Изобретение относится к измерительной технике, а именно к многопо- ЗИ1У1ОННЫМ автоматическим измерительным линиям.
Известны многопозиционньш контрольно-измерительные автоматические линии, содержащие ряд последовательно установленных измерительных позиций, транспортную систему, расположенную вдоль автоматической линии и устройство управления измерительными позициями и транспортной системой. Устройство уттравления построено по жесткому алгоритму, такт работы линии постоянен и определяется временем работы измерительной позиции с самым длительным ;иклом l .
Известны также аьтоматические линии для технологических операций, содержащие ряд последовательно расположенных технологических позИ1Щй с устройствами управления нижнего уровня-технологическиья позициями, каждое с программно управляемь ; приводом, блоком промежуточных результатов и средствами передачи этой информащга, транспортную систему, вьшолненную в виде последовательно располо еннь х тра спортньк секций со своими устройствами управления, а таюке устройство управления верхнего уровня, связанное командны- i-ai и информациониьми шишами с устройствами управления нижнего уровня технологическим позициями и секциями транспортной системы, содержащее блок переработки технологической информац п и блок передачи командной (программной) информации устройствам управления нижнего уровня. Устройства управления нижнего уровня выполнены в виде устройства ЧПУ с памятью на магнитной ленте. В процессе отработки прогрэ шы изменение Последней невозможно 2 .
При последовательном прохождении Ш1 отовками технологических позиций такт линии определяется временем цикла самой медленной позиции, что снижает производительность автоматической шнии.
Целью изобретения является повышение производительности и техколо- °гической гибкости линии.
Достижение цели обеспечивается тем, что в автоматической линии для технологических операций, содержащей ряд последовательно расположенных
технологических позиций с устройствами управления нижнего уровня технологическими позициями, каждое с
программно управляемым приводом, блоком памяти промежуточных результатов и средствами передачи информации, транспортную систему, вьтолнен- ную в виде последовательно расположенных транспортных сек1ЩЙ со своими устройствами управления, а также устройство управления верхнего уровня, связанное командными и информационными шинами с устройствами управления нижнего уровня технологическими позициями и секциями транспортной системы, включающее блок переработки технологической информации и блок передачи командной (программной) информации устройствам управления нижнего уровня, каждая технологическая позиция выполнена в виде измерительной станции для одного или нескольких размерных параметров, измерительные станции размещены на расстояниях, равных или кратных шагу транспортной системы, устройства управления секциями тран- спорт ой системы выполнены независимыми для каждой позиции и снабжены программно управляемыми приводами, а устройства управления нижнего уровня технологическими позициями снабжены связанными с устройством управления верхнего уровня средствами изменения командной (программной) информации в процессе выполнения технологических операций.
Автоматическая линия для технологических операций отличается также и тем, что средства изменения командной (программной) информации выполнены в виде свободной зоны памяти в устройствах управления нижнего уровня, технологического ариф- метическо-логического устройства и канала двустороннего обмена технологической информацией с устройством управления верхнего уровня.
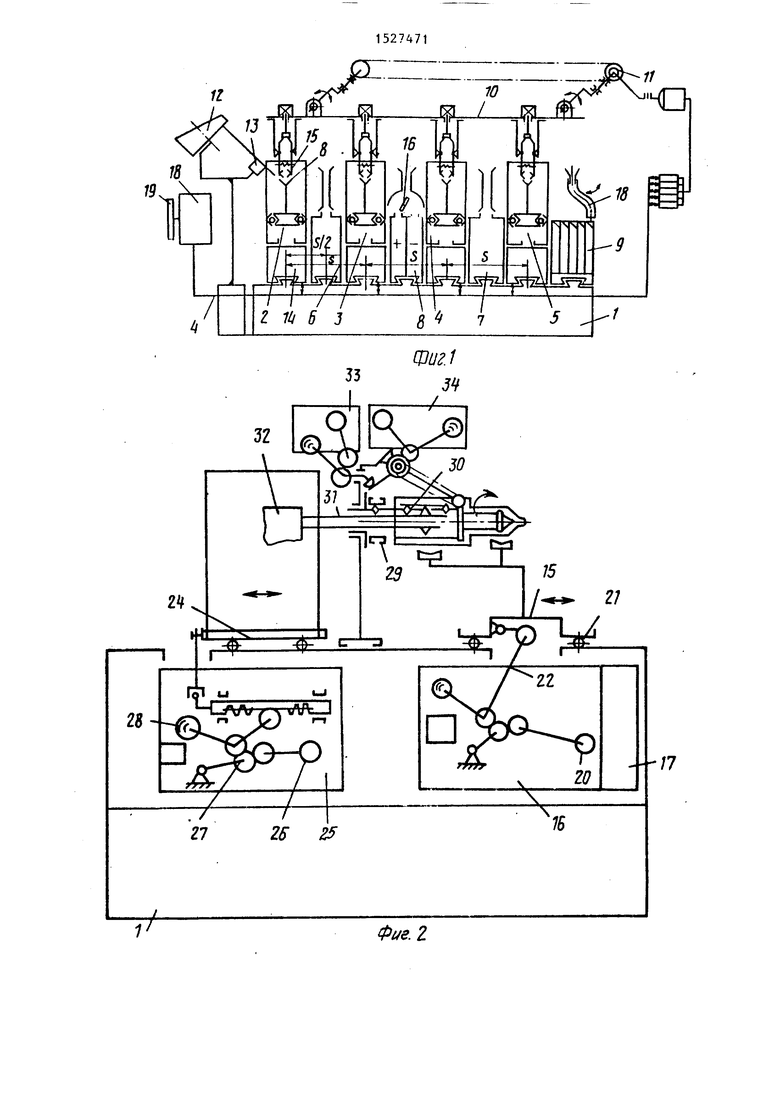
Па фиг. 1 дана общая структура автоматической на фиг. 2 - измерительная станция для измерения диаметров и формы поверхностей вращения; на фиг. 3 то же, для измерения осевых размеров; на фиг. 4 - структура устройств управления автоматической линией.
Автоматическая линия длл технологических операций смонтирована на
51
основании 1, где с шагом S установ- лены измерительные станции 2-5. Между станциями размещены приемники ответвляющего потока деталей (приемники брака), которые могут быть как односекционными 6 и 7, так и двухсекционными 8. В конце линии размещен многосекционный приемник 9 продукции с секциями, предназначен- ными для разных групп качества выходящей продукции. Вдоль линии размещена транспортная система 10 с позиционным приводом 11 продольного перемещения. Для загрузки заготовок линия снабжена бункерным питателем 12 с механизмом 13 поштучной вьщачи С каждой измерительной станцией сблокировано устройство 14 управления нижнего уровня. Каждая секция транспортера снабжена поперечным досылателем 15 с программно управляемым приводом 16 и устройством 17 управления секцией транспортной системы (фиг. 2). В состав линии вхо- дит устройство 18 управления верхнего уровня (фиг. 1), связанное с устройствами управления нижнего уровня, и пульт 19 управления.
Измерительные станции и секции транспортной системы раскрыты более подробно на фиг. 2 и 3. В каждой секции транспортной системы содержится хотя бы один программно упрявля- емьй привод 16 (привод поперечного досылателя). В состав программно управляемого привода входят электродвигатель 20, кинематическая (рычаж- но-шестеренчатая) передача 21 и 22 и кодовый преобразователь 23. Измерительные станции, выполняющие внутренние измерения, содержат подвижную каретку 24 (фиг. 2), программно управляемый привод 25 перемещения каретки, состоящий из двигателя 26, кинематической передачи 27 и кодового преобразователя 28. В зависимости от типа контрольных операций станция оснащается средствами 29 и
30 базирования, измерительными рычагами 31 соответствующих конфигураций и преобразователями 32, связанными с упомянутыми измерительными рычагами. В состав станции могут входить вспомогательные устройства 33 и 34, для вращения детали, арретирования и т.п., также снабженные программно управляемыми приводами.
0 5
е
0
5
16
Вспомогательные устройства могут содержаться и в секциях транспортной системы (фиг. 3). В представленной на этом чертеже секции содержится второй программно управляемьв привод 35 установки на измерительную позицию образцовой детали 36.
Структура средств управления автоматической линией представлена на фиг. 4. Структурные блоки на этой схеме обозначены следующими позициями: устройство 32 управления верхнего уровня (УУВУ), устройство 38 управления нижнего уровня (УУНУ) (в состав автоматической линии входит несколько таких устройств), устройство 39 управления секцией транспортной системы (УУСТ) (в составе AJI также несколько таких устройств), канал 40 связи с шинами адреса, команд и технологической информации, пульт 19 управления автоматической линией (УУВУ).
Устройство управления верхнего уровня содержит блок 41 управления и синхронизации с регистром 42 команд, оперативное запоминающее устройство (ОЗУ) 43, постоянное запоминающее устройство (ПЗУ) 44, арифметическо- логическое устройство (ЛЛУ) ч.5 и связанный с шм блок 46 регистрации диспетчерских данных, характеризующих работу линии (число деталей, прошедших линию, число годньос деталей и забракованных по параметрам, число простоев, время и шифр простоя и т.п.).
УУВУ содержит также регистр 47 команд, связанный со всеми устройствами управления нижнего уровня шиной двустороннего обмена, и регистр
48адреса, определяющий направление сигнала и адрес устройства, которому передается (принимается) команда.
Кроме того, УУВУ содержит регистр
49обмена технологической информац - ей, связанный с УУНУ шинами двустороннего обмена, и регистр 50 прерываний, связанный линией запроса прерывания со всеми устройствами нижнего уровня, установленных на измерительных станциях и секциях транспортной системы.
Каждое из устройств уг1равления нижнего уровня (УУНУ) содержит свой блок 51 управления и синхронизации дпя работы устройства как в режиме подчиненности, так и в автономном
1
режиме. llfiK автономного режима предусмотрен пульт 52. В состав устрой- стра входит технологическое арифме- тическо-логическое устройство (АЛУТ) 53, ОЗУ 54 и ПЗУ 55, а также регистр 56 команд, в котором хранится и рас- шифровьшается очередная команда- В устройстве содержатся также блоки 57 управления приводами (БУП), которых может быть несколько в зависимости от числа программно управляемых приводов. На фиг. i обозначены электродвигатели 58, кодовые преобразователи 59, измерительные преобразовате- ли 60, входящие в достав станции, дополнительные устройства 61. Для связи с устройством верхнего уровня предусмотрены регистр 62 ввода- вывода для передачи управляющих ко- манд и запросов и регистр 63 обмена технологической информацией.
Устройство управления секцией транспортной системы также содержит свой блок 64 управления и синхрони- загщи, регистр 65 команд, технологическое AJiy Ьб, ПЗУ 67, блоки 63 управления приводом. Управляемые этими блоками двигатели и кодовые преобразователи обозначены соответствен но позии шми 69 и 70. Для обмена с устройством верхнего уровня предусмотрены регистры ввода-вывода 71 и обмена технологической информацией 72. Для автономного управления секцией транспортной системы предусмот- рен технологический пульт 73. Все устройства управления снабжены индивидуальными источниками питания (не показаны).
Автоматическая линия для технологических операщад работает сле/1,ую1цим образом.
Из бункерного питателя 12 через механизм 13 поштучной выдачи заготовки поступают на входную измерительную стацию 2, где выявляется пригодность детали для контроля (блокировочная позиция а оттуда транспортной системой переносятся V последующим измерительньм
станциям. Результаты измерения, за- фиксированные измерительными преобразователями 32, в цифровой форме передаются н связанное с этой позицией устройство управления нижнего уровня, где выполняется первичная обра- ботка результатов измерений. Эта обработки выполняется с помощью технологического АПУ 53 по программе.
8
„ г n
5 Q
0
5
0
хранящейся в ОЗУ 54 (типовые циклы обработки информации хранятся в ПЗУ 55). По результатам измерения проконтролированную деталь относят к той или иной группе качества и результат разбраковки передается в устройство управления верхнего уровня через регистр 63 обмена технологической информацией. В течение цикла контроля в соответствии с управляющей программой могут вьшолняться перемещения измерительных и вспомогательных механизмов с помощью программно управляемых приводов (блок 57 управления приводом, управляемый электродвигатель 58). Перемещение узлов и механизмов контролируется кодовыми преобразователями 59. Движение считается законченным, когда вьэсодящий с преобразователя код совпадает с заданным. После окончания программы контроля устройство управления нрскнего уровня через регистр ввода-вывода подаст сигнал об окончании цикла. Устройство управления верхнего уровня вьтолняет логи- обработку сигналов всех измерительных станций и подает команду на включение секций транспортной системы. В зависимости от результатов контроля на предыдущих станциях секциям транспортной системы могут быть поданы команды, вызывающие различные функции транспортера: перенос на по- следутощлто позицию, перенос в тот или иной приемник брака или группы качества. Приводы секций транспортера также снабжены кодовыми преобразователями, что позволяет задавать программу работы транспортера в числовой форме.
Устройство управления верхнего уровня следит за группой качества каждого из проконтролированньис объектов вплоть до его сброса в бункер брака или соответствующей группы качества. Число объектов каждой группы отмечается блоком 46 регистрации диспетчерских данных.
Измерительные станции, контролирующие параметры с жесткими допуска- fи, нуждаются в периодической перепроверке и поднастройке по образцовым деталям. Устройство управления верхнего уровня задает периодичность такой поднастройки. По команде этого устройства на соответствующую измерительную позицию устанавливают об915
разцовую деталь 36, для чего подают соответствующую команду секции транспортера. Результат измерения образцовой детали усредняется устройством управления нижнего уровня и передается в верхний уровень. Так выполняется сравнение результат измерения с действительным размером образцовой детали и вырабатывается величина поправки, которая возвращается устройству управления нижнего уровня. Для того, чтобы поднастройка позиций отнимала минимальное время, используется следующая стратегия поднаст- роек. После исчерпания межповерочного периода устройство управления верхнего уровня ожидает перед поверяемой позицией пустого места, образовавшегося вследствие невьщачи детали бункерным питателем или за- бракования очередной детали на пре- дьщущих позициях.
Производительность автоматической линии увеличивается также за счет того, что при возникновении в техно- логическом потоке пустого места работа транспортной системы начинается до окончания работы измерительной станции, следующей за пустым местом. Это позволяет уменьщить такт работы линии, делая его в ряде случаев меньшим, чем длительность самой длительной контрольной операции. Структура линии позволяет изменять длительность контрольных операций в зависимости от конкретных ситуаций. Например, если результат измерения лежит вблизи границы поля допуска (в зоне допустимых погрешностей измерения) , то для повьш1ения достовер7471
10
ности выполняется серия последовательных измерений, а за результат измерения принимается среднее из этой серии. Цикл контроля в этом случае соответственно удлиняется, а такт линии приспосабливается к этому удлиненному циклу. Последующие секции транспортера выполняют пере- грузки деталей, а образовавшиеся
пустые места используются для выполнения перепроверок.
В случае высокой технологической
стабильности отдельных параметров (результаты измерений лежат далеко от границ поля допуска) измерительные станции, контролирую1цие эти параметры, переходят по команде устройства верхнего уровня на контроль по сокращенной программе, например измерение овальности выполняется не за целый оборот, а за половину оборота детали. Устройство управления
верхнего уровня отменяет сокращенную программу контроля в случае нарушения технологической стабильности контролируемых параметров.
Если в результате контроля возникнет непредусмотренная программой ситуация, или результаты измерения свидетельствуют о массовом браке, устройства управления нижнего уровня подают аварийный сигнал по каналу прерываний (через регистр 50 прерываний) . Устройство управления верхнего уровня по этим сигналам либо включает программу полной перепроверки измерительных станций, либо
останавливает работу линии и подает ав арийный си г н ал.
/z
//



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для селективного комплектования деталей | 1979 |
|
SU894334A1 |
| Система регистрации сейсмической информации | 1986 |
|
SU1354151A2 |
| Автоматизированный комплекс мониторинга процесса транспортирования нефтепродуктов по наземному сборно-разборному полевому магистральному трубопроводу с соединением "раструб" | 2023 |
|
RU2812007C1 |
| Система регистрации сейсмической информации | 1984 |
|
SU1249604A1 |
| ПОДВОДНЫЙ ЗОНД | 2008 |
|
RU2370787C1 |
| ПОДВОДНЫЙ ЗОНД | 2008 |
|
RU2365940C1 |
| Универсальная объектно-ориентированная мультиплатформенная система автоматической диагностики и мониторинга для управления состоянием и предупреждения аварий оборудования опасных производственных и транспортных объектов | 2019 |
|
RU2728167C1 |
| СИСТЕМА МАНЕВРОВОЙ АВТОМАТИЧЕСКОЙ ЛОКОМОТИВНОЙ СИГНАЛИЗАЦИИ (МАЛС) | 2008 |
|
RU2369509C1 |
| Унифицированный командно-измерительный пункт | 2019 |
|
RU2713679C1 |
| СПОСОБ АДАПТИВНОГО КОНТРОЛЯ ДОСТОВЕРНОСТИ ПЕРЕДАЧИ КОМАНДНО-ПРОГРАММНОЙ ИНФОРМАЦИИ НА КОСМИЧЕСКИЙ АППАРАТ | 2015 |
|
RU2619156C2 |


Цель изобретения - повышение производительности и технологической гибкости. Линия содержит ряд последовательно расположенных технологических позиций. Каждая технологическая позиция выполнена в виде измерительной станции для одного или нескольких размерных параметров, измерительные станции размещены на растояниниях, равных или кратных шагу транспортной системы, устройства управления секциями транспортной системы выполнены независимыми для каждой позиции и снабжены программно управляемыми приводами, а устройства управления нижнего уровня технологическими позициями снабжены связанными с устройством управления верхнего уровня средствами изменения командной (программной) информации в процессе выполнения технологических операций. Средства изменения командной (программной) информации выполнены в виде свободной зоны памяти в устройствая управления нижнего уровня, технологического арифметическо-логического устройства и канала двустороннего обмена технологической информацией с устройством управления верхнего уровня. 1 з.п.ф-лы, 1 ил.
Фи.
Фие.2.
52 з;
фи&З
| Устройство для контроля линейных размеров | 1974 |
|
SU934189A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Грачев Л.Н | |||
| и др | |||
| Автоматизированный участок с групповьм программным управлением для механической обработки деталей типа тел вращения | |||
| - Станки и инструмент, 1972, № 4, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
