(S) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вертикального формования бетонных изделий | 1984 |
|
SU1331648A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| Устройство для изготовления объемных железобетонных изделий | 1980 |
|
SU961970A2 |
| Форма для изготовления изделий из бетонных смесей | 1986 |
|
SU1362624A1 |
| Форма для формования железобетонных изделий | 1956 |
|
SU107879A1 |
| Прессующая установка для формования железобетонных изделий и ее элементы | 1991 |
|
SU1838100A3 |
| Устройство для изготовления железобетонных изделий | 1981 |
|
SU967839A1 |
| Форма для изготовления железобетонныхиздЕлий | 1978 |
|
SU804445A1 |
| МЕТАЛЛОФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ПЛИТ | 1999 |
|
RU2147986C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ИЗ ТВЕРДЕЮЩЕГО МАТЕРИАЛА С АРМИРОВАНИЕМ, РИГЕЛЬ, БАЛКА И КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2292262C1 |
I
Изобретение относится к строитель ству, в частности, к устройствам для изготовления железобетонных изделий и может быть использовано при формовании длинномерных элементов, предназначенных, например для каркаса зданий.
По основному авт. св. № известно устройство для изготовления железобетонных изделий, содержащее многоместную форму с несущей рамой и формующими полостями, разделенными перпендикулярно продольной оси формы на отдельные соединенными шарнирами участки, причем шарниры участков размещены поочередно в нижней и верхней части формы по ее длине, при этом шарниры, размещенные в нижней части формы, соединены с ее несущей рамой, а под шарнирами верхней части формы смонтированы подъемные механизмы с опорными роликами. Форма снабжена также торцовыми борraw, шарнирно прикрепленными к ее торцовой части D1.
Недостатком этого устройства является то, что такое крепление бортов предусматривает для механизации их открывания, закрывания и фиксации наличие известных механизмов. Это усложняет обслуживание формы и удорожает ее.
Цель изобретения - упрощение ме10ханизма открывания, закрывания и фик сации торцовых бортов.
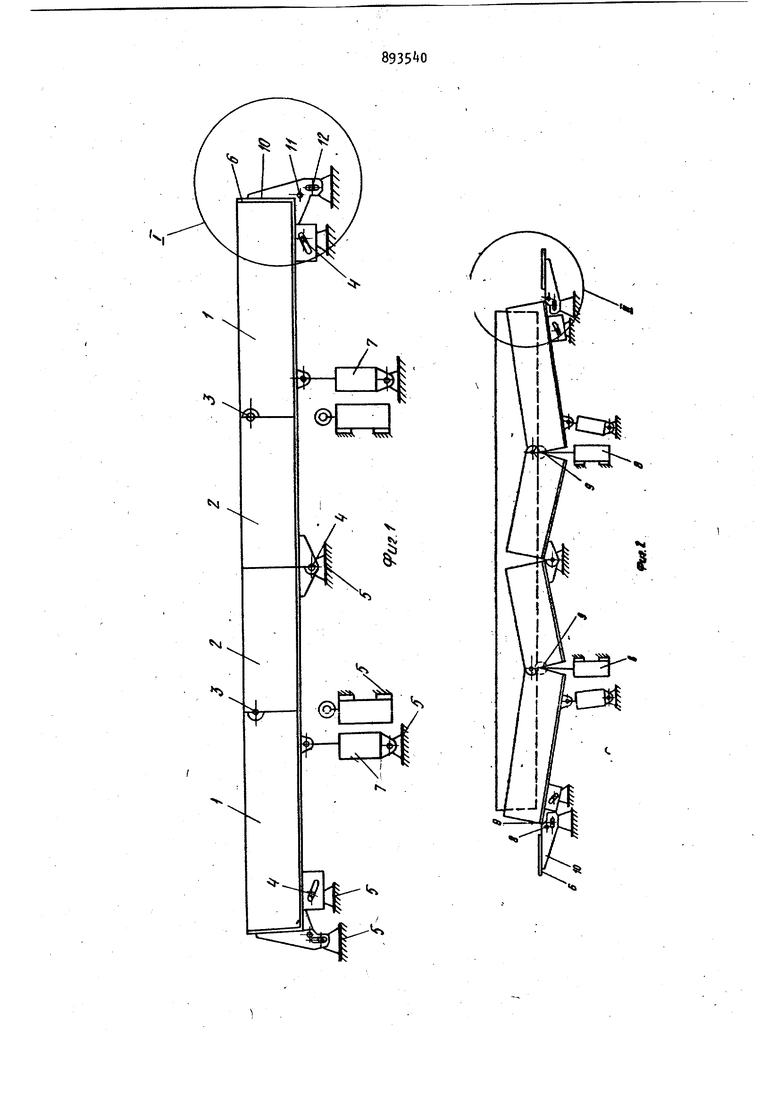
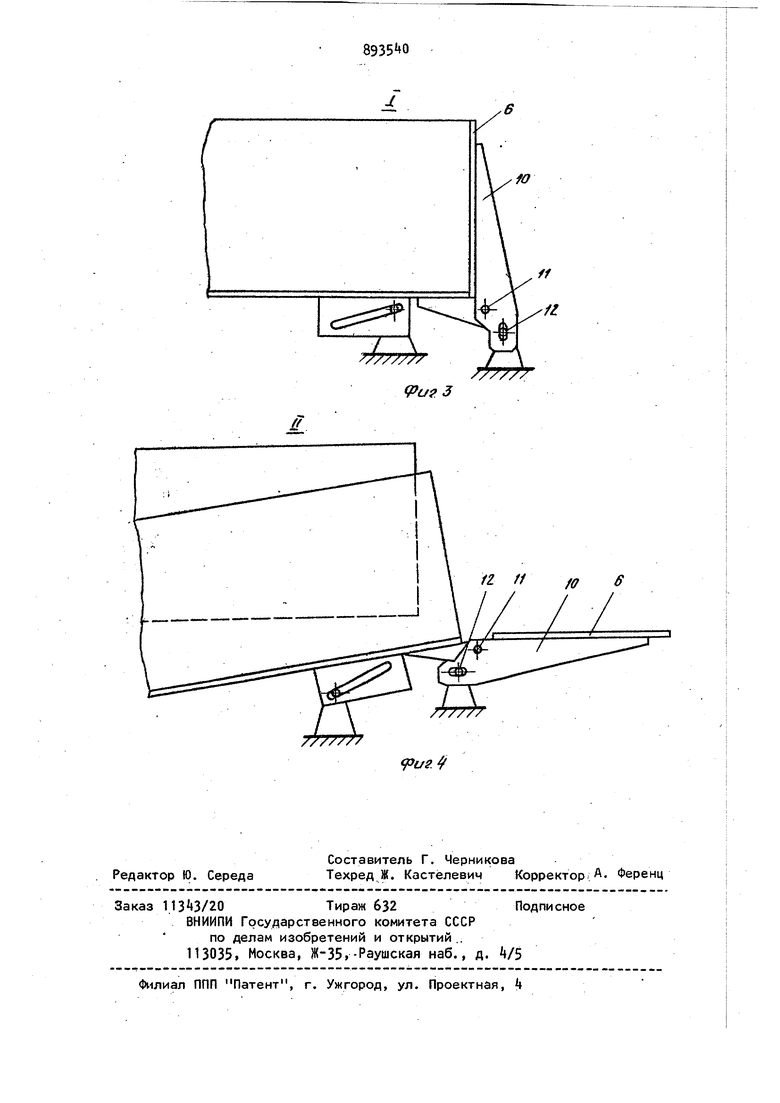
Поставленная цель достигается тем, что устройство для изготовления железобетонных изделий, содержащее мно15гоместную форму с несущей рамой и формующими полостями, разделенными перпендикулярно продольной оси формы на отдельные соединенными шарнирами участки, причем шарниры участков раз20мещены поочередно в нижней и верх1ней , части формы по ее длине, при этом шарниры, размещенные в нижней части формы, соединены с ее несущей рамой a под шарнирами верхней части формы смонтированы подъемные механизмы опорными роликами и форма снабжена также торцовыми бортами, шарнирно прикрепленными к ее торцовой части, имеет шарнирно прикрепленный к фop кронштейн торцового борта, выполненный в виде поворотного в вертикально плоскости одноплечего рычага, соединенного с несущей рамой посредством дополнительного шарнира расположенного ниже шарнира, соединяющего крон штейн торцового борта с формой. На фиг. 1 изображено устройство в исходном для формования положении, об1ций вид; на фиг. 2 - то же, в полой ении распалубки; на фиг. 3 узел I на фиг. 1; на фиг. - узел 11 на фиг. 2.. Устройство содержит форму для груп пового формования изделий, разделенну вдоль своей оси на несколько участков 1 и 2, которые соединены между собой в верхней части формы шарнирами 3, .в нижней части формы каждый из участков прикреплен шарнирами k к общей несущей раме 5. По торцам формы распол,ожены откидные борта 6. Распалубка формы происходит с помощью гидроцилиндров 7 и силовых цилиндров 8 с опорными роликами 9 Каждый торцовый откидной борт б снабжен кронштейном в виде одноплечего рычага 10, соединенного с формой посредством шарнира 11 и посредством дополнительного шарнира 12 - с несущей рамой 5. Устройство работает следующим образом. Для распалубки готовых изделий включают гидроцилиндры 7- При этом происходит одновременный отрыв всех поверхностей формы от изделий. Вслед ствие перемещения участков 1 и 2 формы и жестко соединенной с формой оси шарнира 11, рычаг 10 поворачивается вокруг этой оси и оси шарнира 12, открывает торцовый борт 6 и фиксирует его в этом положении. После остановки участков 1 и 2 формы и фиксации торцового борта 6, включают силовые цилиндры 8 с опорными роликами 9. Изделия приподнимаются на этих роликах 9 на заданную высоту и выкатываются из формы на платформу или рольганг, расположенный у торца форкы. Сборка формы в исходное для формования положение происходит в порядке, обратном распалубке: ролики 9 выводят из разьемов формы силовыми цилиндрами 8, участки 1 и 2 формы устанавливают в исходное положение с помощью гидроципиндров 7. .При этом перемещается ось шарнира 12, увлекая за собой одноплечий рычаг 10, который вместе с бортом 6 поворачивается вокруг оси шарнира 11 и оси шарнира 12. Борт закрывается и фиксируется в этом положении. Формула изобретения Устройство для изготовления железобетонных изделий по авт. св. № 806А13, отличающееся тем, что, с цеЛЪю упрощения механизма открывания закрывания и фиксации торцовых бортов, оно имеет ширнирно прикрепленный к форме кронштейн торцового борта, выполненный в виде поворотного I в вертикальной плоскости одноплечего рычага, соединенного с несущей рамой посредством дополнительного шарнира, соединяющего кронштейн торцового борта с формой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. В 28 В 7/00, 1978.
с
аэзз о /
//////
//х//-/
3 ii // /о
ptf. 6
