(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления деталей типа втулок | 1973 |
|
SU480576A1 |
| Способ производства втулок иТРуб из пРЕСС-КРОшКи | 1978 |
|
SU818905A1 |
| Способ изготовления полых цилиндрических изделий | 1972 |
|
SU482325A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТРЕНИЯ | 1972 |
|
SU353826A1 |
| Способ изготовления изделий из древесных прессовочных масс | 1979 |
|
SU899366A1 |
| УСТРОЙСТВО ДЛЯ СУШКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ ГОЛОЙ " GLYCYRRHIZA GLABRA L" | 2000 |
|
RU2168684C1 |
| Устройство для пропитки и прессования древесины | 1978 |
|
SU716812A1 |
| Установка непрерывного действия для изготовления плит из пресс-масс | 1983 |
|
SU1165581A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1971 |
|
SU303761A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОБЛОЧНОЙ ДЕТАЛИ ДЛЯ ТУРБОМАШИНЫ ПРИ ПОМОЩИ ДИФФУЗИОННОЙ СВАРКИ | 2012 |
|
RU2593245C2 |
I
Изобретение относится к способам изготовления полых цилиндрических деталей, преимущественно, из древесных частиц.
Известен способ изготовления полых цилиндрических деталей, преимущественно из древесных частиц путем подачи частиц в пресс-форму под углом к горизонтальной плоскости, ориентации частиц во вращаемой кольцевой пресс-форме и горячего прессования.
Частицы по известному способу подают в пресс-форму не только под углом к горизонтальной плоскости, но и под углом к вертикальной плоскости, которая проходит через геометрическую ось матрицы. При такой подаче .частицы ориентируются радиально 1.
Такая ориентация частиц не обеспечивает необходимой механической прочности деталей на растяжение по сечениям вдоль образующих.
Целью изобретения является повыщение механической прочности деталей на растяжение по сечениям вдоль образующих.
Для этого в способе изготовления полых: цилиндрических деталей, преимущественно из древесных частиц путем подачи частиц
в пресс-форму под углом к горизонтальной плоскости, ориентации частиц во вращаемой кольцевой пресс-фор.ме и горячего прессования, частицы подают в пресс-форму под углом О-10° к плоскости, касательной к поверхности внутренней стенки кольцевой полости пресс-формы.
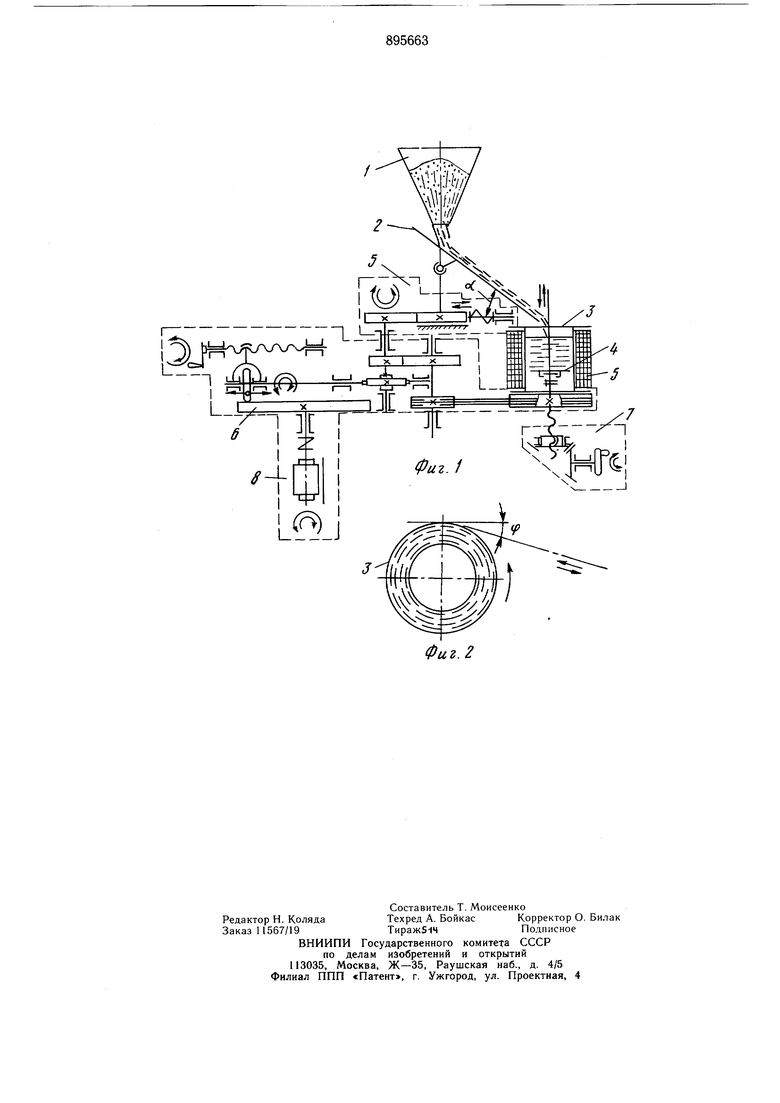
На фиг. 1 представлена схема устройства для реализации предлагаемого способа; на фиг. 2 - схема подачи частиц под углом к плоскости, касательной к поверх10ности внутренней стенки кольцевой полости пресс-формы.
Способ осуществляют следующим образом.
Неориентированные волокнистые, напри 5 мер древесные, частицы из питателя 1 поступают непрерывно под воздействием силы гравитации на лоток 2, установленный под заданными углами в пространстве: под углом et.- о-10° к горизонтальной плоскости и под углом f о-10° к плоскости 20 касательной к поверхности внутренней стенки кольцевой полости пресс-формы. Лоток соверщает возвратно-поступательное перемещение в направлении собственной продольной геометрической оси, поэтому на лотке происходит разворот частиц и их осевая ориентация вдоль оси лотка. Одновременно с осевой ориентацией частиц на поверхности лотка происходит их направ ленное движение в сторону схода. При возвратноМ движении лотка происходит отрыв ориентированных частиц и их падение в полость обогреваемой и вращаемой прессформы 3 на поверхность опорного кольца 4. Частица после движения по лотку и в воздушном пространстве касается одним концом вращающегося опорного кольца и в процессе падения до момента касания опорного кольца другим концом поворачивается вместе с опорным кольцом на некоторый угол и занимает на этом кольце коаксиально ориентированное положение. Аналогичная ориентированная укладка частиц происходит и при последующем заполнении кольцевой полости пресс-формы. Выбор численных значений углов для обеспечения коаксиальной укладки частиц зависит от угловых скоростей вращения пресс-формы и от необходимой толщины укладываемого слоя. В одном из частных случаев подача частиц может быть в горизонтальной плоскости и параллельно плоскости, касательной к поверхности внутренней стенки кольцевой полости прессформы. Оптимальные условия коаксиальной ориентации и укладки частиц подбирают с помощью кулачкового механизма 5 и вариатора 6: вариатор 6 позволяет изменять закон движения лотка 2 и установить наименьшее отклонение относительной скорости движения ориентируемых частиц от номинальной, позволяющей обеспечить коаксиальную ориентацию частиц в кольцевой полости пресс-формы. По мере заполнения объема кольцевой полости пресс-формы 3 производят относительное осевое перемещение в пресс-форме опорного кольца 4 вниз с помощью винтового привода 7. После заполнения всего кольцевого объема прессформы коаксиально ориентированными частицами ее привод 8 отключают, а прессформу снимают для последующего прессования. Коаксиальная ориентация частиц в каждом диаметральном сечении цилиндрической детали обеспечит повышение механической прочности детали на растяжение по сечениям вдоль образующих, Формула изобретения Способ изготовления полых цилиндрицеских деталей, преимущественно из древесных частиц, путем подачи частиц в прессформу под углом к горизонтальной плоскости, ориентации частиц во вращаемой кольцевой пресс-форме и горячего прессования. отличающийся тем, что, с целью повышения механической прочности деталей на растяжение по сечениям вдоль образующих путем коаксиальной ориентации частиц, последние подают в пресс-форму под углом О-10° к плоскости, касательной к поверхности внутренней стенки кольцевой полости пресс-формы, Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 480576, кл. В 29J 5/00, 1973. ЬН-Х ЧУХхНI - CSJх-Ьх1 LLILL /я I Г /-L l i. 1t fpn
