(54) ПРЕСС ДЛЯ СКЛЕИВАНИЯ ПАРКЕТНЫХ ЩИТОВ
1
Изобретение относится к деревооб рабатывающей промышленности и может быть применено для склеивания полового настила.
Известна установка для сборки щитов полового настила, включающая крупнопильные станки, механизмы формирования щитов и подачи реек с направляющими, выполненными в виде оснований и ограничителей с прижимными приводными устройствами, предохранительнь1ми приспособлениями 11.
Известен пресс для склеивания паркетных щитов, включающий верхний ft нижний гусеничные транспортеры, устройство формирования пазов, низко- и высокопотенциальные гребенчатые электроды, образующие зону высокочастотного нагрева и генератор токов высокой частоты 2.
Недостатком известных прессов яв ляется высокая энергоемкость и низкая производительность.
Цель изобретения - снижение энер гоемкости и повышение производительности.
Поставленная цель достигается тем, что электроды выполнены в виде установленных на станине пресса сменных закрепленных на изоляторах
тркопроводящих пластинок, причем гусеницы нижнего транспортера выполнены с продольными пазами, а верхний транспортер выполнен большей длины, чем нижний с перекрытием устройства формирования пазов.
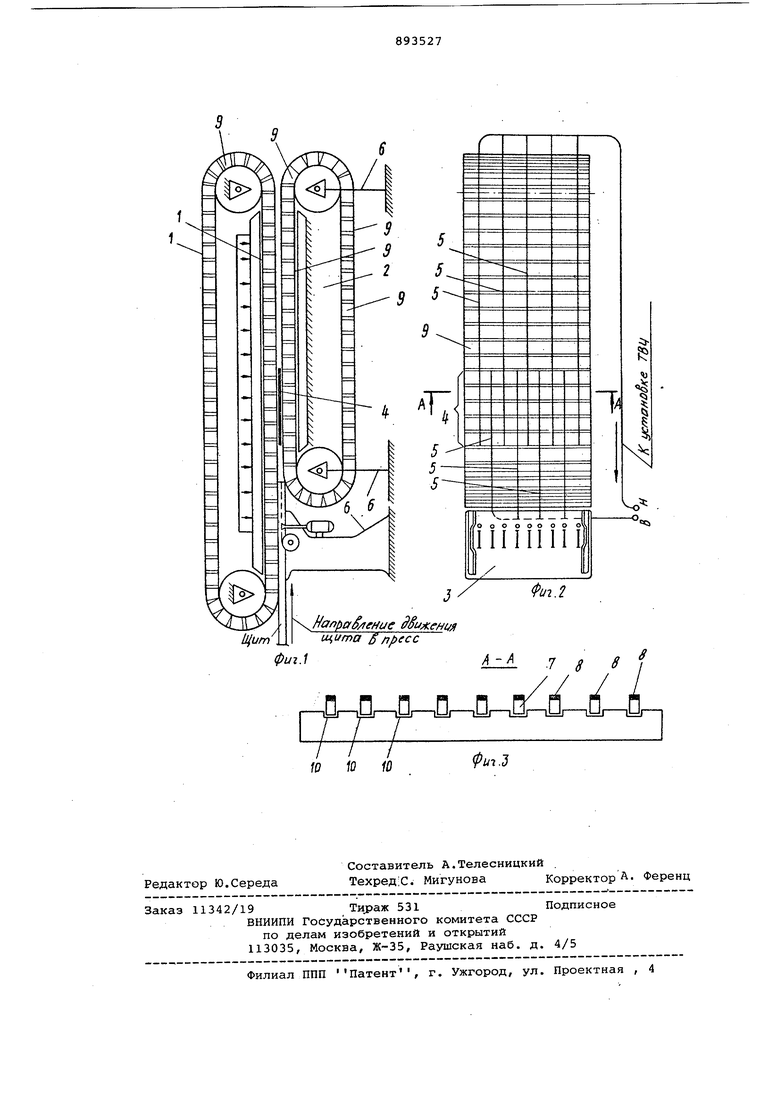
На фиг. 1 показана схема установки для склеивания паркетных щитов, продольный разрез; на фиг. 2 - то
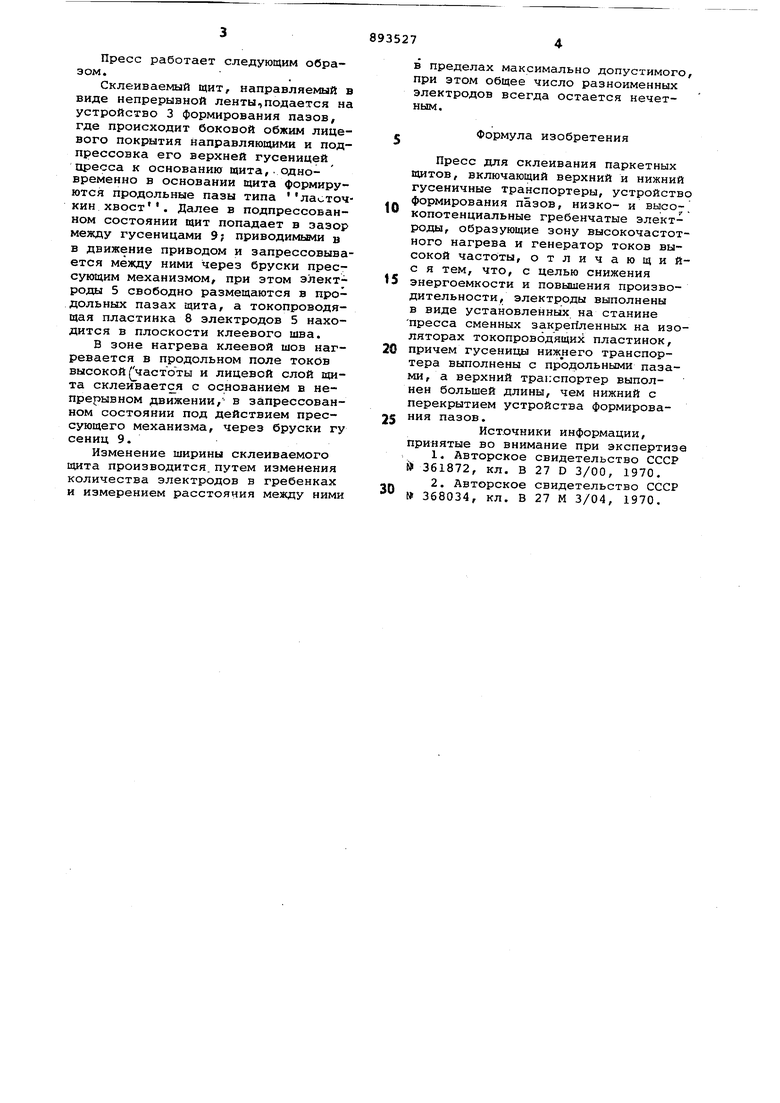
to же, вид в плане; на фиг. 3 - разрез Л-А на фиг. 2.
Пресс для склеивания паркетных щитов включает (верхний 1 и нижний 2
t5 гусеничные транспортеры, устройство 3 формирования пазов, низко и высокопотенциальные гребенчатые эле троды 4 и 5, образующие зону высокочастотного нагрева, генератор (не
20 указан) токов, высокой частоты и станину 6, причем электроды 4 и 5 выполнены в виде установленных на станине 6 пресса сменных закрепленных на изоляторах 7 токопроводящих пластинок 8, а гусеницы 9 нижнего транспортера 2 выполнены с продольными пазами 10, а верхний транспортер 1 выполнен большей длины, чем нижний с перекрытием устройства 3 формирования пазов.
Пресс работает следующим образом.
Склеиваемый щит, направляемый в виде непрерывной ленты,подается на устройство 3 формирования пазов, где происходит боковой обжим лицевого покрытия направляющими и подпрессовка его верхней гусеницей пресса к основанию щита, одновременно в основании щита формируются продольные пазы типа ласточкин хвост . Далее в подпрессованном состоянии щит попадает в зазор между гусеницами 9; приводимьми в в движение приводом и запрессовывается между ними через бруски прессующим механизмом, при этом элект роды 5 свободно размещаются в продольных пазах щита, а токопроводящая пластинка 8 электродов 5 находится в плоскости клеевого шва.
В зоне нагрева клеевой шов нагревается в продольном поле токов высокой ГчастЪты и лицевой слой щита склеиваетс я с основанием в непрерывном движении, в запрессованном состоянии под действием прессующего механизма, через бруски гу сениц 9.
Изменение ширины склеиваемого щита производится, путем изменения количества электродов в гребенках и измерением расстояния между ними
в пределах максимально допустимого, при этом общее число разноименных электродов всегда остается нечетным.
Формула изобретения
Пресс для склеивания паркетных щитов, включающий верхний и нижний гусеничные транспортеры, устройство формирования пазов, низко- и высо-. копотанциальные гребенчатые электроды, образующие зону высокочастотного нагрева и генератор токов высокой частоты, отличающийс я тем, что, с целью снижения
5 энергоемкости и повышения производительности, электроды выполнены в виде установленных на станине пресса сменных закрейленных на изоляторах токопроводящих пластинок,
0 причем гусеницы нижнего транспортера выполнены с продольными пазами, а верхний тракспортер выполнен большей длины, чем нижний с перекрытием устройства формирования пазов.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 361872, кл. В 27 D 3/00, 1970.
2.Авторское свидетельство СССР
368034, кл. В 27 М 3/04, 1970.
Фиг.2
,.
- HanfjOf /ieHiie Su; :eHt//i
щита
ll/um L.
фиг.1
п,
7 / /
fO M W
/1- .7 s S f
n к Лг-Лг-lU /.J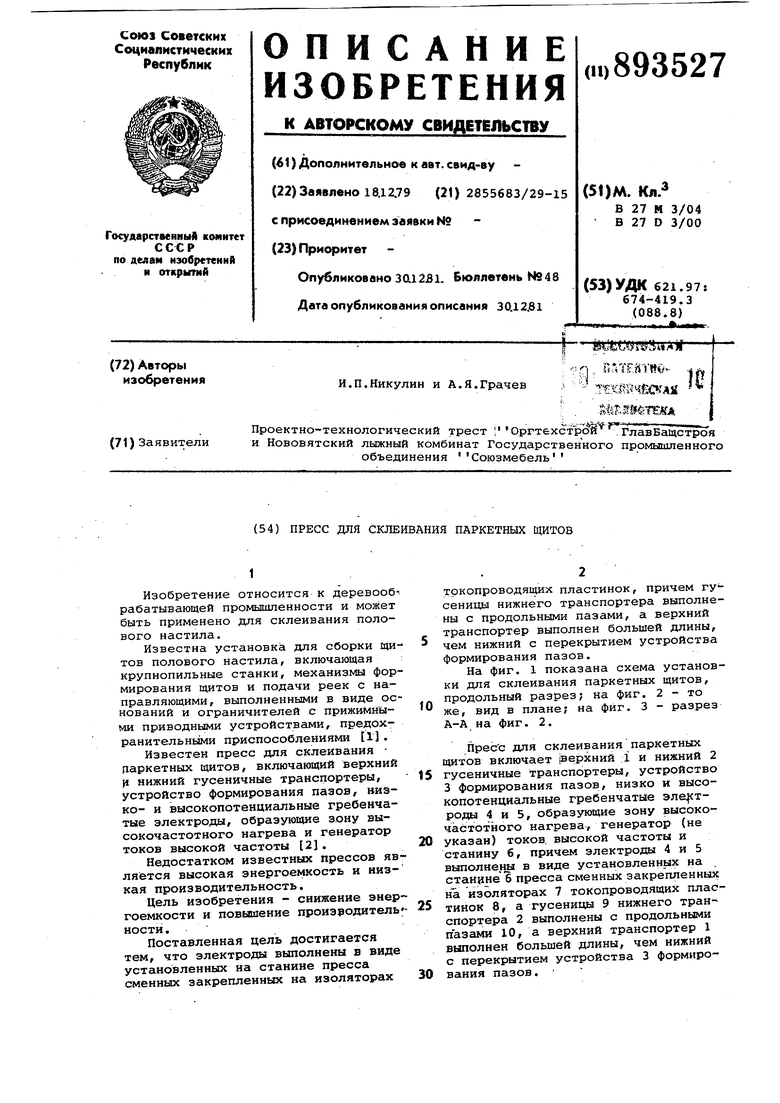
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухслойный паркетный щит | 1979 |
|
SU872697A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦОВЫХ ЩИТОВЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСИНЫ | 2012 |
|
RU2512359C2 |
| ПАРКЕТНАЯ ДОСКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2359093C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВЫХ ЩИТОВЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСИНЫ | 2012 |
|
RU2522727C1 |
| ПАРКЕТНАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2049661C1 |
| Брикетный пресс | 1949 |
|
SU87068A1 |
| ЩИТОВАЯ ДЕРЕВЯННАЯ ДОСКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2017912C1 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| СПОСОБ ВЫПОЛНЕНИЯ ПАРКЕТНОГО НАСТИЛА | 1997 |
|
RU2127352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАБОРНОГО БРУСА ДЛЯ ПОЛУЧЕНИЯ ПЛИТ ТОРЦОВОГО ПАРКЕТА | 1995 |
|
RU2106960C1 |