(54) УСТРОЙСТВО ДЛЯ СЕЛЕКТИВНОГО КОМПЛЕКТОВАНИЯ
ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплектования деталей | 1984 |
|
SU1232934A1 |
| Автоматическая линия для технологических операций | 1981 |
|
SU1527471A1 |
| Автомат для селективного комплектования и сборки подшипников качения | 1974 |
|
SU519562A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СЕЛЕКТИВНОГО КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ДЛЯ СБОРКИ ПОДШИПНИКОВ КАЧЕНИЯ | 1991 |
|
RU2025594C1 |
| Устройство для контроля и сортировки герконов | 1979 |
|
SU874222A1 |
| Система управления селективной сборкой | 1979 |
|
SU1054016A1 |
| Устройство для обработки информации о комплектовании партии деталей | 1986 |
|
SU1425718A1 |
| Устройство для обработки информации о комплектовании многопараметрических деталей | 1983 |
|
SU1190378A1 |
| Устройство для обработки информации о комплектовании партии деталей | 1981 |
|
SU1001112A1 |
| Гибкая производственная система | 1988 |
|
SU1743802A1 |
1
Изобретение относится к автоматизированным системам хранения и комплектования изделий и может быт1 использовано, например, при сортировке и сборке узлов машин и приборов.
Известно устройство для селективного комплектования деталей,содержащее измерительные позиции, транспортные линии, линии комплектовочных позиций, блок управления 1./
Недостатком устройства является сравнительно низкая производительность , обусловленная наличием холостого хода и необходимостью переноса 1€талей с одной на другую комплектовочные позиции.
.Наиболее близким к изобретению является устройство для селактивного.жомплектования деталей, содержащее узел за-груэки, кинематически связанные с ним последовательно сое диненные измерительную станцию, транспортный узел, накопительный блок, блок управления, подключенный входом к измерительной станции,выходом -; ,к транспортному узлу 2 .
Недостатком устройства является низкая точность комплектации деталей, обусловлечная большим количест
вом групп, необходимых для комплектации.
Цель изобретения - повышение точности комплектования и производительности устройства при комплектовании ферромагнитных деталей.
Поставленная цель достигается тем, что накопительный блок выполнен в виде матрицы mxn индивидуальных
10 секций, каходая из которых выполнена в виде гнезда под одну деталь, охваченного соленоидом, имеющим два крайних и один промежуточный выводы, блок управления выполнен, с :двумя
15 группами выводов по m в каждой и
одной - по п выводов, первые крайние выводы соленоидов соединены g соответствующими им выводами первой группы m выводов, вторые - с соот20ветствующими им выводами группы п выводов, а промежуточные - с соответствующими им выводами второй груп пы m выводов блока управления.
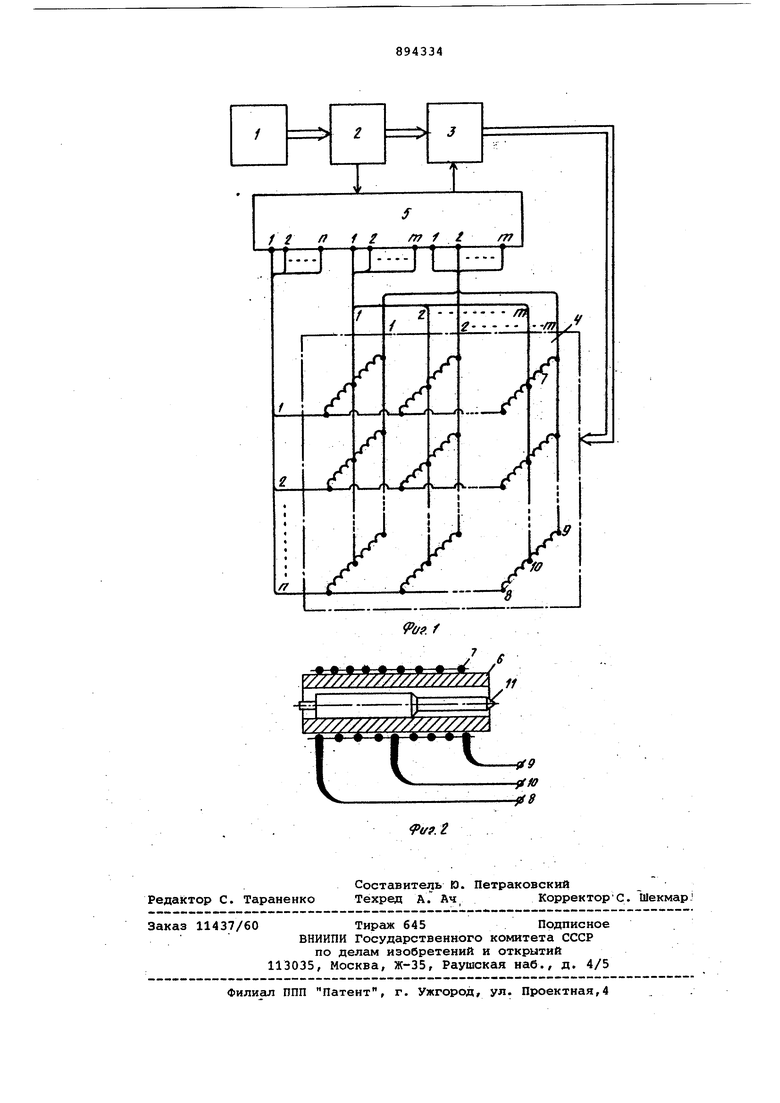
На фиг. 1 представлена блок-схема
25 устройства; на фиг. 2 - деталь в гнезде, охваченном соленоидом.
Устройство содержит (фиг.1) узел ). загрузки, кинематически связанные с ним измерительную станцию 2, транспортный узел 3, накопительный блок
4, блок 5 управления, подключенный к измерительной станции и транспортному узлу. Исполнительный блок выполнен в виде матрицы m х п индивидуальных секций, каждая из которых представляет собой гнездо 6 (Лиг.2) охваченное соленоидом 7 (фиг.1 и 2) Каждый соленоид имеет два крайних вывода 8 и 9 и один промежуточный вывод 10. Выводы соленоидов соединены с соответствующими выводами групп выводов блока 5 управления.
Устройство работает следующим образом.
Из узла 1 загрузки деталь попадает на измерительную станцию 2,где происходит измерение необходимых параметров детали 11 (фиг,2), Результаты измерения передаются в блок 5 управления.. После измерения деталь , устанавливается транспортирующим узлом 3 перед одним из свободных гнезд 6 накопителя 4. Адреса свободных гнезд хранятся в памяти блока управления. После установки де тали перед гнездом блок управления выдает управляющие сигналы к выво-, дам 8 и 9 соленоида, расположенного в этом гнезде. Возникающее при этом в соленоиде электромагнитное поле втягивает ферромагнитную деталь в гнездо накопителя..После этого блок управления запоминает измеренные па раметры детали и адрес занятого гнезда накопителя и вьщает команду на перемещение транспортирукидего узла в исходное положение.
По запросу внешних устройств, например с линии сборки, о необходимости выдачи детали из определенного гнезда блок управления подключает управляющие сигналы к выводам 8 и 10 соленоида, охватывгцощего соответствующее гнездо накопителя.
Возникающее при этом импульсное магнитное поле выталкивает деталь из гнезда.
Формула изобретения
Устройство для селективного комплектования деталей, содержащее узел загрузки, кинематически связанные с ним последовательно соединенные измерительную станцию, транспортный узел, накопительный блок, блок управления, подключенный входом к измерительной станции, выходом к транспортному узлу, отличающееся тем, что, с целью повышения точности комплектования и производительности устройства при комплектовании ферромагнитных деталей, накопительный блок выполнен в виде матрицы m л п индивидуальных секций, каждая из которых выполнена в виде гнезда под одну деталь, охваченного соленоидом, имеющим два крайних и один промежуточный выводы блок управления выполнен с двумя группами выводов по m в каждой и одной - по п выводов, первые крайни выводы соленоидов соединены с соответствующими им выводами первой группы m выводов, вторые - с соответствующими им выводами группы п выводов, а промежуточные - с соответствующими им выводами второй группы m выводов блока управление
Источники информации, принятые во внимание при экспертизе
ft /} 12 mil т
ЕГ
/
/
.«f й« . . / / у//////////////////77л ff
У//////////////////Л
г ---
tff. f
-If9 -fffO -ffS
