54)УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ УЗЛЛ ДЕТАЛЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки жеребеек | 1981 |
|
SU1027002A1 |
| Устройство для контактной сварки жеребеек | 1986 |
|
SU1323295A1 |
| Автомат для сборки | 1978 |
|
SU763032A1 |
| Автомат для сборки пластин с валиками | 1989 |
|
SU1646765A1 |
| Устройство для сборки резьбовых соединений | 1989 |
|
SU1703349A1 |
| Устройство для сборки деталей сваркой | 1984 |
|
SU1291343A1 |
| Установка для сборки и контактной сварки | 1977 |
|
SU763051A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Устройство для сборки и контактной точечной сварки | 1981 |
|
SU967725A2 |
| Роторная машина | 1981 |
|
SU1038182A1 |
Изобретение относится к сборочном производству, в частности, к оборудованию для сборки типового узла де талей-жеребеек, применяемых в литейном производстве. Известно устройство для сборки узла деталей, содержащее смонтирован ные на станине отсекаювдий механизм, транспортирующие лотки и выталкиватели 1 . Однако известное устройство не обеспечивает сборки жеребейки. Цель изобретения - обеспечение сборки жеребейки, состоящей из двух пар параллельных пластин и стоек, и поЁышения производительности. Указанная цель достигается тем, что в устройстве для автоматической сборки узла деталей, содержащем CMQH тированные на станине отсекающий механизм, транспортирующие лотки и выталкиватели, имеется разъемный корпу со сквозным прямоугольным отверстием в котором с возможностью перемещения установлен отсекающий механизм, и смонтированные ;на разъемном корпусе симметричные и параллельные в вертикальной плоскости подпружиненные с фасонными окками направляющи для боковых пластин жеребеек и сим|Метричные относительно оси окон направляющих подпружиненные поджимные элементы, один из которых имеет про-, филированную рабочую поверхность и регулировочный упор, кроме того,отсекающий механизм выполнен в виде приводного прямоугольного стержня с двумя парами параллельных буртов и с боковьдм сквозным отверстием, в котором расположены подпружиненные один относительно другого приемные ложементы, при этом одна пара буртов прямоугольного стержня выполнена параллельными ступенями на верхней и нижней сторонах стержня, а другая пара - в виде торцов приводных пластин, расположенных по боковым сторонам стержня. Привод каждой пластины выполнен в виде закрепленного на разъемном корпусе копира, двуплечего рычага с кулачком на одном конце, контактирующим с копиром и подпружиненного другим концом к пластине, а также одноплечего рычага, шарнирно соединенного с двуплечим и связанного с прямоугольным стержнем. Транспортирующие лотки установлены на разъемном корпусе попарно взаимно перпендикулярно.
Отсекающий механизм имеет для, съема собранного узла деталей съемные- приспособления в виде собачки.
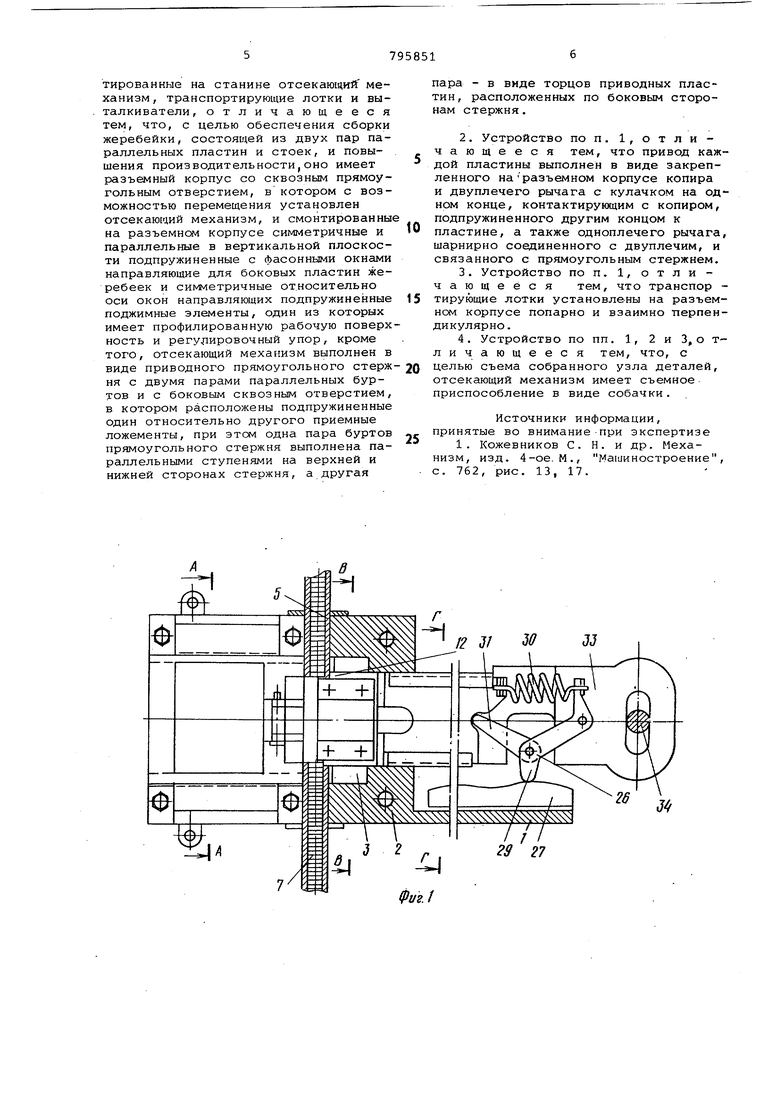
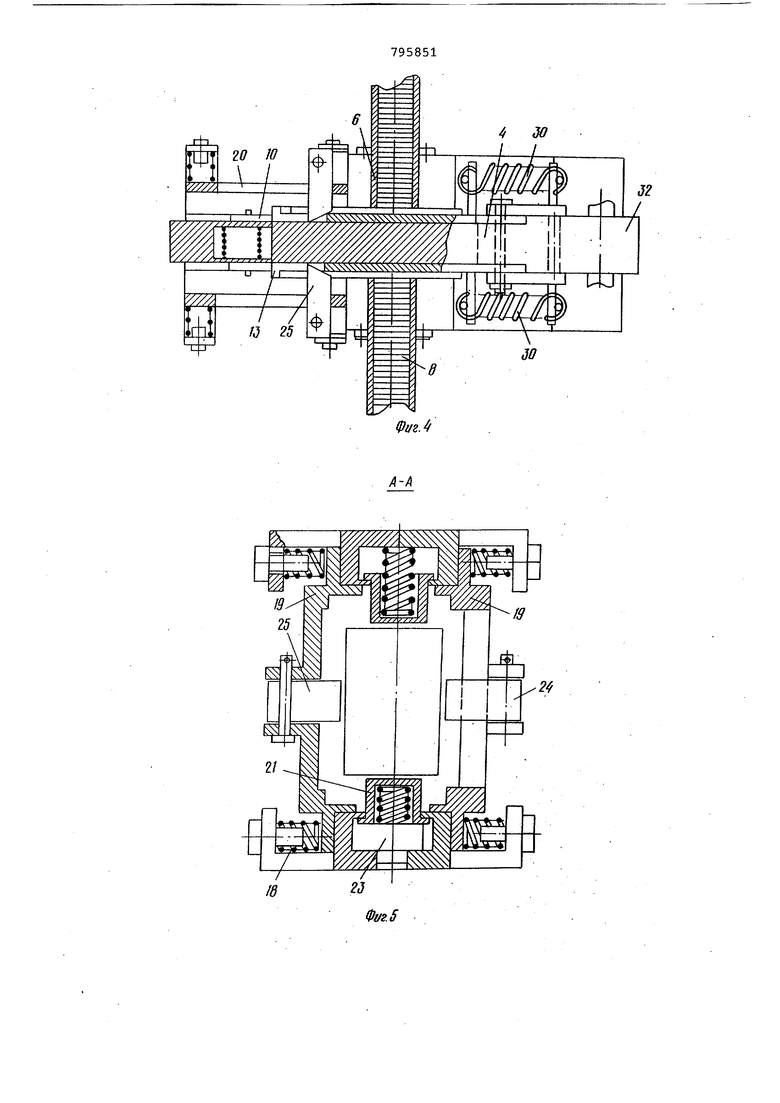
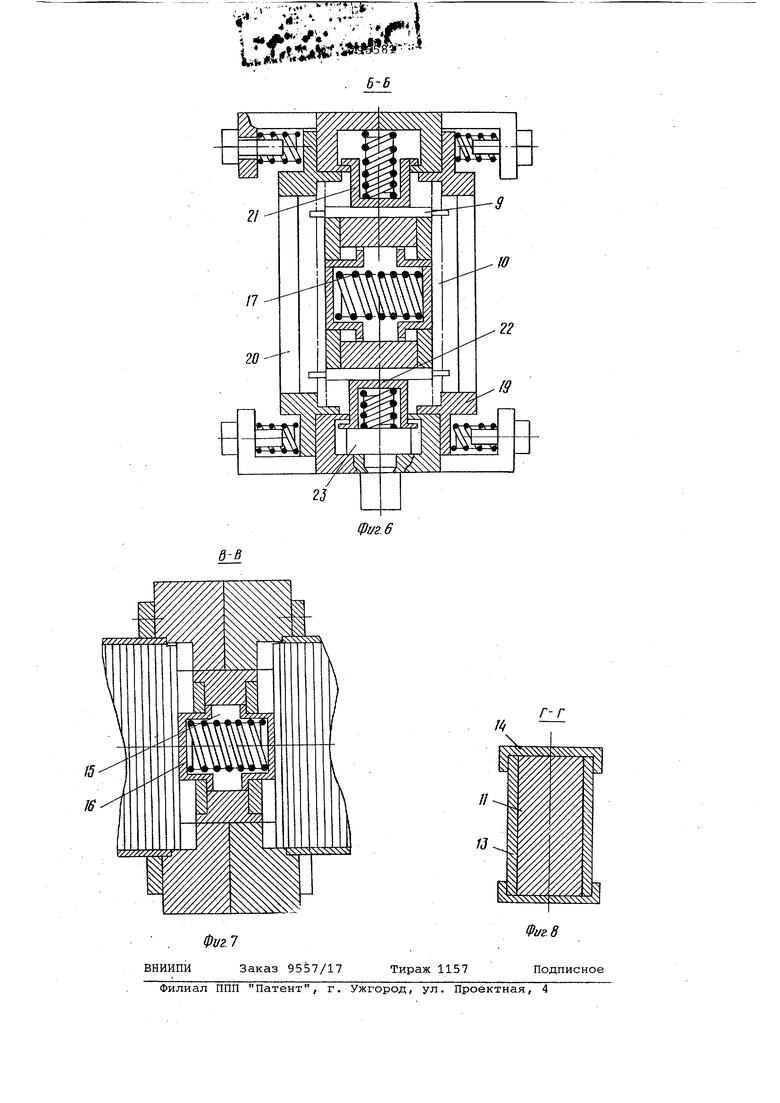
На Фи1. 1 изображено устройство, общий вид; на фиг. 2| - то же, вид сверху; на фиг. 3 - устройство в момент, когда отсекакадий механизм находится в крайнем левом положении относительно корпуса, общий вид; на фиг. то же, вид сверху;- на фиг. 5 - разре А-А на фиг. 1; на фиг, 6 - разрез Б-Б на фиг. 3; на фиг. 7 - разрез В-В на фиг. 1; на фиг. 8- разрез Г-Г на фиг. 1.
Устройство для автоматической сборки узла деталей содержит смонтированный на основании 1 разъемньай корпус 2 со сквозным прямоугольным отверстием 3, в котором с возможностью перемещения расположен отсекающи механизм 4. К сквозному отверстию 3 с каждой боковой стороны подведены транспортирующие лотки 5 и 6 от соответствующих магазинных устройств 7 и 8, расположенных попарно.взаимно перпендикулярно, для подачи на отсекающий механизм 4 стоек 9 и пластин
10жеребейки.
Отсекающий механизм 4 выполнен в виде приводного прямоугольного стержня 11 с двумя парами параллельных буртов.
Одна пара буртов стержня выполнена параллельными ступенями 12 на верхней и нижней сторонах стержня 11 а другая пара- в виде торцов приводных пластин 13, расположенных по боковьм сторонам стержня 11 в направляющих 14. В прямоугольном стержне
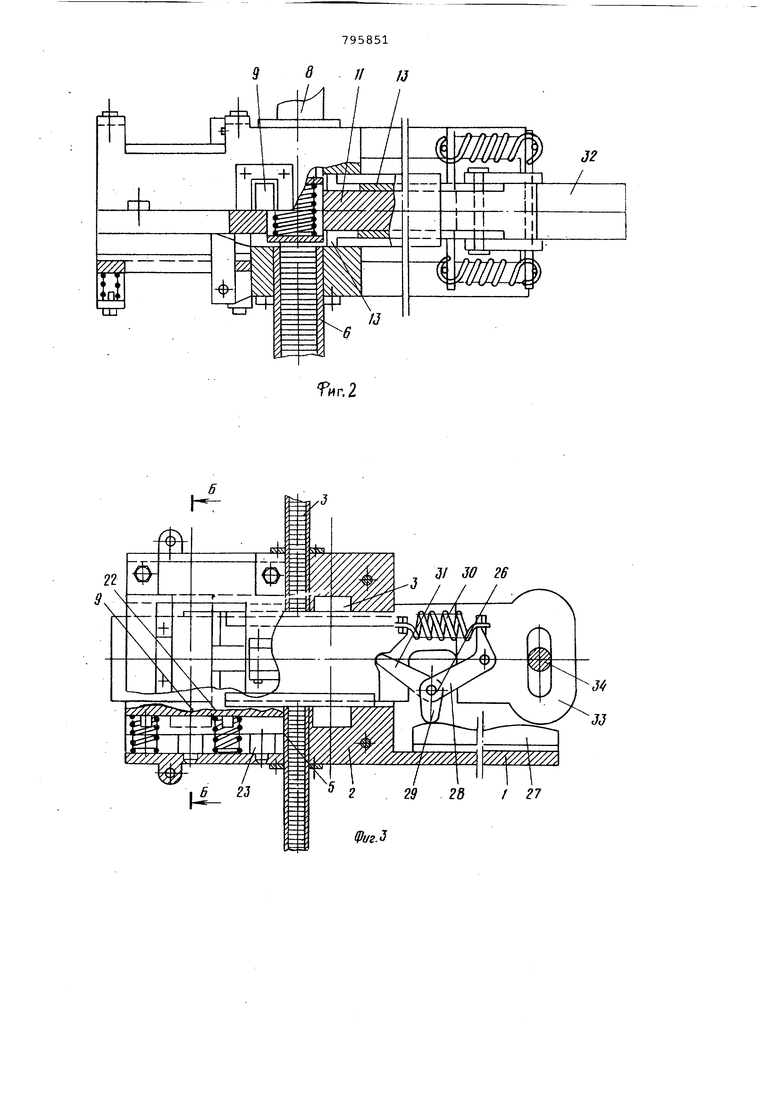
11имеется боковое сквозное отверстие 15, в котором размещены приемные ложементы 16, подпружиненные один относительно другого пружиной 17. Параллельно плоскостям приемных ложементов 16 на разъемном корпусе 2 симметрично в вертикальных плоскостях установлены подпружиненные пружиной 18 направляющие 19 с фасонными окнами 20. Между направляющими 19 симметрично относительно оси фасонных окон 20 расположены подпружиненные поджимные элементы 21, один из которых имеет профилированную рабочую поверхность 22 и регулировочный упор 23. Для съема собранного узла деталей на отсекающем механизме 4 имеются приспособления 24 в виде собачки 25.
Привод.26 каждой пластины 13 выполнен в виде закрепленного на разъеном корпусе 2 копира 27, двуплечего рычага 28 с кулачком 29 на одном конце, контактирующим с копиром 27 и .пружиной 30, подпружиненного другим концом к пластине 13 , а также одноплечего рычага 31, шарнирно соединенного с двуплечим рычагом 28 и связанного с прямоугольным стержнем 11.
Устройство работает следующим образом .
Собираемые детали стойки 9 и пластины 10 из соответствующих магазинных устройств 7 и 8 по транспортирующим лоткам 5 и 6 .через равные промежутки времени поступают к сквозному прямоугольному отверстию 3 разъемного корпуса 2 на отсекающий механизм
Прямоугольный стержень 11 через элемент 32 связи в виде проушины 33 и оси 34 приводится в движение.
При движении стержня 11 справа-налево относительно корпуса 2 кулачок 29, взаимодействуя с копиром 27, приводит в колебательное движение пластины 13. В момент подхода стержня 11 к транспортирующим лоткам 5 и 6 , осуществляется поиск и с помощью буртов 12 и торцОв приводных пластин 13 производится отсечка двух стоек 9 и двух пластин 10. Стойки 9 удерживаются на стержне 11 подвижными элементами 21, а пластины 10 поджимаются приемными ложементами 16 к подпружиненным-направляющим 19.
Для обеспечения совмещения монтажных отверстий пластин 10 с заклепочными стержнями стоек 9 пластины 10 перемещаясь со стержнем 11 одновременно в горизонтальном направлении, совершают колебания под действием привода 26, а стойки 9 с заклепочными стержнями в это время совершают колебания в вертикальном направлении под действием профилированной рабоче поверхности 22.подпружиненного поджимного элемента 21. Так как суммарное усилие пружин 18 больше усилия пружины 17, то при совпадении монтажных отверстий пластин 10 с заклепочными стержнями стоек 9 происходит сборка узла деталей. Собранный узел стержнем 11 перемещается в крайнее левое положение в разъемном корпусе 2, где в направляющих 19 имеются фасонные окна 20.
На этом процесс сборки заканчивается, а собранный узел жеребейки готов для производства клейки или сварки с помощью предназначенных для этого автоматов.
При движении стержня 11 в исходное положение собранный узел, пройдя несколько назад, встречается со съемным приспособлением 24 и собачкой 25 отсекается через сквозное отверстие 3 в сборник готовой продукции .
Данное устройство автоматизирует процесс сборки жеребеек и значи-; тельно повышает производительность.
Формула изобретения
,: :г- 7:i /-b
V-f- - Ч---IJ
i ««
u
2J
