительно продольной оси может быть вызван, например, срывом резьбы с мелким шагом чрезмерным приложением, например, сил на прижимную гайку 45 слесарем-монтажником. Для этого в вырезанные пазы 48 и 49 в корпусе 1 и в паз матрицы 36, имеющие равные размеры поперечного сечения одновременно заводят до упора в их днища плоскую часть 62 ограничителя поворота 57. А затем закрепляют его через шайбы 58 гайками 70, прижимая к корпусу 1 (см. Фиг 2,5,7).
Для обеспечения более прочного соединения, работающего как на срез, так и на растяжение, вместо ступенек имеющих место в аналоге - прототипе, на их месте выполняют удлиненные грани 60 и 61 на каждой из пружинных пластин крайних частей 63 и 64, расположенные по обе стороны от средней части 59 плавающего пакета пуансонов 21.
Грани 60 и 61 выполнены под углом от 10 до 15 градусов по отношению к плоскости, проведенной к поперечной плоскости корпуса 1 устройства (см. Фиг. 6 и 9). А с внешней стороны у пружинных частей пластин крайних частей 63 и 64 увеличивают плоскость и получают вершины режущих кромок 52 и 53. Такое выполнение двух граней 60 и 61 по обе стороны от средней части 59 обеспечивает более интенсивное разведение пружинных участков 63 и 64 пластин крайних частей в разные стороны друг от друга на участке не ограниченном пазом матрицы и частично на участке ограниченным пазом матрицы.
При этом обеспечивают сохранность перемычек 65 и 66 (см. Фиг. 8), образованных вытекающим металлом и их прессовку на границе образования выпуклости соединения повышая их плотность. Врезаемым и продавливаемым (текущим) металлом с днища впадины 69 в момент выполнения соединения, движущимся по вертикальной и по горизонтальной плоскостям, пружинные участки 63 и 64 пластин крайних частей 50 и 51 раздвигают на участке, не ограниченном пазом матрицы, одновременно в разные стороны по обе стороны от оси симметрии средней части 59. Металлом заполняют полученные проемы, образованные в результате прогиба и отклонения пружинных участков 63 и 64 пластин крайних частей 50 и 51 (см. Фиг. 6). В результате обеспечивают перемещение и врезание внешних плоскостей пружинных участков 63 и 64 пластин крайних частей 50 и 51 в обе боковые стороны впадины на участках не ограниченном пазом матрицы полученного соединения, формуя ее в виде трапеции у которой увеличен размер основания. В результате получают более высокую взаимозацепляемость одного листа за другой, повышая прочность соединения, работающего как на разрыв, так и на растяжение (см. Фиг 6, 8). Для беспрепятственного обеспечения заведения устройства на фланец из шин с воздуховодом одни стороны двух пазов 46 и 47 (см. Фиг. 9) укорачивают на 0,25 относительно длины двух других сторон с внутренней стороны участка сквозного паза 3. Кроме того ступень крышки 26 с наименьшей толщиной закрепляют на корпусе 1 винтами 27 со сферической головкой под ключ, что так же способствует прижатию корпуса 1 устройства к плоскости воздуховода и способствует беспрепятственной заводке устройства на фланец из шин с воздуховодом (см. Фиг. 1 на чертеже не показано).
Для устранения смятия основания пружинной части фланца из шин (на чертеже не показано) при прямом ходе плавающего пакета пуансонов 21, а также обеспечения возможности заведения устройства на фланец из шин при выполнении оппозитных соединений, с внутренней стороны воздуховода по всей длине режущих комок 39 и 40 вырезаны сектора 37 и 38 см. (Фиг. 1,2,5) под углом от 60 до 65 градусов. А по всей ширине корпуса 1 вырезают сектора 55 и 56 (см. Фиг. 5) под углом от 60 до 65 градусов по отношению к продольной оси симметрии корпуса 1.
Заявленное устройство при креплении трех или четырех листов в пакет угловой П-образной или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластиной, охватывающей плотно или с зазором плоский лист воздуховода толщиной от 2,0 до 4,5 мм используют в следующем порядке.
В начале, выставляют глубину врезания рабочей части 35 матрицы в плавающий пакет пуансонов 21. Для этого в сквозной паз 2 устанавливают образец из трех или четырех листов размером толщины от 2,0 до 4,5 мм. Рукоятки 41 и 42 сводят навстречу друг другу и производят крепление заведенных листов в пакет. Затем рукоятки 41 и 42 разводят, образец вынимают из сквозного паза 2 и производят его внешний осмотр. При этом если выявлен один перерез, тогда одну пластину крайних частей 64 обращенную к участку 3 сквозного паза 2 смещают по продольным отверстиям в пластинах крайних частей в сторону плоского или косого днища пуансонодержателя 20 и затем плавающий пакет пуансонов 21 надежно закрепляют. В этом случае режущая кромка 53 и грань 61 одной пластины крайних частей 51 будут смещены относительно другой режущей кромки 52 и грани 60 в сторону рукояток, поэтому перерезов пружинной части фланца из шины наблюдаться не будет. В случае обнаружения двойного перереза в соединении у полученного образца из паза 36 и пазов 48 и 49 удаляют ограничитель поворота 57, при помощи ключа поворачивают поворотную головку 33 по резьбе с мелким шагом и перемещают матрицу 32 вокруг продольной оси корпуса на угол от 0 до 180 градусов, против часовой стрелки. При этом в зависимости от разрешенного ГОСТом 8724 шага с мелкой резьбы для диаметра, например, размером 20 мм - М 20 X 0,5; М 20 X 0,75; М 20 × 1,0 используемой в устройстве режущие кромки матрицы переместятся соответственно на расстояние 0,25 мм; 0,35 мм; и на 0,5 мм вдоль продольной оси корпуса 1.
Вышеупомянутый шаг смещения режущих кромок выбирают в зависимости от величины размеров фланца из шины. Например, при использовании фланцев из шин размером 30 X 10 или 35 X 11 на матрице используют резьбу М 20 X 1,0, а при изготовлении фланцев из шин 15 X 8; 20 X 8; используют резьбу с шагом М 20 X 0,5 мм. Одновременно проверяют качество вырезки пазов 48 и 49 на совмещение с пазом 36 матрицы поворотом ключа поворотной гайки 33 матрицы 32 на угол от 0 до 180 градусов и если они совмещены, устанавливают в них до упора в днища пазов 48 и 49 ограничитель поворота 57 и закрепляют его гайками 70 к корпусу. Матрицу 32 дополнительно закрепляют прижатием прижимной гайки 45 к плоскости корпуса 1 (см. Фиг. 1,2,5). Затем рукоятки 41 и 42 надежно до конца вворачивают в гайки 43 и 44 до упора и раздвигают их до упора в разные стороны. Устройство насаживают с поворотом на образец фланца из шины с плоским участком воздуховода (на чертеже не показано), заводят в сквозной паз 2, поворачивают и заводят на фланец в участок 3 для крепления в пакет прямым ходом плавающего пакета пуансонов 21. Рукоятки 41 и 42 сводят до упора навстречу друг другу. В начале усеченной площадкой средней части 59 соединяемые в пакет листы надрезают и продавливают в паз 36 размером S, например 3,8 мм матрицы 32 см. Фиг. 6,8. Затем следом подошедшими на врезание в соединяемые листы режущими кромками 52 и 53, гранями 60 и 61 пружинной частью плавающего пакета пуансонов 63 и 64 размером сечения равным в исходном состоянии S, например, то же 3,8 мм, режущими кромкам 39 и 40 на пазе 36 рабочей части 35 матрицы 32 соединяемые листы надрезают и продавливают. Образуют днище 67 и выпуклость 68,69 (см. Фиг, 6, 8), выведенные за пределы третьего или четвертого листа на расстояние от 0,6 до 0,8 мм от суммарной толщины соединяемых в пакет листов, ограниченных пазом 36 матрицы 32. Благодаря размеру равному, например, 3,8 мм сечения паза матрицы 36 и равному ему размеру сечения пружинной части плавающего пакета пуансонов 21, который составляет в исходном состоянии так же размер, например, 3,8 мм, боковые стороны стенок впадины на участке толщины соединяемых листов, не ограниченных пазом матрицы, а также стенки сторон на участке выпуклости вышедшей за пределы соединяемых листов ограниченной пазом матрицы будут продавлены, с обеспечением необходимой плотности. То есть все межлистовое пространство будет продавлено с обеспечением требуемой плотности к соединению. При этом внешние стороны пружинной части пластин крайних частей 63 и 64 перемещают под давлением, создающим заводимым текущим металлом с днища 67 впадины 68. Металл воздействует на грани 60 и 61, заполняя одновременно образовавшиеся зазоры от сдвига в разные стороны от оси симметрии вышеупомянутых пластин. При окончательном смыкания рукояток 41 и 42 навстречу друг другу движение хода плавающего пакета пуансонов 21 и его граней 60 и 61, режущих кромок 52 и 53 прекращают. В результате получают отформованное соединение (см. Фиг. 8) в виде трапеции на участке не ограниченным пазом 36 матрицы и участок ограниченный пазом 36 матрицы в котором сохранены металлические перемычки 65 и 66 обеспечивающие плотность соединения. Затем, рукоятки 41 и 42 разводят друг от друга, плавающий пакет пуансонов 21 отводят от днища 67. По мере отвода плавающего пакета пуансонов 21 пружинные участки 63 и 64 пластин крайних частей начнут перемещаться в исходное положение к средней части 59 плавающего пакета пуансонов 21 до получения размера S поперечного сечения, например, 3,8 мм. Затем плавающий пакет пуансонов 21 извлекают из произведенного соединения и заводят вместе с ползуном 17 во внутрь П-образного паза 19 корпуса 1, освобождая сквозной паз 2 и его участки 3 и 4 для выполнения последующего соединения. Устройство перемещают вдоль по периметру фланца из шин и производят его присоединение к плоскости воздуховода.
Наличие в устройстве вышеперечисленных признаков и порядок действий заявленного способа при до изготовлении деталей устройства обеспечивает достижение следующих технических результатов.
Наличие вырезов в корпусе в виде двух пазов по обе стороны по размеру равному размеру вырезанного паза неразъемной матрицы, обеспечивает заведение одновременно до упора в днища двух пазов корпуса и паз матрицы плоской части ограничителя поворота разъемной матрицы. Это предотвращает поворот матрицы и смещение режущих кромок паза относительно продольной оси корпуса. И обеспечивает совмещение паза матрицы с пружинной частью плавающего пакета пуансонов.
Наличие линии размером 0,2 мм, вырезанной режущим элементом, проволокой диаметром 0,2 мм, например, электроэрозионного станка совмещенной с линией оси симметрии рабочей части неразъемной матрицы, совмещенной с осью симметрии пуансонодержателя, обеспечивает отсчет от нее и контроль полученных размеров при выполнения вырезки деталей с одной установки собранного в узел устройства. В результате обеспечивается идентичность, точность и параллельность заведения плоскостей сечений пружиной части плавающего пакета пуансона в вырезанный паз разъемной матрицы.
Наличие совмещения центра пальца в вилке с центром оси винта, заведенного в серьгу и отверстия в корпусе с центром оси симметрии ползуна и осью оси симметрии паза неразъемной матрицы, обеспечивает максимальное приложение сил на плавающий пакет пуансонов при сведении рукояток рычагов навстречу друг другу, при минимальном приложении нагрузок руками слесаря-монтажника.
Наличие срезанных, укороченных двух сторон с нижней части полученных двух пазов в корпусе при вырезке пуансонодержателя со стороны сквозного паза выполненных на всю широту корпуса на длине 0,25 длинны относительно других двух сторон пазов, обеспечивает установку с поворотом устройства сквозным пазом на фланцы из шин с плоскостью воздуховода.
Наличие вырезанных сегментов на боковых сторонах корпуса под углом от 60 до 65 градусов и вырезанных сегментов под углом от 60 до 65 градусов с рабочей части от паза матрицы по отношению к продольной оси корпуса, устраняет смятие пружинной части фланца из шин при прижатии его к пазу матрицы, а также обеспечивают заведение устройства сквозным пазом при проведении оппозитных соединений с внутренней стороны воздуховода.
Наличие ограничителя поворота матрицы, обеспечивает гарантию защиты от поворота паза матрицы вокруг продольной оси, когда прижим гайкой по резьбе к корпусу невозможен из-за случаев возможного срезания резьбы с мелким шагом, при возможном чрезмерном приложении усилия завинчивании гайки слесарем-монтажником. В связи с не целесообразностью применения крупной резьбы, усложняющей настройку глубины врезания неразъемной матрицы, применение мелкой резьбы необходимо. Например при повороте матрицы на половину одного оборота, например, на 180 градусов по часовой стрелке в заявленном устройстве режущие кромки матрицы перемещают при использовании одной из нескольких мелкой резьбы разрешенной по ГОСТ 8724, например, для диаметра 20 мм М 20 X 0,5; М 20 X 0,75; М 20 X 1,0 соответственно перемещение составляет всего 0,25 мм; 0,37 мм; 0,5 мм, что удобно для слесарей-монтажников.
Наличие в заявленном устройстве деталей до изготовленных по заявленному способу, включающим сборку в узел, жесткое закрепление собранных в узел деталей устройства, фиксирование их в тисках для вырезки, например, с единственной установки, режущим элементом, проволокой диаметром 0,2 мм электроэрозионного станка, или установки для резки метала лазерным лучом, обеспечивает высокую требуемую точность изготовления деталей. Обеспечивается параллельность плоскостей выполненных пазов матрицы и пружинной части плавающего пакета пуансонов. Кроме того, используется существенное преимущество, например, при использовании станка для электроэрозионной резки металлов.
Так как в процессе применения вышеупомянутой вырезки - безразлично из каких материалов и сплавов выполнен собранный для вырезки узел устройства, какая прочность термообработки деталей, какая шероховатость поверхности, главное чтобы детали были металлическими. Например, матрица может быть выполнена из стали Ст. 12 ХМ, а корпус из Ст. 45, ползун из Ст. 35, средняя часть пакета пуансонов из Ст. Р 18, а пластины крайних частей из пружинной стали Ст. 65 Г. Однако при реализации способа вырезается весь диапазон представленных марок, в том числе термически обработанных деталей. По заявленном способе изготовления деталей устройства в сравнении с механической обработкой при изготовлении не нужно подбирать скорости, режимы резания, инструмент и оснастку, а главное в итоге получают высокую точность изготовления деталей и идентичность, и зеркальное отображение размеров допусков, так как все операции по вырезке выполняют с одной установки.
Наличие ступенчатой крышки с участком с наименьшей толщиной, которую располагаемой над плавающим пакетом пуансонов при помощи двух коротких винтов со сферической головкой под ключ, обеспечивает точную наладку сечения продольного перемещения ползуна с плавающим пакетом пуансонов, устраняет смещение и выход ползуна из П-образного паза корпуса, а также обеспечивает более близкое прижатие сферической частью винтов к плоскости воздуховода при заведении устройства на фланец из шины Наличие ступенчатой крышки с участком с наибольшей толщиной, которая может быть шарнирно соединена с другой ступенью, обеспечивает крепление этого участка удлиненными четырьмя винтами с установкой под их головки пружинных шайб, что обеспечивает наладку с регулировкой ее усилия прижатия при перемещении части ползуна под крышкой со скольжением, устраняя чрезмерное защемление ползуна оптимальным прижатием.
Наличие пуансонодержателя в ползуне с размером поперечного сечения прямого или косого днища, превышающего на 1-2 мм ширину плавающего пакета пуансонов, обеспечивает приложение сил на врезание всей плоскостью днища, устраняя перекосы относительно продольной оси корпуса при выполнении соединения.
Наличие выполнения удлиненных граней пластин крайних частей вместо ранее выполняемых ступенек в аналоге - прототипе, расположенных под углом от 10 до 15 градусов по отношению к плоскости проведенной поперек по отношению к поперечной оси корпуса, обеспечивают вхождение с днища в образованные проемы текущего металла и их раздачу на большее расстояние. Обеспечивается более интенсивное врезание наружных плоскостей пружинных пластин крайних частей плавающего пакета пуансонов в боковые стороны образованной впадины не ограниченной пазом матрицы. Для сравнения в заявленном устройстве используется способ работы ступни ноги уважаемого зверя, а именно, принцип работы «стопы лося », у которого ступня состоит из двух частей соединенных перепонкой. Две части ступни давлением ноги лося всякий раз раздвигаются в разные стороны, благодаря чему увеличивается площадь ступни, например, на снеговое покрытие перепонкой, благодаря этому при быстром перемещении ступни ног лося не проваливаются в снег и его трудно догнать охотникам. В заявленном устройстве и способе изготовления деталей в целом увеличиваются взаимозацепляющиеся силы крепления одних листов за другие, что особенно важно для соединений работающих на растяжение.
Наличие вырезки с одной установки участка пружинной части плавающего пакета пуансонов, а именно в начале плоскости одной пластины крайней части на половину размера поперечного сечения считая от оси симметрии средней части, затем одной стороны паза матрицы, затем поперечного сечения днища паза матрицы, затем другой стороны паза матрицы, затем вырезание другой внешней плоскости второй пластины крайней части, обеспечивает получение одинаковых размеров и одинаковых допусков паза матрицы и пружинной части поперечного сечения плавающего пакета пуансонов. При этом размер поперечного сечения паза неразъемной матрицы соответствует размеру поперечного сечения плавающего пакета пуансонов в исходном состоянии. Для нормальной работы заявленного устройства это условие необходимо. А именно, при продавливании выступающей усеченной площадкой средней части и режущими кромками с гранями при формировании выпуклости и впадины на участке, не ограниченном пазом матрицы, и на участке, ограниченном пазом матрицы, обеспечивается плотность межлистового пространства двух сторон в пазе неразъемной матрицы и за ее пределами. Подрезка пластин крайних частей на длине от 1,5 h до 2,0h от суммарной толщины соединяемых в пакет трех или четырех листов обеспечивает их многократное пружинение и увеличивает их ресурс наработки.
Наличие смещения режущих кромок пластин крайних частей дает возможность глубже войти его пружинным плоскостям пластин в боковые стороны впадины на участке соединения, не ограниченного пазом матрицы, с одновременным сохранением перемычек из металла, перекрывающих зазоры на границе выпуклости участка, ограниченного пазом матрицы. Наличие плоскости на гранях, выполненных под углом от 10 до 15 градусов по отношению к плоскости проведенной поперек корпуса, обеспечивает раздачу боковых сторон впадины, увеличивает размер основания трапеции, увеличивая прочность соединения, работающего как на срез, так и на растяжение.
Перемещение неразъемной матрицы по резьбе с мелким шагом, например М 20 X 1; М 20 X 0,75; или М 20 X 0,5 по ГОСТ 8724 концентрично вдоль продольной оси корпуса при регулировке глубины врезания матрицы, исключает перекос режущих кромок матрицы. Кроме того, поворот относительно продольной оси режущих кромок матрицы на угол 180 градусов обеспечивает ее перемещение при шаге резьбы, например, М20 Х 1; М 20 X 0,75; или М 20 X 0,5 мм. соответственно на расстояние от 0,5 мм; 0,35 мм; или 0,25 мм, что повышает удобство при регулировке глубины врезания плавающего пакета пуансонов. Устранение Т-образного паза по всей длине корпуса увеличивает его прочность без увеличения поперечного сечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ И ПАТРУБКОВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2467820C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2557844C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ И СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА | 2015 |
|
RU2617805C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395361C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2281827C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 1992 |
|
RU2025176C1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2089317C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при соединении в пакет листовых деталей. Выполняют оппозитные соединения с двух сторон пакета листовых деталей продавливанием с использованием неразъемной матрицы. При этом формируют выпуклости на участке, ограниченном пазом матрицы. Кроме того, формуют впадины на участке, не ограниченном пазом матрицы, давлением металла с днища впадины на пружинную часть плавающего пакета пуансонов. В пакете пуансонов пластина его средней части выполнена из быстрорежущей стали, а пластины крайних частей - из пружинной стали. Размер с учетом допусков поперечного сечения пакета пуансонов в исходном положении и размер с учетом допусков поперечного сечения неразъемной матрицы и двух пазов, вырезанных в корпусе устройства по обе стороны от паза матрицы, равны между собой. В результате обеспечивается повышение прочности полученного соединения листовых деталей. 2 н. и 2 з.п. ф-лы, 9 ил.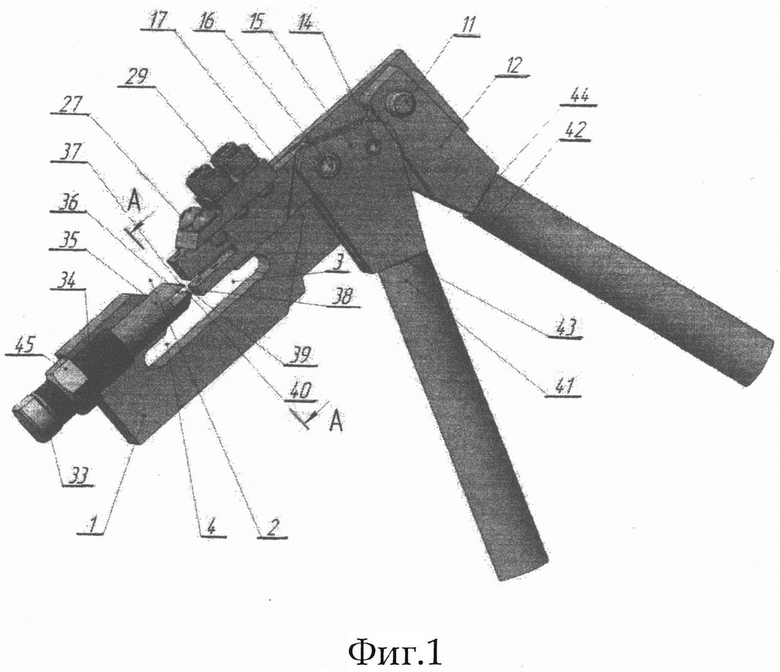
1. Устройство для соединения в пакет толщиной от 2 до 4,5 мм трех или четырех листовых деталей П- или Г-образной формы, содержащее монолитный корпус, выполненный с поперечным сквозным пазом для установки соединяемых листовых деталей, серьгу и вилку с рукоятками, размещенные в выполненном на одной стороне корпуса продольном вырезе и соединенные между собой и с корпусом посредством оси, ползун, соединенный посредством пальца с вилкой с возможностью перемещения в продольном пазу, выполненном на упомянутой стороне корпуса, и имеющий пуансонодержатель с пазом, выполненным с прямым или косым днищем, плавающий пакет пуансонов, закрепленный в пуансонодержателе и имеющий среднюю и крайние части, последние из которых выполнены из пластин с режущими кромками, и неразъемную матрицу с режущими кромками, установленную на другой стороне корпуса над участком его поперечного сквозного паза с возможностью регулировки глубины врезания ее режущих кромок в плавающий пакет пуансонов, отличающееся тем, что
продольный вырез корпуса для размещения серьги и вилки выполнен переходящим в продольный паз для установки ползуна, образованный П-образными сторонами корпуса и снабженный ступенчатой крышкой, закрепленной на корпусе, ось для соединения серьги с корпусом и палец вилки для соединения с ползуном выполнены одного диаметра, а размер поперечного сечения паза пуансонодержателя на 1-2 мм превышает ширину плавающего пакета пуансонов,
средняя часть плавающего пакета пуансонов выполнена из быстрорежущей стали, а пластины крайних частей выполнены из пружинной стали и имеют грани, выполненные под углом от 10 до 15° к плоскости, расположенной поперек продольной оси корпуса, при этом плавающий пакет пуансонов выполнен с непружинной частью и пружинной частью, расстояние от начала которой до режущих кромок составляет от 1,5 до 2,5 от толщины пакета соединяемых деталей, при этом режущие кромки с внешней стороны крайних частей плавающего пакета пуансонов расположены под углом от 60 до 70° к продольной оси ползуна, который выполнен с расположенными на его сторонах маслосборниками в виде канавок и с резьбовыми отверстиями для винтов, посредством которых в пазу пуансонодержателя закреплена непружинная часть плавающего пакета пуансонов, при этом
неразъемная матрица выполнена ступенчатой цилиндрической формы и имеет с одной стороны резьбу с мелким шагом, а с другой стороны рабочую часть меньшего диаметра, и установлена в отверстии с ответной резьбой, выполненной с другой стороны корпуса, при этом матрица прижата к корпусу посредством навинченной на нее прижимной гайкой, а рабочая часть матрицы выступает за пределы корпуса в сквозной поперечный паз и выполнена с поперечным пазом с режущими кромками,
корпус выполнен с двумя пазами, расположенными по его ширине по обе стороны от поперечного паза матрицы, и с двумя пазами, расположенными со стороны пуансонодержателя, причем размер поперечного сечения каждого паза корпуса со стороны матрицы равен размеру поперечного сечения паза матрицы и размеру поперечного сечения пружинной части плавающего пакета пуансонов в его исходном состоянии,
при этом матрица снабжена ограничителем ее поворота, выполненным с плоской частью, которая расположена поперек продольной оси корпуса в пазах корпуса и матрицы, и закрепленным на корпусе, а серьга и вилка выполнены с возможностью при сведении рукояток до упора приближения оси, соединяющей серьгу с корпусом, и пальца, соединяющего вилку с ползуном, к продольной оси симметрии пуансонодержателя и паза матрицы.
2. Устройство по п. 1, отличающееся тем, что крышка выполнена с утолщенной частью, закрепленной на корпусе посредством винтов с пружинными шайбами и шарнирно соединенной с частью меньшей толщины, закрепленной на корпусе посредством винтов, при этом для соединения в пакет фланца из шин и воздуховода путем выполнения оппозитных соединений с внутренней стороны плоскости воздуховода матрица и корпус выполнены с вырезанными по обе стороны от паза матрицы под углом от 60 до 65° к продольной оси корпуса сегментами.
3. Способ изготовления устройства по п. 1, характеризующийся тем, что в продольный паз корпуса устанавливают термически обработанную и шлифованную заготовку ползуна и фиксируют крышкой, с другой стороны корпуса в выполненные в нем безрезьбовое и резьбовое отверстия устанавливают термически обработанную, шлифованную заготовку матрицы цилиндрической ступенчатой формы, которая имеет резьбовую часть, при этом заготовку матрицы выводят в сквозной паз корпуса для вырезания сегментов, а ее резьбовую часть вворачивают в резьбовое отверстие корпуса и закрепляют прижимной гайкой с прижатием к торцевой поверхности корпуса, затем собранный узел устанавливают в тиски станка для электроэрозионной резки металла, продольную ось симметрии заготовки неразъемной матрицы совмещают с элементом резки в виде проволоки диаметром 0,2 мм, посредством которой одновременно выполняют вырез в матрице на глубину ее паза и в корпусе по его ширине, после чего с этой же установки собранного узла указанную проволоку перемещают в направлении заготовки ползуна и выполняют вырез по оси симметрии пуансонодержателя на ползуне и корпусе по всей его ширине на глубину длины пуансонодержателя, от оси симметрии полученного выреза вырезают паз пуансонодержателя с прямым или косым днищем для крепления непружинной части плавающего пакета пуансонов и одновременно вырезают равные по размеру сечения части пуансонодержателя по обе стороны от оси симметрии выреза и два паза в теле корпуса, затем в полученном пуансонодержателе закрепляют заготовку с размером поперечного сечения, равным непружинной части термически обработанного плавающего пакета пуансонов, внешние стороны пластин крайних частей которого заточены под углом от 60 до 70° к продольной оси корпуса, от кромки паза пуансонодержателя вырезают одну сторону его конуса до линии перехода непружинной части к пружинной части плавающего пакета пуансонов, затем вырезают под размер половины размера поперечного сечения пружинной части плавающего пакета пуансонов внешнюю сторону одной пластины из пружинной стали, с этой же установки проволоку диаметром 0,2 мм перемещают к закрепленной заготовке матрицы и вырезают в ней паз и пазы корпуса, размещенные по обе стороны от паза матрицы на всю ширину корпуса, затем в упомянутых пазах закрепляют ограничитель поворота матрицы и с этой же установки проволоку диаметром 0,2 мм перемещают в сторону заготовки закрепленного плавающего пакета пуансонов к плоскости пластины его второй крайней части и вырезают ее до половины размера поперечного сечения пружинной части плавающего пакета пуансонов на длине от 1,5 до 2,0 толщин пакета соединяемых деталей до линии перехода пружинной части плавающего пакета пуансонов к непружинной, затем вырезают вторую сторону усеченного конуса, а на концах пластин крайних частей плавающего пакета пуансонов вырезают грани в виде плоскостей, выполненных под углом от 10 до 15° к плоскости, проведенной поперек продольной оси корпуса, и получают вместе с заточенными ранее внешними плоскостями пластин вершины двух режущих кромок, при этом сечение плавающего пакета пуансонов в исходном состоянии равно размеру сечения паза неразъемной матрицы, затем собранный узел освобождают из станка электроэрозионной резки металлов и плавающий пакет пуансонов, ползун, матрицу, корпус маркируют, затем освобождают крышку, ползун соединяют посредством пальца с вилкой, вилку соединяют с серьгой, а серьгу соединяют посредством оси с корпусом, затем ползун с плавающим пакетом пуансонов закрепляют крышкой.
4. Способ по п. 3, отличающийся тем, что ползун прижимают частью меньшей толщины ступенчатой крышки посредством двух винтов с головками под ключ сферической формы утолщенной частью ступенчатой крышки посредством четырех винтов с головками под ключ шестигранной формы, под которыми размещают плоские пружинные шайбы для обеспечения возможности регулировки усилия прижатия, при этом для соединения в пакет фланца из шин и воздуховода путем выполнения оппозитных соединений с внутренней стороны плоскости воздуховода в матрице, выдвинутой в сквозной паз корпуса на расстояние от 2,0 до 4,0 мм, и в корпусе по обе стороны от паза матрицы вырезают сегменты под углом от 60 до 65° к продольной оси корпуса.

