Изобретение относится к нёразрушающему способу контроля дефектов (прижогов), возникающих при шлифовании и заточке изделий из инструментальной стали, например режущего инструмента, и может быть использовано в любой отрасли промьшленности, изготовлякщей и использунмцей режущий инструмент.
По основному авт.св. №819674 известен способ исследования дефектных слоев, возникающих на поверхности стальных изделий при шлифовании и заточке, включает травление в растворе пассивирующей кислоты в трехэлектродной ячейке при пропускании анодного тока в потенциостатическом режиме в области потенциалов, в пределах которой скорость травления дефектных участков на 1-2 порядка меньше, чем недефектных. После травления недефектные участки покрывают электроизолирующей маской и проводят повторное потенциостатическое травление дефектных участков с измерением плотности тока во времени 1.
НедосФатком данного способа является невозможность идентифицировать и определить глубину дефектных слоев отпущенного характера, скорость травления которых соизмерима со скоростью травления недефектных участtoков.
Цель изобретения - определение глубины дефектных слоев отпущенного характера.:
Поставленная цель достигается
15 тем, что травление проводят при Пропускании анодного тока сначала в потенциостатическом режиме в области потенциалов активного растворения, а затем в потенциодинамическом режиме
20 в области потенциалов от стационарного до 1,6 В относительно насыщенного хлорсеребряного электрода сравнения с измерением тока при каждом
i потенциале и повторяют последовательность этих травлений до полного стравливания дефектного слоя, глубину которого определяют по сумме толщин стравленных слоев.
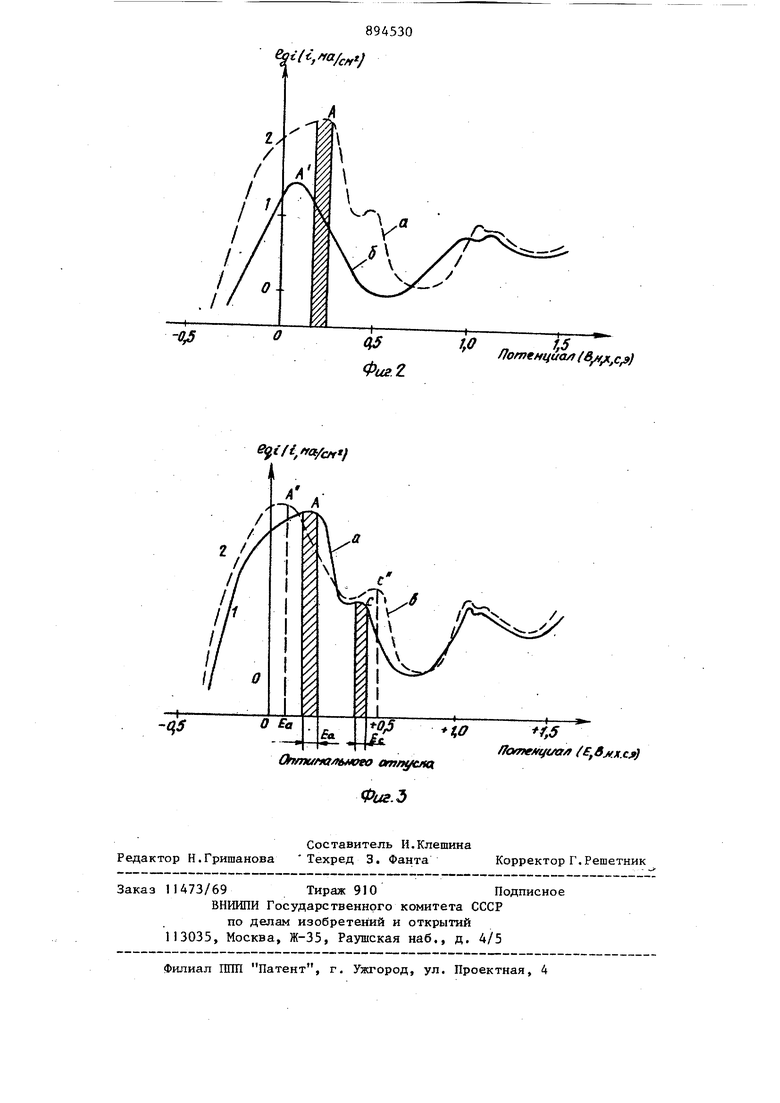
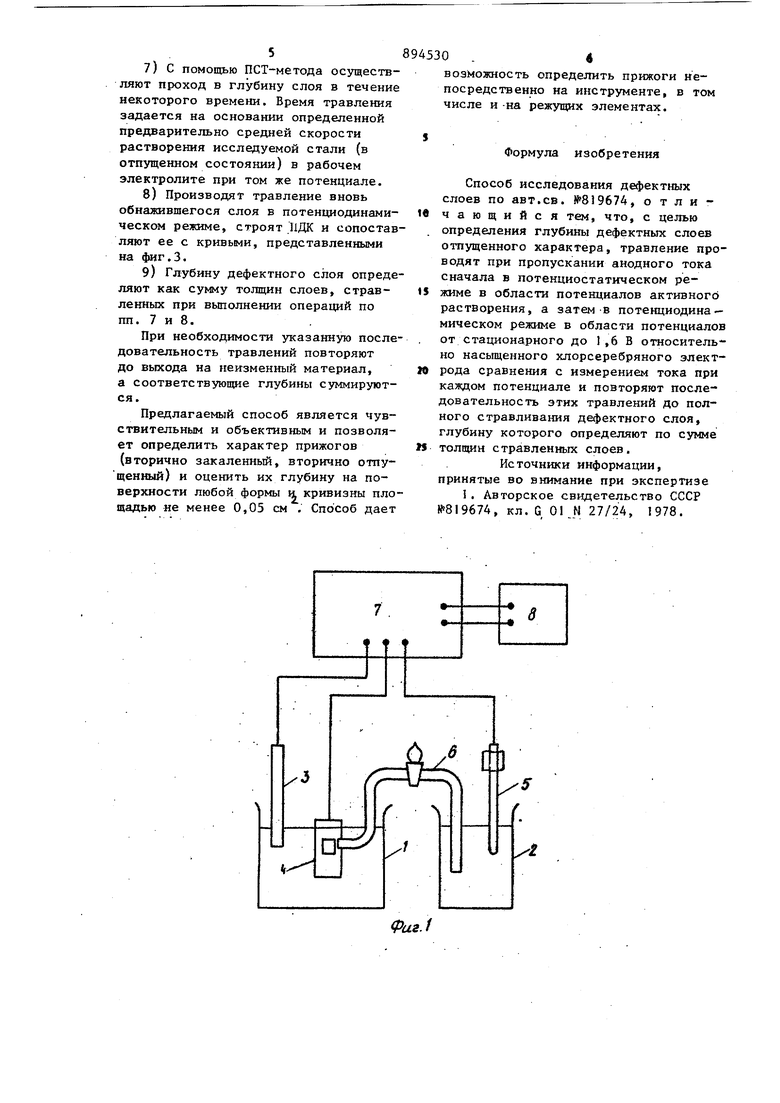
На фиг. 1 приведена принципиальная схема трехэлектродной ячейки для осуществления предлагаемого способа 5 на фиг, 2 - потеициодинамические кривые (ПДК) для отпущенной по оптимальному режиму а и вторично закрепленной после оптимального отпуСка контролируемой стали б; на фиг. 3 - анодные потенциодинамические кривые (ПКД для отпущенной по оптимальному режиму контролируемой стали а и для дефектного слоя отпущенного характера « ..
Устройство для осуществления этого способа представляет собой трехэлектродную ячейку, в которой имеются две емкости: емкость 1-е пассивирующей кислотой, емкость 2-е насыщенным раствором хлористого калия (КС) .
В емкость 1 помещается катод (платиновый) 3 и изделие 4, являкщееся анодом. В емкости 2 находится хлорсеребряный электрод 5 сравнения. Контакт растворов в емкостях I и 2 осуществляется с помощью электролитического ключа 6, часть которого, погруженная в емкость I, заполнен рабочей кислотой, а часть, погруженная в КС 1, заполнена КС1. Электролитический ключ должен быть расположен на расстоянии 1-2 мм от поверхности анода. Электролитическая ячейка подключена к потенциостату или потенциометру 7. Регистрация тока осущестляется с помощью самопипгущего потенциометра КСП-4 или миллиамперметра 8 Травление производится при комнатной температуре в условиях свободного контакта с атмосферой.
Предлагаемьй способ осуществляется следующим образом.
{) Изделие с тщательно обезжиренной к обособленной поверхностью закрепляют в приспособлении и погружают в ячейку.
2)Изделие катодно поляризуют ; (активируют) в течение 3-5 мин при потенциале на 0,1-0,2 В отрицательнее стационарного потенциала.
3)2-х ступенчатое анодное травление осуществляют в потенциостатическом режиме при определенном потенциале по 1 мин каждое, фиксируя изменение тока во времени.
Потенциал травления в соответствии с маркой стали и рабочим электролитом выбирается из сопоставления анодных потенциодинамических кривых (ПКД) а и б (защтрихованная область фиг.2). При этом потенциале вторично закаленные слои на поверхности изделия пассивируются, что характеризуется уменьшением тока в процессе травления до некоторого минимального значения. Оптимально отпущенные слои при этом потенциале
5 находятся в состоянии активного растворения, что характеризуется ростом тока в процессе травления до некоторого максимального значения.
4) Изделие вынимают из раствора
0 и осуществляют визуальный осмотр. Светлые пятна указывают на наличие вторично закаленных участков на контролируемой поверхности.
55) Для оценки глубины вторично
закаленного слоя обособляют светлый участок с помощью парафиновой или иной электроизолирующей маски и повторяют операции -1 и 2. Выполняют анодное травление в потенциоста0тическом режиме при потенциале, выбранном по п.З, фиксируя изменение тока растворения во времени. Анодное травление продолжают до скачкообразного возрастания тока.
5
б) На обнажившихся темных y iacTках проводят анодное травление в потенциодинамическом режиме от стационарного потенциала до 1,6 В (относительно насьщенного хлорсереб0ряного электрода сравнения). Изменяя ток при каждом потенциале, строят кривую логарифм плотности анодного тока - изменяющийся потенциал, т.е. потенциодинамическую кривую (ПДК).
5 Путем сравнения ее с ПДК, представленными на (фиг.З), идентифицируют состояние обнажившегося слоя.
Если ПДК обнажившегося слоя аналогична ПДК для оптимально отпущен5 ного состояния (кривая а фиг.З),
то дефектный слой отпущенного характера отсутствует.
Если ПДК обнажившегося слоя отлична от ПДК для оптимально отпущен55 нрго состояния и подобна, например, кривой -б (фиг.З), то констатируют наличие дефектного слоя отпущенного характера.
7)с помощью ПСТ-метода осуществляют проход в глубину слоя в течение некоторого времени. Время травления задается на основании определенной предварительно средней скорости растворения исследуемой стали (в отпущенном состоянии) в рабочем электролите при том же потенциале.
8)Производят травление вновь обнажившегося слоя в потенциодинамическом режиме, строят ПДК и сопостав ляют ее с кривыми, представленными на фиг. 3.
9)Глубину дефектного слоя опреде ляют как сумму толщин слоев, стравленных при выполнении операций по пп. 7 и 8.
При необходимости указанную после довательность травлений повторяют до выхода на неизменный материал, а соответствующие глубины суммируются.
Предлагаемый способ является чувствительным и объективньм и позволяет определить характер прижогов (вторично закаленный, вторично отпущенный) и оценить их глубину на поверхности любой формы II кривизны пло щадью не менее 0,05 см . Способ дает
894530 .4
возможность определить прижоги непосредственно на инструменте, в том числе и-на режущих элементах.
Формула изобретения
Способ исследования дефектных слоев по авт.св. №819674, о т л и чающийся тем, что, с целью определения глубины дефектных слоев отпущенного характера, травление проводят при пропускании анодного тока сначала в потенциостатическом режиме в области потенциалов активного растворения, а затем в потенциодина- мическом режиме в области потенциалов от стационарного до 1,6 В относительно насыщенного хлорсеребряного электрода сравнения с измерением тока при каждом потенциале и повторяют последовательность этих травлений до полного стравливания дефектного слоя, глубину которого определяют по сумме
толщин стравленных слоев.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №819674, кл. G 27/24, 1978.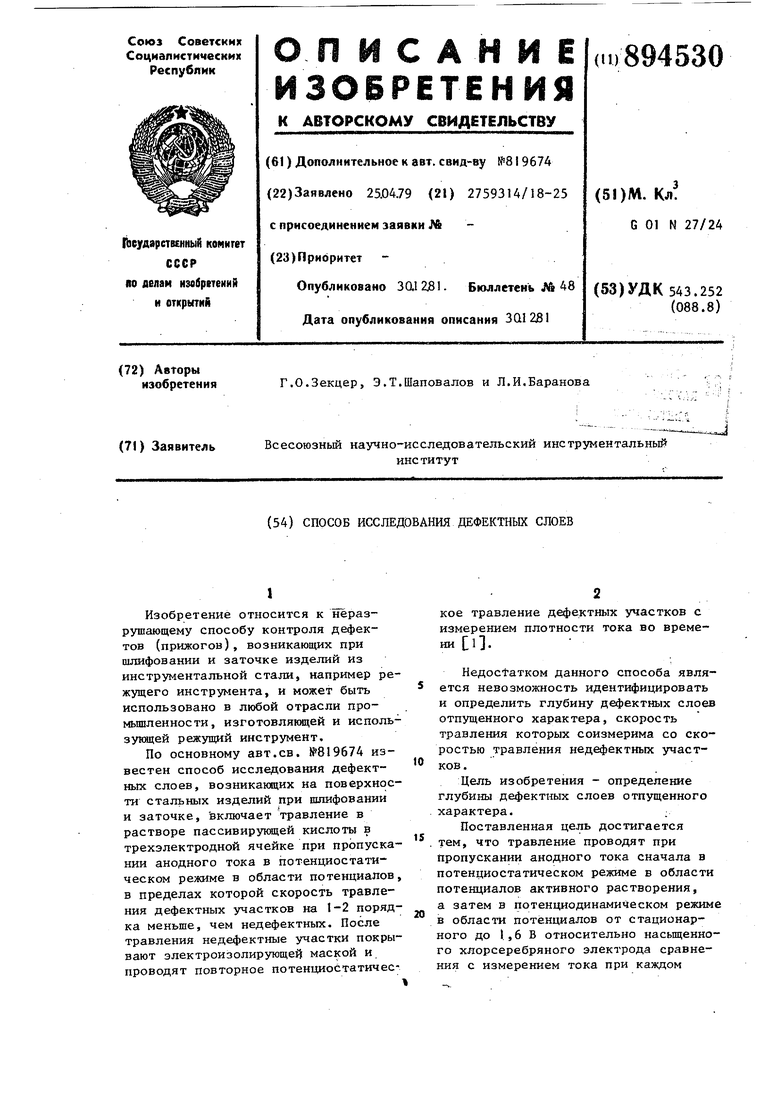
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обнаружения и исследования дефектных слоев,возникающих на поверхности стальных изделий при шлифовании и заточке | 1981 |
|
SU958947A1 |
| Способ исследования дефектныхСлОЕВ | 1978 |
|
SU819674A1 |
| СПОСОБ НАНЕСЕНИЯ МЕЖКРИСТАЛЛИТНЫХ КОРРОЗИОННЫХ ПОРАЖЕНИЙ НА АЛЮМИЕВЫЕ СПЛАВЫ | 2014 |
|
RU2572075C1 |
| Способ определения удельной поверхности металлов | 1978 |
|
SU855478A1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ АЛЮМИНИЯ ИЛИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2622466C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ АЛЮМИНИЯ | 2017 |
|
RU2693278C2 |
| Способ определения концентрации ингибиторов коррозии в пластовой воде (варианты) | 2024 |
|
RU2823917C1 |
| Электрохимический способ получения микропористой структуры сплава на основе золота | 2021 |
|
RU2784188C1 |
| Способ прогнозирования склонности медных сплавов к локальной коррозии в городской сточной воде | 1990 |
|
SU1748022A1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ АНАЛИЗА КАРБИДНО-ХРОМОВЫХ МАТЕРИАЛОВ | 1993 |
|
RU2089895C1 |