Изобретение относится к порошковой металлургии.
На применяемых в настоящее время прессах для изготовления изделий из порошка затруднено получение изделий с высокой размерной точностью.
Предлагаемый пресс для изготовления изделий с высокой размерной точностью снабжен плоским прижимом, прижимной деталью, несущей плоский прижим и обеспечивающей его установку над прессформой или отвод от нее, и средствами установки плоского прижима над прессформой.
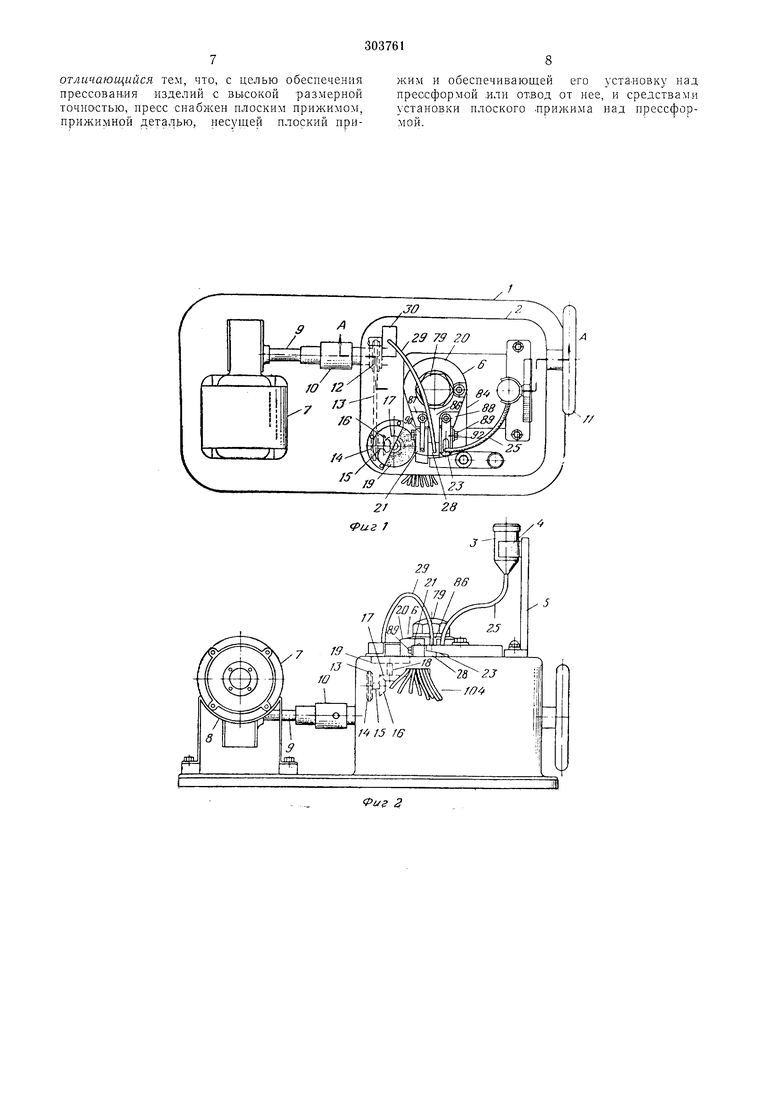
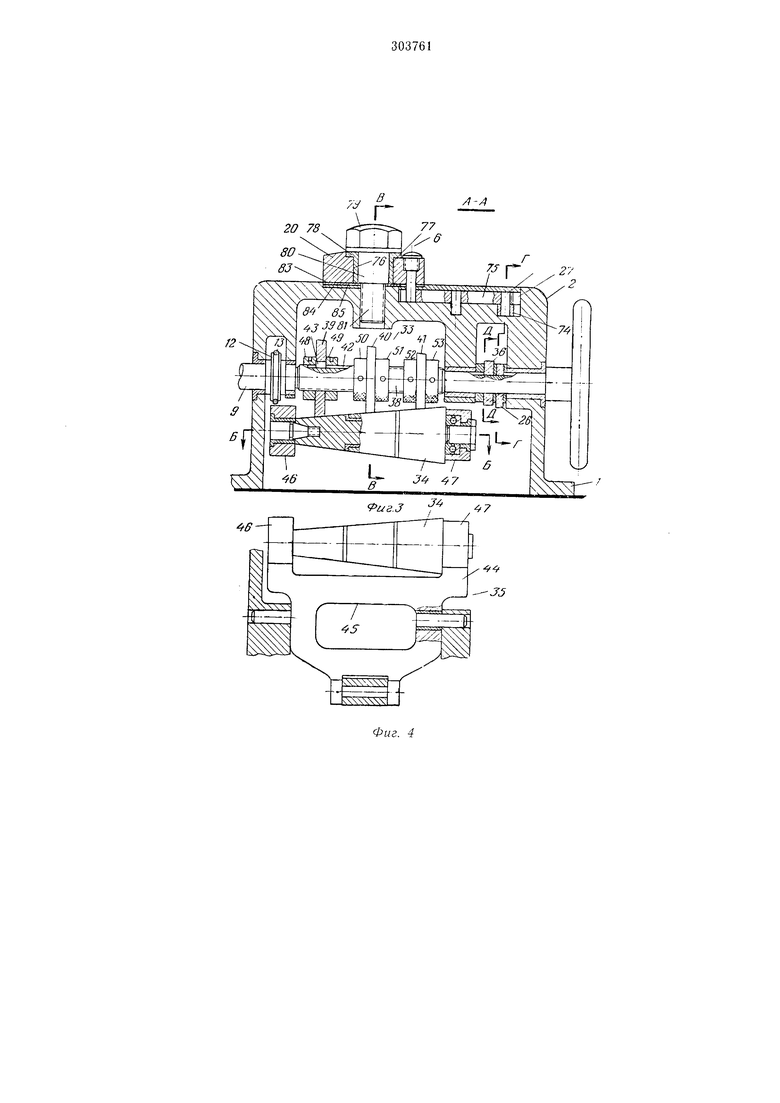
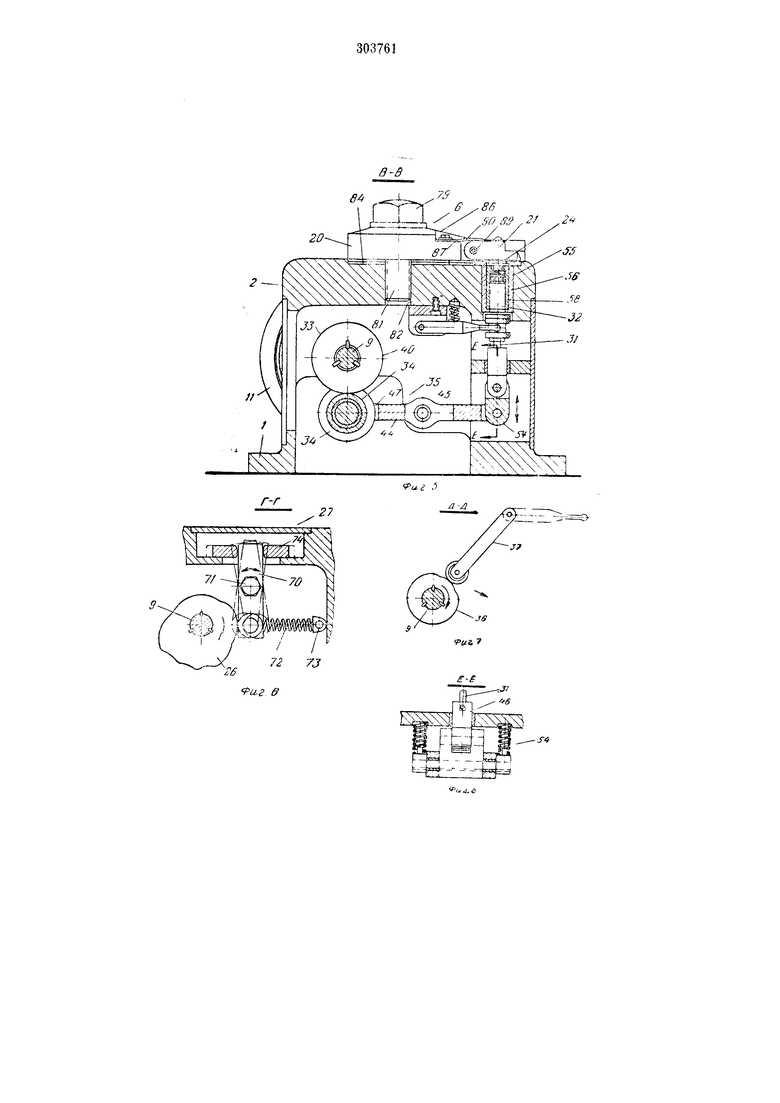
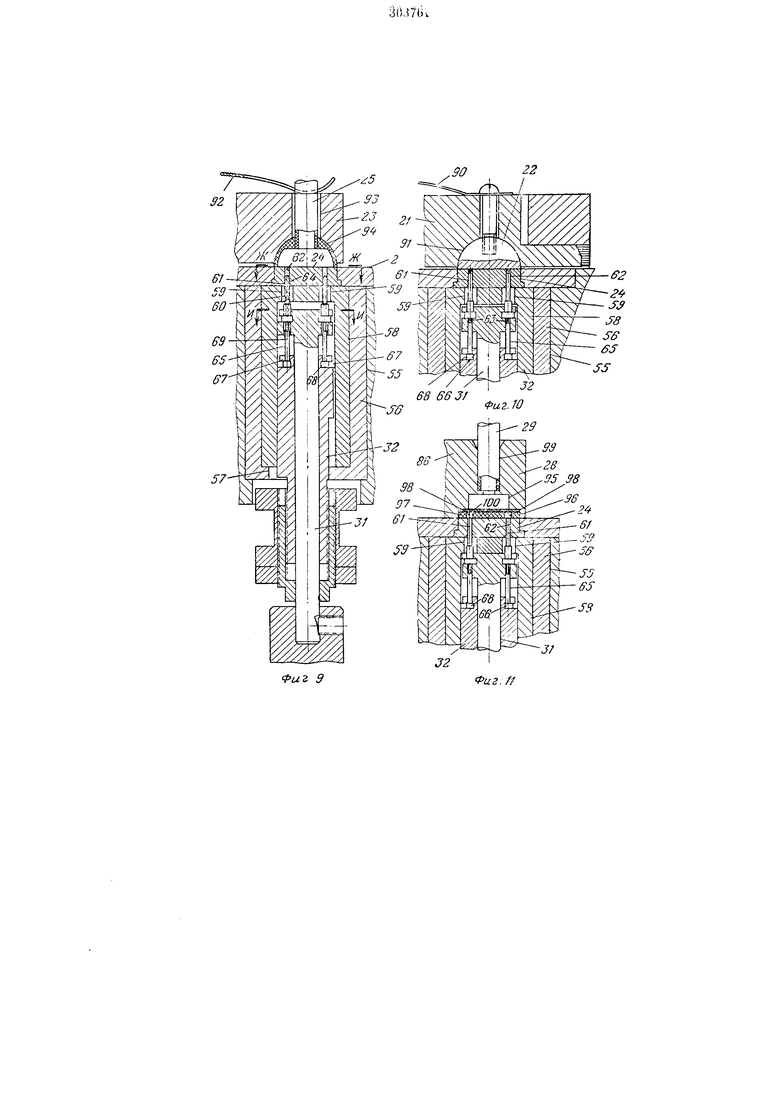
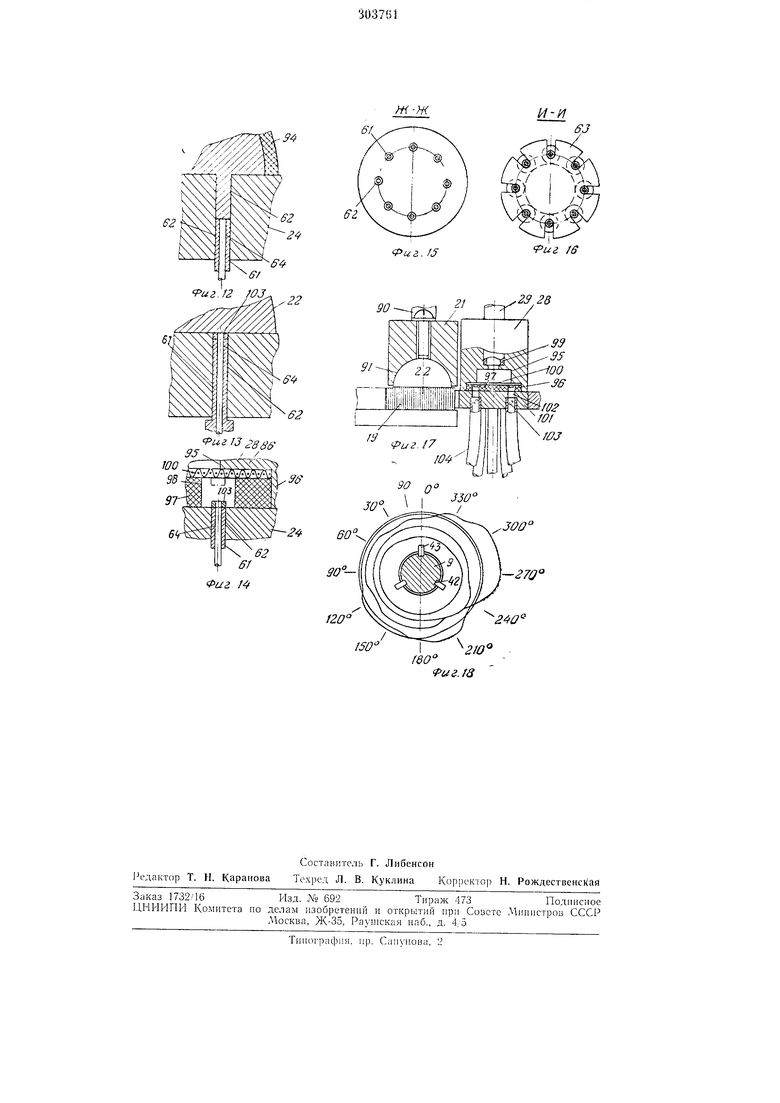
На фиг. 1 схематически изображен описывае.мый пресс, вид сверху; на фиг. 2 - то же, вид сбоку; на ф,иг. 3 - разрез А-А на фиг. 1; на фиг. 4-разрез Б-Б на фиг. 3; на фиг. 5- разрез на фиг. 3; на фиг. 6 -разрез Г-Г на фиг. 3; на фиг. 7 - разрез Д-Д на фиг. 3; на фиг. 8 - разрез Е-Е на фиг. 5; на фиг. 9 - разрез прессующей части пресса в положении прессования; на фиг. 10- то же, в положении прессования; на фиг. И -то же, в положении выталкивания спрессованного изделия; частичные разрезы деталей, показывающие операции наполнения преосформы порошком (см. фиг. 12); прессования (см. фиг. 13) и извлечения Спрессованных изделий (с.м. фиг. 14), при рабочем положении вакуумного извлекающего устройства; на фиг. 15 л 16 -разрезы по Ж-Ж и И-И на фиг. 9; на фиг. 17 - детальный вид с частичным разрезом части прилхи.мной систе.мы и вакуумного захватывающего устройства: на фиг. 18 - вид кулачкового валика, на котором показаны контуры всех кулачков.
Пресс содержит основание /, корпус 2, питатель 3 с прессуемым порошком, укрепленный гибким зажимом 4 .и на вертикальной стойке 5, основание которой болтами прикреплено к верху корпуса 2, прижимную систему 6 (узел IB целом) и электродвигатель 7, смонтированный на опоре 8, крепящейся на
основании / пресса.
Электродвигатель обеспечивает работу пресса через вал 9 и муфту 10. Со стороны, противоположной расположению электродвигателя, находится маховичок 11, с помощью
которого вал 9 может быть приведен во вращение вручную.
Внутри корпуса 2 находится насаженный на вал 9 шкив 12, который через ре.мень 13 приводит во вращение другой шкив 14, насаженный на вал /5, установленный на цапфах внутри корпуса. Коническое зубчатое колесо 16 на валу 15 входит в зацепление с зубчатым колесом 17, насалсенным на вал /S, вращающий щетку 19, щетина которой направлеПриж-имная система 6 включает основной элемент 20, могущий вращаться в горизонтальной плоскости, элбмент 21, несущий н щарнирно закрепляющий упор 22, и поддерживающнй элемент 23, опорой вспомогательному питателю, подаюн,ему порошок в пресеформу 24 (норошок во вспомогательный П1ггатель поступает из питателя 3 по гибкой трубке 25). Прижимпая система приводлггся (3 действие кулачком 26 рычажную систему 27. Между элементами 20, 21 п 23 расположено вакуумное захватывающее ycTpoiicTBO 28, .соединенное гибкой труб|Кой 29 с вакуумным накосом 30 (любого типа).
ПеремеЩение прессующих пуансонов и стержней осуществляется посредством нес щих их стержня 31 и цилиндра 32 соответстВенно, причем стержень приводится в действие системой кулачков 33 (общее обозначение), расположенных на валу 9 ,и действующих через конус 34 рычажной системы 35, а цилиндр приводится в движение отдельным кулачком 36, воздействующим на пего через рычажную систе.му 37.
Распределительный вал 9 снабжен резьбой 38 микрометрического шага и на пего насажены три кулачка 39, 40 и 41 для прессования, наполнения порошком и извлечения спрессованного изделия соответственно. Вал имеет шпоночные канавки 42, а к лачки 39, 40 и 41 заклинены на валу шионками 43 так, что они могут аксиально скользить вдоль этих шпонок. Боковая поВерхность кулачков скощена и взаимодействует ico скошенной поверхностью конуса 34. Рычажная система 35 включает рычаг 44 в виде рамы с разрезом 45 и вилкообразным,и стойками 46 и 47, образующими скобу, которая я.вляется опорой для шеек конуса 34, смонтированного между стойками и имеющего возможность свободно вращаться при взаимодействии с одним из вращающихся кулачков 39, 40 или 41. Ось конуса параллельна оси распределительного вала 9, а его боковая поверхность СКошена и имеет уклон (например, порядка одного градуса). Для удержания кулачков в соответствующем положении вплотную к ним примыкают гайки с накаткой 48 и 49, 50 и 51, 52 и 53 соответственно. Эти гайки с накаткой навпнчиваю-тся на резьбу вала и имеют расположенные по окружности на определенном расстоянии друг от друга радиальные каналы или отверстия, посредством которых -их можно радиальпо .поворачивать на весьма небольшие углы и регулировать перем-ещенпе кулачков вдоль оси вала. Рычаг 44 связан со стержнем 57 с помощью вилочного шарннра 54.
В теле корпуса 2 имеется выточка 55, в которой находится цилнндр 56 с отверстием 57. Внутри цилиндра расположен цилиндрический элемент 58, открытый снизу ,и нмеющий закрытый верхний коьец, в которо.м проделано требуемое чпсло (папример, восемь) отверстий 59 с помещеппыми в них пуансонами
60, могущнми совершать возвратно-поступательные движения.
Пуаисоны верхней частью 61 илотно пригнаны к стенкам формующей полости 62
прессформы 24 п несут на себе держатель в форме расширенной головки 63, находян;ейся па конце 31. Каждый из пуансонов 60 имеет .продольный канал 64, в .котором помещается стержень 65. Эти стержи,и укроп0 лены Б кольцевом желобе 66 и радиальных И1елях 67, имеющихся на верхнем конце цилиндра 32, с головки 68 п цилиндрической части 69.
Пуансоны 60 и стержни 65 могут свободно перемещаться в радиальном наиравлении в своих держателях при отсутствии смещ.ения в аксиальном направлении, что обеспечивает высокую размерную точность прессуемых изделий.
0 В нрижимной системе 6 кулачок 26 приводит в действие рычажный элемент 70, смонтированный на оси щарнира опоры 71 внутри корпуса 2 пресса. Нижняя часть работающего но кулачку 26 элемента 70 действует против
5 влнтовой пружины 72, конец которой захвачен зажнмом 73, упирающимся в боковую стенку корпуса 2. Рычажный элемент 70 через скользяпип элем.ент 74 и рычаг 75 вращает прижимной элемент 20, заставляя его новорачи0 ваться на различные углы и ирохоД|1Т1 через различные положения.
Основной элемент 20 прижимной системы 6 пм.еет центральный канал 76, в котором помешается вкладыш 77 с фланцем 78, входящим
5 3 соответствующую раззенкованную полость в верхней части элемента 20. Прижимная система шарнирно смонтирована на верхней плите корпуса 2 с помощью болта 79, имеющего стержневую часть 80, проходящую через
0 канал 76. Винтовой резьбой конец 81 болта ввинчен в отверстие 82, имеющее соответствующую резьбу и находящееся в верхней плите корпуса 2. Остов элемента 20 .покоится на опорной плите 83 ограниченной площади, со5 ответст1вующей угловым перемещениям элемента 20, причем в свободной части углубления 84 располага.ется прокладка 85, обеспечивая необходимую опору элементу 20. Элемент 20 имеет выступающее промежуточное
0 ребро 86, рядом с которым находя гея вырезанные углубленные поверхности 87 и 88, которые короче, чем ребро 86.
Элементы 21 и 23 смонтированы таким образом, что их можно вращать вокруг гори5 зонталыюй оси с помощью поперечного болта 89, проходящего через соответствующие поперечные нроходы в указанных элем.ентах и ребре 86 элемента 20 прижимной системы. Элемент 21 отжимается вниз листовой рессорой 90. В элементе 21 образована полусферическая полость 91, в которой свободно вращается упор 22, имеющий полусферическую форму и пл.оскхю нижнюю поверхность, которая примыкает к верху прессформы 24 и при65 жимается к icMv. Элемент 23 также отжимается вниз листовой рессорой 92 н имеет канал 93, через который проходит трубка 25, подающая порошок из основного питателя 3 во вспомогательный питатель 94, представляющий собой полое полущарие.
На ребре 86 элемента 20 прижимной системы 6 укреплено вакуумпое захватывающее устройство 28, имеющее отверстие 95 с раззенкованной частью 96, в которой находится упругая подущка 97, обеспечивающая герметичное уплотнение при размещении ycTpoiicTва 28 над прессформой 24. Подушка имеет расположенные по окружности отверстия 98, количество которых соответствует числу формовочных полостей 62 прессфор.1ы 24. Трубка 29 пригнана к поверхности 99 и соединена с отверстием 95. Над подущкой 97 и отверстиями 98 находится сетка 100, удерживающая извлеченные спрессованные изделия, перемещающиеся под воздействием разреженного воздуха в раззенкованной части 96.
В положении подачи порошка в .прессформу (см. фиг. 17) захватывающее устройство 28 находится над пластинкой 101 распределителя, в которой число расположенных по окружности Отверстий 102 соответствует количеству ,и положению полостей 62 прессфорлпл 24, иад которыми в этом момент находятся сетка 100 .и подущка 97.
При снятии вакуума устройство 28 отпускает извлеченные спрессованные изделия 103, которые через отверстия 102 падают в трубки 104, соединенные с этими отверстиями и перемеп1а10Н1;ие спрессованные изделия в соответствующую тару. Порощок из всномогательного питателя 94 наполняет формовочные полости 62 прессформы 24.
Перед началом процесса прессования производят регул,ировку пресса . Наполняющий кулачок 40 маховичком 11 устанавливают так, что высщая точка кулачка находится против или соприкасается с конусом 34, в результате чего рычажная Система 35 приводит стержень 31 и головку 63 т заранее выбранное положение. После этого пуансоны 60 могут быть приведены в требуемое положение с точностью до нескольких микронов .перемещением наполняющего кулачка 40 вдоль .имеющего винтовую резьбу распределительного вала 9.
К примеру, когда конус 34 имеет угол уклона в один градус, а вал 9 имеет резьбу с щагом в сорок микрон, поворот на один градус гаек 50 и 51 посредством кулачка 40 и рычажной системы 35 перемещает пуансоны 60 на 0,025 мк. Аналогично регулируют положение извлекающего кулачка 41 и прессующего кулачка 39. Регул.ировка положения кулачков обеспечивает высокую размерную точность положения пуансонов 60 и стержней 65, подачу точной лорпии .nopoujKa в формовочную полость 62 .и выпрессовывание спрессо.ванного изделия, имеющего требуемую толщину.
ряемость цикла операций по прессованию и выпрессовыванию изделий.
В полол ении заполнения порощком формовочных полостей 62 лрессоформы 24 Вспомогательный питатель 94 находится над прессфор.мой в ноложен1П1, показанном на фиг. 9, и порошок из основного питателя 3 неремещается во вспомогательный питатель и заполняет фор мовочные полости 62 прессформы 24.
Наполняющий кулачок 40 приводит в действие конус 34 и рычажную систе: 1у 35, перемещая пуансоны 60 в положение переполнения, при котором формовочные полости 62 прессформы нереполпятся порошком, после чего
пуаисоны перемещаются в положение, при котором излишки порощка удаляются из полостей 62 во вспомогательный питатель 94. В случае прессования изделий с отверстиям.и стержни 65 кулачком 36 пере: 1ещаются в положение, при котором их концы находятся вровень с верхней поверхностью прессформы. Кулачок 26 через рычаг 75 перемещает прижимную систему 6 так, чтобы установить прижим 22 над нрессформой и в тоже время
отвести вспомогательный .питатель от нее. По ходу этого движения нижние кромки всномогательного .нитателя действуют как щетки, сметая остатки порошка с верхней поверхности прессформы. Начинает действовать прессующий кулачок 39, который приводит в движение рычажную систему 35, заставляя ее перемещать пуансоны 60 к нижней noiBepxHOсти прижима 22, в результате чего происходит (Формование npeccveMoro из порошка изделия.
Затем нрижимной кулачок 26 снова перемещает прижимную систему 6, отводя прлжим 22 с занимаемого им положения над прессформой и одновременно устанавливая на ней захватывающее устройство 28. Извлекающий
кулачок 41 воздействует на рычажную систему 35, ноднимая стержень 31 и пхансоны 60 вверх и выталкивая сппеосованные изделия из формовочных полостей 62. В этот момент X отверстию 95 подсоединяется вакуумный
насос 30, и вытолкнутые спрессованные изделия подтягиваются к сетке 100. Кулачок 26 перемещает прижимную систему 6 в положение, при котором захватывающее устройство 28 находится над пластинкой 101 распределителя. В этом положении прижимная система пр.иводит в действие клапан (на чертеже не показал), способный мгновенно снять вакуум, в результате чего спрессованные изделия падают в трубки 104. В это время вспомогательный питатель 94 вновь нахо.1ится над прессформой, порощок поступает в формовочные полости 62, и цикл повторяется.
Предмет изобретения
Пресс для изготовления изделий из порошка, содер 1 апи1Й питатель, нрессформу с одной или несколькими п )лостями формования, 65 средства брикетирования порошка и пр,ивод.
отличающийся тем, что, с целью обеспечения прессования изделий с высокой размерной точностью, пресс снабжен плоскпм прпжимом, прижимной деталью, несущей плоский прижим и обеспечивающей его уста-новку над преосформой ,или отвод от нее, и средствам.и устано.вкн плоского .прижима над прессформой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКООБРАЗНЫХМАТЕРИАЛОВ | 1971 |
|
SU306613A1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1970 |
|
SU262746A1 |
| АППАРАТ ДЛЯ МАГНИТНОЙ МАРКИРОВКИ ПОЛОСОВОГО МАТЕРИАЛА | 1972 |
|
SU342325A1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 1972 |
|
SU358831A1 |
| КИНОПРОЕКТОР | 1971 |
|
SU301006A1 |
| ВЯЗАЛЬНО-ПРОШИВНАЯ МАШИНА | 1972 |
|
SU328598A1 |
| АППАРАТ ДЛЯ ПОЛУЧЕНИЯ ИЗОБРАЖЕНИЙ ФОТОЭЛЕКТРОФОРЕЗОМ | 1973 |
|
SU404290A1 |
| КИНОПРОЕКТОР | 1971 |
|
SU317233A1 |
| ЗАХВАТЫВАЮЩЕЕ ПРИСПОСОБЛЕНИЕ ДЛЯ СЕЯЛКИ | 1971 |
|
SU306599A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСТОЯННЫХ МАГНИТОВ НА ОСНОВЕ СПЛАВОВ КОБАЛЬТА С РЕДКОЗЕМЕЛЬНЫМ ЭЛЕМЕНТОМ | 1973 |
|
SU405193A1 |
JZ7
20 78
АА
Фиг. 4
7S
е .86
S0ffff,2f
8/ (®
27
а-л
f-f
f-UB. в
Фиг 9
22
90
J/
Фиг. //
94
fuaJS 28а& J /
2
62 6f
90°Фиг /4
12O
W-H
И-l
/S
ua.fJ
23 28
OJ
J
90 QO I 0
JOO
-2702 0150 л
feo° Фиг. 8
