Изобретение относится к области металлообработки шлифованием с подачей смазочно-охлаждающих жидкостей (СОЖ). Известно устройство, обеспечивающее подвод СОЖ к торцам шлифоваль ного круга через сопла, имеющие клиновую полость . Известно также устройство для подачи СОЖ к шлифовальному кругу, содержащее планшайбу для установки круга,, выполненную в- виде оправки с внутренней полостью и сквозными ради альными отверстиями и прижима с ради альными пазами, и сопло для поДачи СОЖ во внутреннюю полость оправки. На посадочной поверхности прижима вы полнена угловая проточка, а диаметр сквозных отверстий в оправке больше высоты круга 2. К недостаткам этого устройства от носятся неэффективность действия СОЖ особенно при увеличении высоты круга ввиду подачи ее только по торцам кру га, неравномерности потока СОЖ вдоль периметра круга при подводе непосред ственно через радиальные отверстия и малого ее минутного расхода. Целью изобретения является повышение эффективности действия СОЖ. Указанная цель достигается тем, что устройство для подачи СОЖ к шлифовальному кругу, содержащее планшайбу для установки круга, выполненную в виде оправки и двух шайб с внутренними полостями и периферийными отверстиями, и сдвоенного сопла для подачи СОЖ во внутренние полости шайб, имеет сборник отброшенной за счет центробежных сил СОЖ и направляющее сопло, образующее с поверхностью круг-а клиновую полость для обеспечения режима гидродинамической подачи СОЖ в зону шлифования. Равномерность потока СОЖ и отсутствие пограничных воздушных потоков вдоль торцов круга обеспечены тем, что на прилегающих к ним плоскостях
|полых шайб в месте выхода периферийных отверстий выполнены выточки, образующие кольцевые щели шириной 0,5 1,0 мм.
Сборник СОЖ с направляющи,.соплом охватывает 0,8-0,9 окружност.и шли(1)Овального круга, в результате чего обеспечено вращение круга в жидкостной ванне и почти полностью исключено образование пограничных воздушных потоков по периферии, что дополнительно увеличивает эффективность гидродинамической смазки, которая соз дана и на периферии и на торцах шлифовального круга.
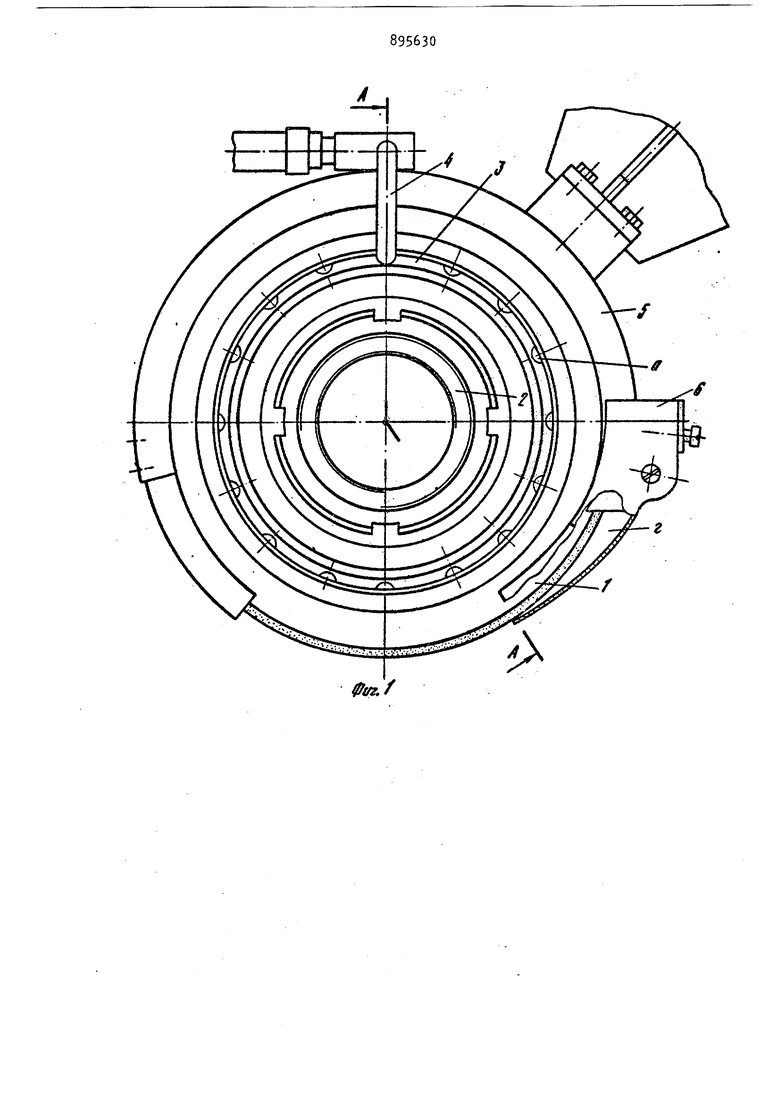
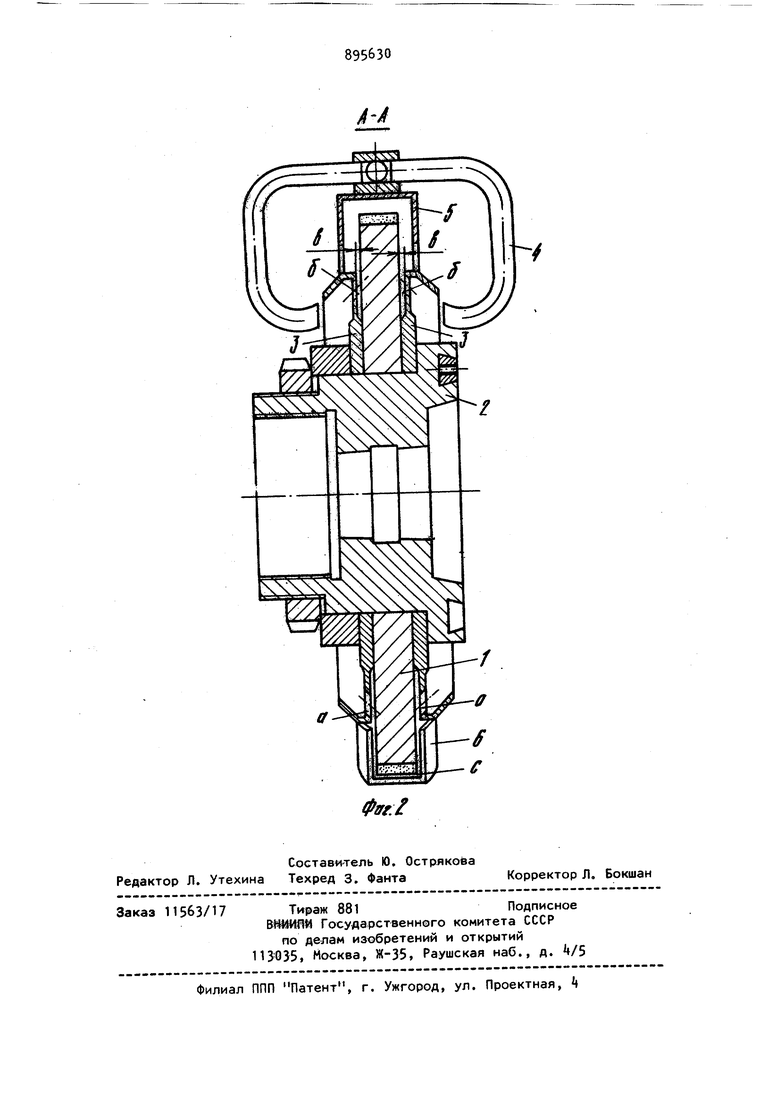
На фиг. 1 изображено предлагаемое устройство сбоку; на фиг. 2 - разрез
по А-А на фиг. 1.
Устройство содержит шлифовальный круг 1, установленный на оправке 2 между двумя полыми шайбами 3, имеющими периферийные отверстия а выходящие в кольцевые щели б шириной в 0,5-1,0 мм, сдвоенное сопло i, сборник СОЖ 5 и направляющее сопло 6, образующее с периферийной и торцовыми поверхностями круга 1 клиновую полость г.
Устройство работает следующим образом. COW через сдвоенное сопло подают в полости шайб 3 вращающихся вместе с кругом 1. Вращаемая за счет сил трения СОЖ под действием центробежных сил через периферийные отверстия а и кольцевые щели б подается вдоль торцов круга 1, смачивая и очищая их от продуктов шлифования на про тяжении всего периметра круга, и собирается в сборник 5.
Равномерная подача СОЖ через щели б исключает образование торцовых пограничных воздушных потоков. В сборнике 5 СОЖ изменяет направление двй жения, дополнительно увеличивает свою скорость за счет пограничного трения
95630 . 4
о круг, и истекает через направляющее сопло 6 в режиме гидродинамической емазки. Так как сборник 5 охватывает большую часть окружности круга 5 1 , ТО: периферия круга 1 практически вся находится в жидкостной ванне и образования пограничных воздушных потоков вдоль нее почти не происходит, что дополнительно увеличивает эффективность гидродинамической смазки круга.
Испытания устройства для подвода СОЖ показали, что с его применением стало возможным повысить величину
ts минутной производительности электроалмазного шлифования сплава ЖСб-К на единице ширины круга до 200 мм/мм.мин, при обеспечении требуемого качества обработанной поверхности.
20
Формула изобретения
. Устройство для подачи смазочно25 охлаждающей жидкости (СОЖ) к шлифовальному кругу, содержащее планшайбу для установки круга, выполненную в виде оправки и двух шайб с внутренними полостями, и сопло для подачи 3J) в эти полости, отличающеес я тем, что, с целью повышения эффективности действия СОЖ, устройство снабжено сборником СОЖ и направляющим соплом, образующими с периферийной и с торцовыми поверхностями
35
круга клиновую полость и охватывающими 0,8-0,9 окружности круга.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 380932, кл. В 24 В 55/02, 1970.
2. Авторское свидетельство СССР ff , кл. В 2 В 55/02, 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| Устройство для подачи смазочно-охлаждающих жидкостей | 1975 |
|
SU554145A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| Устройство для подачи смазочно-охлаждающей жидкости (сож) при шлифовании | 1984 |
|
SU1201115A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2152297C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2013 |
|
RU2553760C2 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭКСПЛУАТАЦИОННЫХ ДИСБАЛАНСОВ ТОРЦОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2009 |
|
RU2417149C1 |
| Устройство для торцового шлифования | 1990 |
|
SU1785494A3 |