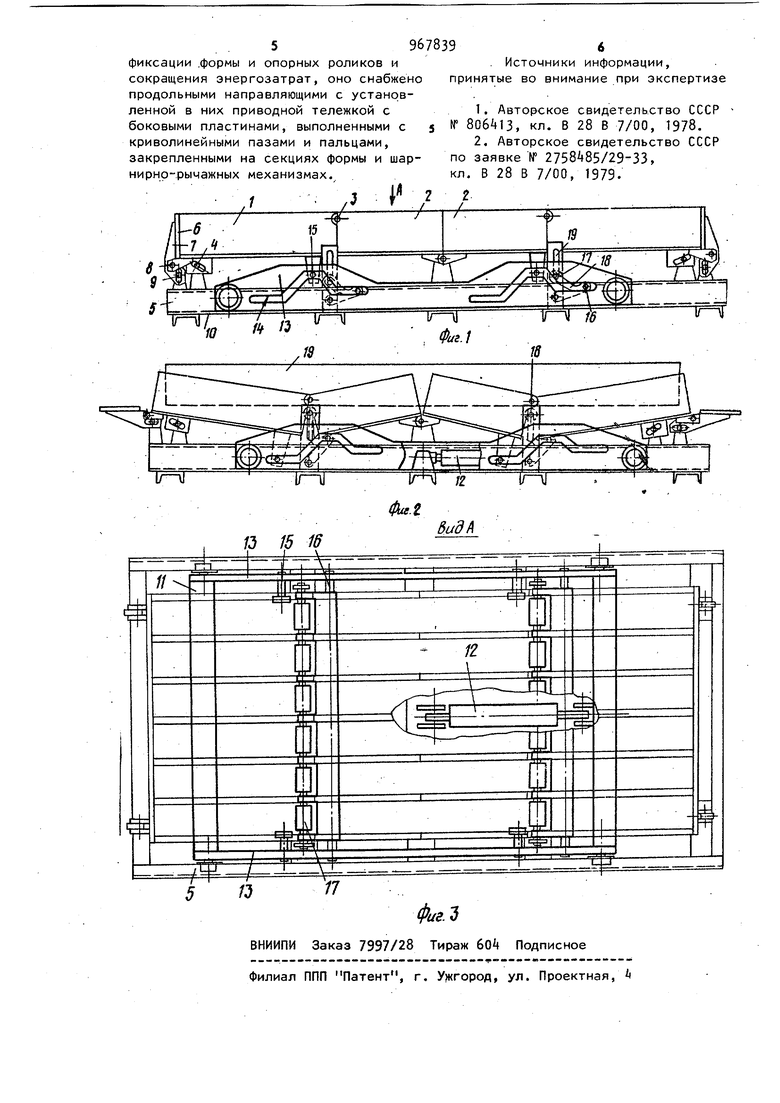
(5) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ 1 . . Изобретение относится к изготовлению железобетонных изделий и может быть использовано при формовании длин номерных элементов каркаса зданий, а также свай, столбов и других изделий имеющих распалубочные уклоны. Известно устройство для изготовления железобетонных изделий, содержащее многоместную форму с несущей рамой и формирующими полостями, разделенными по длине на отдельные участки соединенные шарнирами, размещенными поочередно в нижней и верхней части формы по ее длине, при этом шарниры, размещенные в нижней части формы, соединены с ее несущей рамой, а под шарнирами верхней части формы смон-, тированы подъемные механизмы с опорными роликами 1. . Недостаток такого устройства значительные габариты по высоте. Наиболее близким к изобретению является устройство для изготовления ИЗДЕЛИЙ железобетонных изделий, содержащее многоместную форму с несущей рамой, и формующими полостями, разделенными по длине на отдельные участки, соединенные шарнирами, расположенными в верхней и нижней частях формы, последние их которых соединены с несу щей рамой, приспособления для подъема опорных роликов, выполненные в виде шарнирно-рычажных механизмов, одни концы которых соединены с рамой, а другие р сположены с возможностью перемещения. в установленных на раме вертикальных направляющих С 2. Недостатками известного устройства являются ненадежная работа, так как его конструкция не обеспечивает надежной фиксации формы в исходном для формования положении и роликов в вер) нем положении, а также-повышенные энергозатраты, наличия четырех приводов. Цель изобретения - повышение надежности работы устройства путем надежной фиксации формы и опорных роли ков и сокращения энергозатрат. Указанная цель достигается тем, что в устройстве для изготовления железобетонных изделий, со ержащем мно гоместную форму с несущей рамой и фор мующими полостями, разделенными по длине на ртдельные участки, соеди енные шарнирами, расположенными в верхней и нижней частях формы, последние из которых соединены с несущей рамой приспособления для прдъема опорных роликов, выполненные в виде шарнирнорычажных механизмов, одни концы которых соединены с рамой, а другие располон ёны с возможностью перемещения в установленных на раме вертикаль ных направляющих, имеются продольные направляющие с установленной в них .приводной тележкой с боковыми пластинами, выполненными с криволинейными пазами и пальцами, закрепленными на секциях формы и шарнирно-рычажных механизмах. На фиг. 1 изображено предлагаемое устройство в исходном положении (положение формования), общий-вид; на фиг. 2 - то же, в положении распалубки; на фиг. 3 - вид А на фиг. 1. Устройство состоит из формы, разделенной вдоль-своей оси на несколько участков 1 и 2, которые соединены между собой в верхней части шарнирами 3,-а в нижней части каждый из этих участков прикреплен шарнирами 4 к общей несущей раме 5. Форма имеет торцо вые борта 6 с рычагами 7, соединенными шарнирами 8 с формой и шарнирами 9, с несущей рамой 5. В направляющих 10 несущей рамы 5 установлена тележка 11, приводимая в действие гидроцилинд ром 12. На тележке установлены боковые пластины 13 с криволинейными пазами IV, в которых размещены пальцы 15 элементов формы и пальцы 16 приспособления для подъема опорных роликов 17 выполненные в виде шарнирнорычажных механизмов 18. Каждый шарнир нопрычажный механизм одним концом присоединен к несущей раме 5, а другим с опорным роликом 17 расположен в вертикальных направляющих 19, установленных на несущей раме 5. Устройство работает следующим образом. Для распалубки готовых изделий открывают торцевые борта 6, затем включают гидроцилиндр 10, который перемещает тележку 11 в направляющих 10 несущей рамы 5. При этом пальцы 15 элементов формы перемещаются в криволинейных направляющих пазах 1 боковых пластин 13, участки 1 формы перемещаются в направлении движения тележки, рычаги 7 поворачиваются вокруг шарниров 8 и 9, открывая торцовые борта 6 и фиксируя их в этом положении. Происходит одновременный отрыв формую их поверхностей от изделий при |Опускании участков 1 и 2 формы. В этот момент пальцы 16 шарнирно-рычажных механизмов 18 перемещаются по прямолинейному участку криволинейных пазов 1. После того, как пальцы 16 выйдут на криволинейный участок пазов k, пальцы 15 выйдут на прямолинейный участок пазов, происходит подъем шарнирно-рычажных механизмов 18, т. е. в момент полного опускания участков 1 и 2 формы. При полном подъеме механизмов 18, когда пальцы 16 находят:ся на верхнем прямолинейном участке пазов 14, опорные ролики 17 поднима|ются в крайнее верхнее положение вместе с изделиями 19, которые выкатываются по ним на платформу или рольганг, расположенный у торца формы (не показан). Сборка формы в исходное для формования положение происходит в обратном порядке при движении тележки 11 в противоположном направлении. Формула изобретения .Устройство для изготовления железо, бетонных изделий, содержащее многоместную форму с несущей рамой и формующими полостями, разделенными по длине на.отдельные участки, соединенные шарнирами, расположенными в верхней и нижней частях формы, последние из которых соединены с несущей рамой приспособления для подъема опорных роликов, выполненные в виде шарнирнорычажных механизмов, одни концы которых соединены с.рамой, а другие расположены с возможностью перемещения в установленных.на раме вертикальных направляющих, отличающееся тем, что, с целью повышения надежности работы устройства путем надежной
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления железобетонных изделий | 1979 |
|
SU912504A2 |
| Многоместная форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1093566A1 |
| Устройство для изготовленияжЕлЕзОбЕТОННыХ издЕлий | 1978 |
|
SU806413A1 |
| Устройство для изготовления железобетонных изделий | 1979 |
|
SU893540A2 |
| Устройство для изготовления бетонных изделий | 1990 |
|
SU1736703A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ПУСТОТНЫХ ПЛИТ ПЕРЕКРЫТИЙ | 1996 |
|
RU2165845C2 |
| Устройство для формования изделий из бетонных смесей | 1989 |
|
SU1757890A1 |
| Устройство для формования криволинейных панелей-оболочек из бетонных смесей | 1982 |
|
SU1044462A1 |
| Установка для изготовления трубофильтров из жестких бетонных смесей | 1986 |
|
SU1447684A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
