1
Изобретение относится к устройствам для автоматической укладки деталей в пакеты или съемные магазины и найдет широкое применение в металлообрабатывающей, легкой и других областях промышленности, например, для автоматического стопирования плоских деталей после штамповки.
Известно устройство для стопирования плоских изделий, содержащее корпус, на котором смонтирована приемная плита, урав новешенная противовесами, закрепленными на гибком элементе, и подающий механизм 1.
Такое устройство не обеспечивает четкого стопирования изделий с центральным отверстием.
Цель изобретения - расширение технологических возможностей устройства путем обеспечения стопирования изделий с центральным отверстием.
Для этого устройство снабжено съемным направляющим стрежнем, смонтированным на корпусе, и предохранительным приспособлением, выполненным- в виде двухплечего рычага, на одном плече которого закреплен датчик крайнего нижнего положения приемной плиты, а другое контактирует со стержнем, причем приемная плита выполнена разъемной и с центральным отверстием для направляющего стержня.
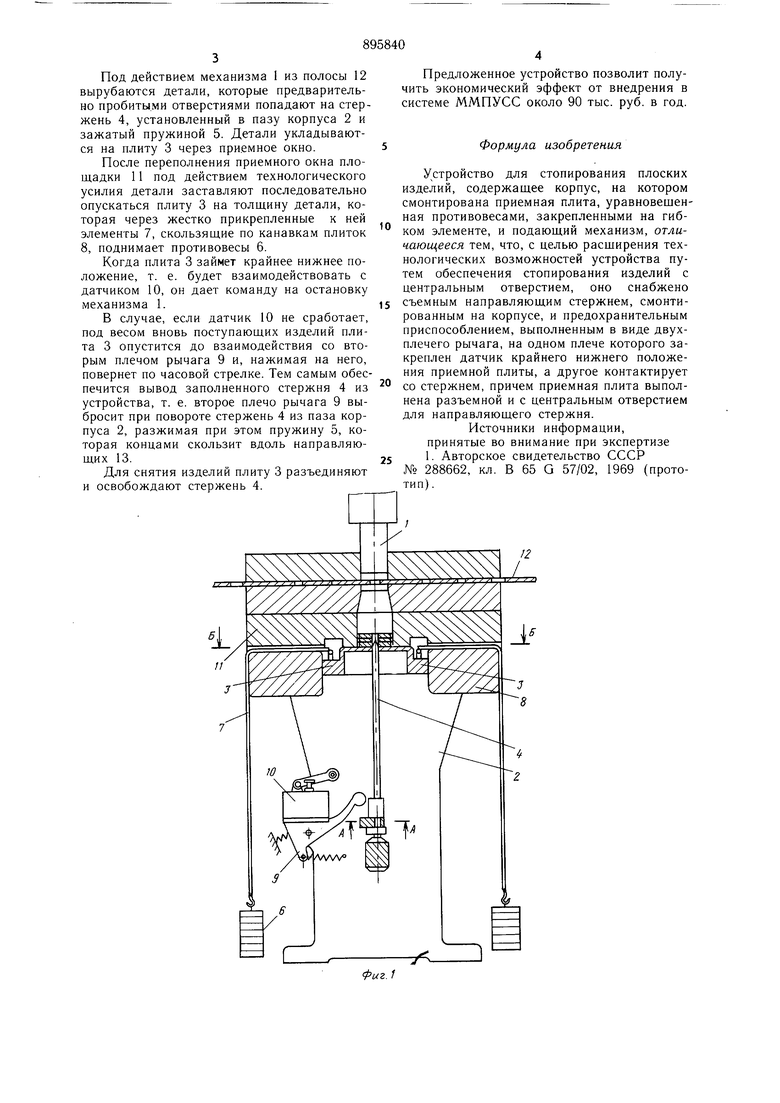
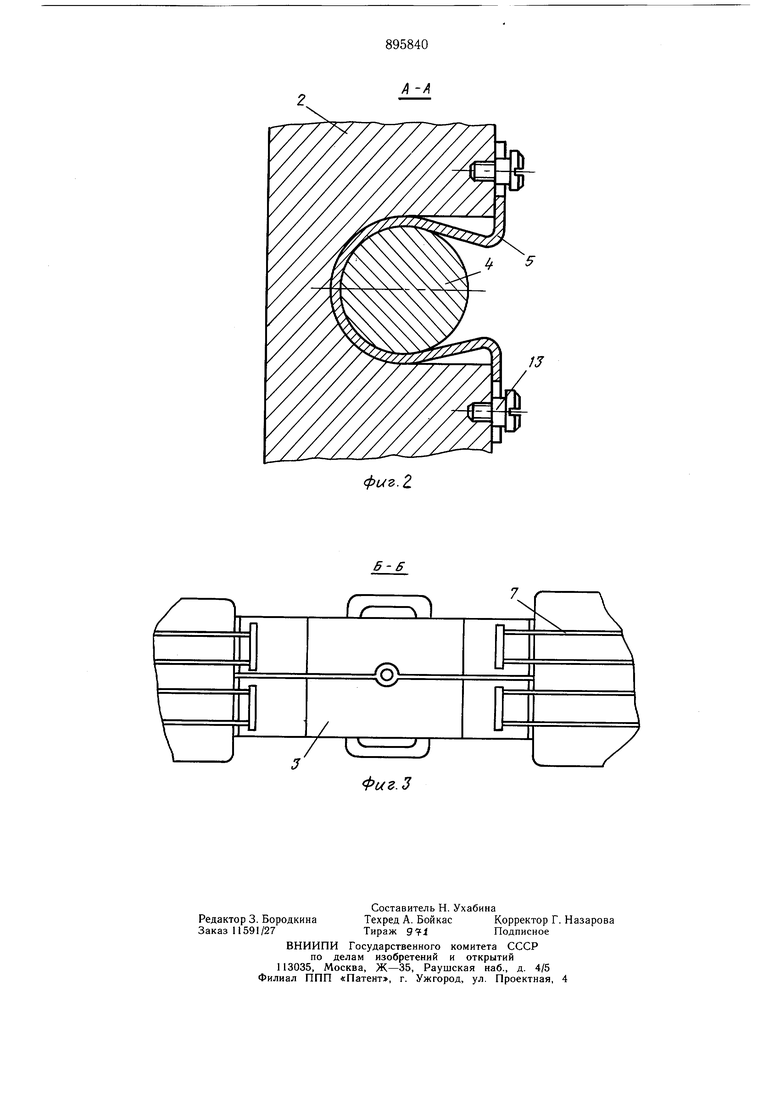
На фиг. 1 изображен общий вид устройства; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1.
Устройство содержит подающий механизм 1, в данном случае пуансон щтампа, корпус 2, на котором смонтирована приемная плита 3, выполненная разъемной и с центральным отверстием для направляющего стержня 4. Последний установлен в пазу корпуса 2 и снабжен пружиной 5.
Плита 3 уравновешена противовесами 6, закрепленными на гибких элементах 7, уложенных в канавки плиток 8.
Устройство имеет предохранительное приспособление, выполненное в виде двухплечего рычага 9, на одном плече которого закреплен датчик 10 крайнего нижнего положения плиты 3. Для возврата в исходное положение рычаг 9 снабжен пружиной. Над плитой 3 смонтирована площадка 11 с приемным окном.
Устройство работает следующим образом. Под действием механизма 1 из полосы 12 вырубаются детали, которые предварительно пробитыми отверстиями попадают на стержень 4, установленный в пазу корпуса 2 и зажатый пружиной 5. Детали укладываются на плиту 3 через приемное окно. После переполнения приемного окна площадки 11 под действием технологического усилия детали заставляют последовательно опускаться плиту 3 на толщину детали, которая через жестко прикрепленные к ней элементы 7, скользящие по канавкам плиток 8, поднимает противовесы 6. Когда плита 3 займет крайнее нижнее положение, т. е. будет взаимодействовать с датчиком 10, он дает команду на остановку механизма 1. В случае, если датчик 10 не сработает, под весом вновь поступающих изделий плита 3 опустится до взаимодействия со вторым плечом рычага 9 и, нажимая на него, повернет по часовой стрелке. Тем самым обеспечится вывод заполненного стержня 4 из устройства, т. е. второе плечо рычага 9 выбросит при повороте стержень 4 из паза корпуса 2, разжимая при этом пружину 5, которая концами скользит вдоль направляющих 13. Для снятия изделий плиту 3 разъединяют и освобождают стержень 4. Предложенное устройство позволит получить экономический эффект от внедрения в системе ММПУСС около 90 тыс. руб. в год. Формула изобретения Устройство для стопирования плоских изделий, содержащее корпус, на котором смонтирована приемная плита, уравновещенная противовесами, закрепленными на гибком элементе, и подающий механизм, отличающееся тем, что, с целью расщирения технологических возможностей устройства путем обеспечения стопирования изделий с центральным отверстием, оно снабжено съемным направляющим стержнем, смонтированным на корпусе, и предохранительным приспособлением, выполненным в виде двухплечего рычага, на одном плече которого закреплен датчик крайнего нижнего положения приемной плиты, а другое контактирует со стержнем, причем приемная плита выполнена разъемной и с центральным отверстием для направляющего стержня. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 288662, кл. В 65 G 57/02, 1969 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНЕТАРНАЯ ШАРОВАЯ МЕЛЬНИЦА | 1992 |
|
RU2049554C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |
| Устройство для автоматическойСбОРКи узлА дЕТАлЕй | 1978 |
|
SU795851A1 |
| Установка для сварки трубчатого изделия с фланцем | 1990 |
|
SU1803293A1 |
| Предохранительное устройство для круглопильного станка | 1980 |
|
SU980980A1 |
| Предохранительное устройство для круглопильного станка | 1982 |
|
SU1036530A1 |
| Устройство для калибровки трубчатых заготовок | 1983 |
|
SU1131578A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| ЗАМОК | 2000 |
|
RU2170799C1 |
/
V
/
(0)
Фиг.З
