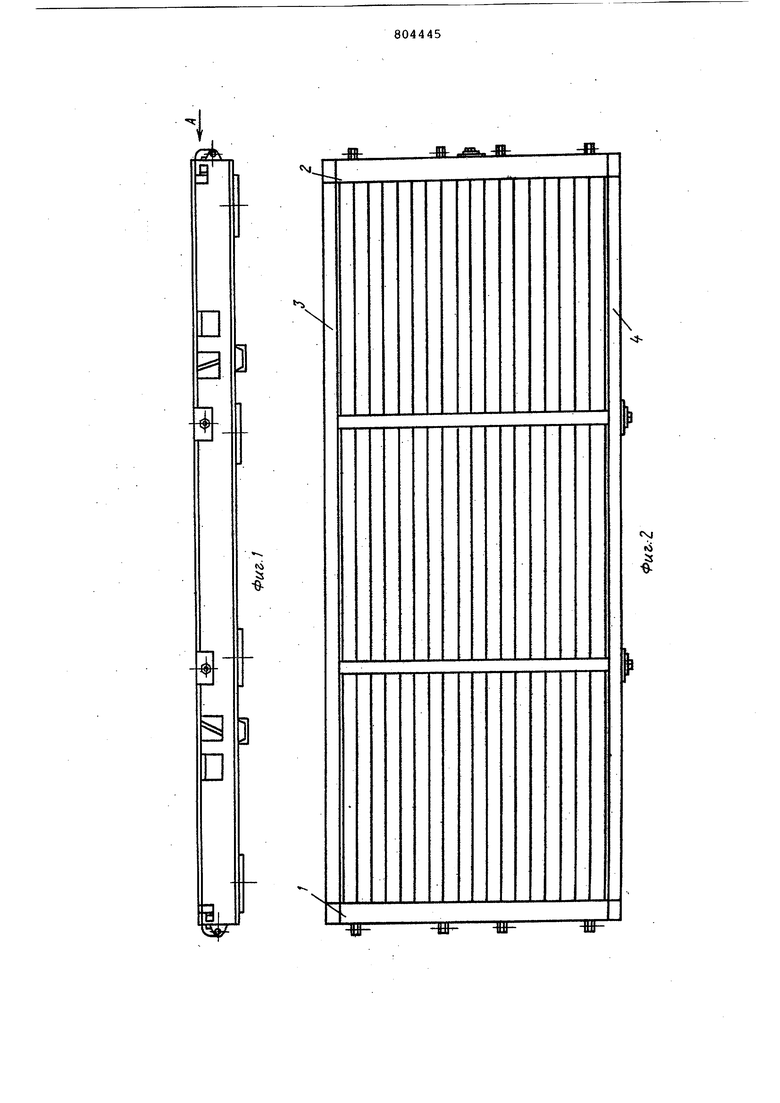
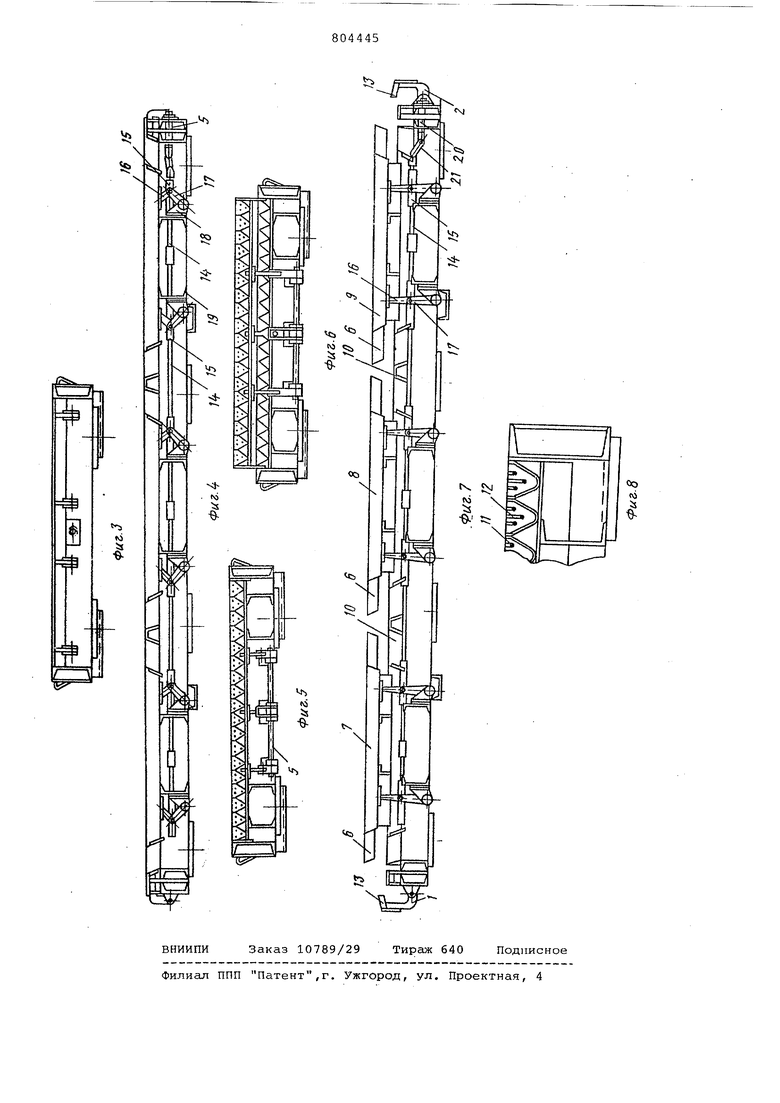
Изобретение относится к строитель ству и производству строительных изделий, в частности к формам дляИзготовления преднапряженных железобетонных изделий, преимущественно стол биков. Известна форма для изготовления железобетонных изделий, содержащая поддон с шарнирно укрепленными на нем бортами, снабженными механизмом их открывания и закрывания tl. Известна также форма для изготовл ния железобетонных изделий, включающая основание с установленным на нем поддоном и механизмом-подъема последнего 2 . Недостатками указанных Л)Орм йвляются малая производительность, сложность конструкции и невозможност изготовления одновременно нескольких изделий с одновременной их распалубкой . Цель изобретения - повышение производительности и упрогчение процесса распалубки изделий. Поставленная цель достигается тем что в форме, включапщей основание с установленным на нем поддоном и ме ханизм подгема последнего, поддон выполнен секционным, причем каждая секция составлена из трех частей, средняя из котоЕмлх установлена с возможностью вертикального переметАйния относительно основания посредством механизма подъема, а крайние жестко соединены с основанием, выполнены с прорезями на торцах под выпуски арматуры и откидными торцовыми бортаьт с упругими прокладками, перекрывакяцими прорези. Кроме того, механизм подъема поддона вьтолнен в виде винто-рычая ного механизма параллелограмма. На Лиг. 1 изображена форма, вид сбоку; на фиг. 2 - то же, вид сверху, на фиг. 3 - то же, вид с торца, на фиг. 4 - то же, вид сбоку без продольного борта; на фиг. 5 - форма со столбиками, поперечный разрез; на фиг. 6 - то же, при поднятых на средней части поддона столбиках; на фиг. 7 - то же, вид сбоку без продольного борта, на Лиг. .8 - прорези для постановки арматуры. Форма для изготовления железобетонных изделий, преимущественно столбиков, состоит из поддона с шарнирно yкpeплeнны fl на нем торцовыми бортами 1 и 2 и продольными бортами 3 и 4, соединяемыми между собой запорными устройствами 5. Форма снабжена смонтированным под поддон, установленным с возможностью возвратновертикального перемещения и связанным с ним подъемным механизмом для распалубки изделий-столбиков б, причем поддон выполнен секционным, а механизм расположен по продольной оси симметрии формы. Форма составлена из трех секций для формования столбиков 6. Каждая секция поддона составлена из трех частей 7, 8 и 9, причем средняя часть 8 установлена с возможностью возвратно-вертикального перемещения с помощью подъемного механизма для распалубки столбиков, а крайние части 7 и 9 жестко скреплены с опорными элементами 10 и с продольными бортами 3 и 4 и снабжены с торцов вертикальными для постановки арматуры 11 прорезями 12, пеперекрываемыми упругими элементами
13,закрепленными на выполненных
S-образной Лорглы откидных торцовых бортах 1 и 2 и внутри крайних частей 9.
Подъемный механизм для распалубки столбиков 6 выполнен в виде винто-рычажного механизма параллелограмма, состоящего из нескольких снабженных левой и правой резьбой винтов
14,соединенных между собой гайками
15с соответствующей резьбой, связанными с коленообразными рычагами.
16и 17, при этом верхние части 16 шарнирно соединены со средними частями 8 секций поддонов, а нижние части 17 - с кронштейнами 18, закрепленными на поперечных элементах 19 жесткости.
Форма работает следующим образом. Подготовленную с натянутой продольной арматурой 11 многосекционную форму специальной траверсой устанавливают на виброплощадку (не показана) , загружают в ее ячейки бетонную смесь и производят виброформовку по существующей технологии. По окончании формовки форму той же траверсой снимают и направляют на термообработку по известной технологии. Затем форму вынимают из- пропарочной камеры и производят распалубку столбиков 6. Вначале откидывают S-образные торцовые борта 1 и 2 и отрезают сваркой в торцовых частях арматуру. После этого с помощью, например ключа или другого приспособленияпроизводят вращение оси 20 по часовой стрелке. Эта ось через карданный вал 21 передае.т вращение на винты 14.
В этом случае гайки 15 навинчиваются на винты;-Так как гайки 15 связаны с коленообразными рычагами 16 и 17, последние выпрямляются и поднимают средние части. 8 поддонов. Таким образом производят предварительную распалубку столбиков б, отрезают сваркой арматуру 11 между торцами столбиков б, после чего захваты, подвешенные на стропах на специальной траверсе, заводятся под освободившиеся края-столбиков и, вращая ось 20 в обратную сторону, средние части 8 поддона опускают в исходное положение, а столбики, опираясь на захваты, окончательно распалубливаются и остаются на них. Далее траверсой распалубленные
0 столбики транспортируют на склад . готовой продукции, а форму очищают, смазывают и подготавливают к следующему циклу формования.
Формула изобретения
1.Форма для изготовления железобетонных изделий, включающая основание с установленным на нем поддоном и механизм подъема последнего, отличающаяся тем, что, с целью повышения производительности и упрощения процесса распалубки изделий, поддон выполнен секционным, причем каждая секция составлена из трех частей, средняя из которых установлена с возможностью вертикального перемещения относительно основания посредством механизма подъема,
0 а крайние жестко соединены с основанием, выполнены с прорезями на торцах под выпуски арматуры и снабжены откидными торцовыми бортами с упругими прокладками, перекрывающими проj рези.
2.Форма по п. 1, отлича ющ а я с я тем, что механизм подъема поддона выполнен в виде винто-рычажного механизма параллелограмма.
Q Источники информации,
принятые во внимание прИ экспертизе
1.Авторское свидетельство СССР № 471205, кл. В 28 В 17/00, 1975.
2.Авторское свидетельство СССР № 409867, кл. В 28 В 7/24, 1972 (прототип/ .
а
м
-ift
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления крупногабаритных железобетонных изделий | 1986 |
|
SU1333584A1 |
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1094743A1 |
| УНИВЕРСАЛЬНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2293652C1 |
| Форма для изготовления железобетонных изделий | 1978 |
|
SU772860A1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННАЯ В ЭТОМ ТЕХНОЛОГИЧЕСКОМ КОМПЛЕКСЕ | 2005 |
|
RU2304042C2 |
| Форма для изготовления преднапряженных строительных изделий | 1980 |
|
SU937153A1 |
| Форма для изготовления железобетонных изделий | 1989 |
|
SU1675092A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| Форма-вагонетка для изготовления преднапряженных строительных изделий | 1977 |
|
SU655540A1 |
f4J
1
