Одним из юбших недостатков большинства типов прессов, применяемых в керамической промышленнсстп, является тот факт, что они, имея малое общее прессовое давление, дают в СБЯЗИ с этим и небольшое удельное давление.
Предлагаемое приспособление к металлообрабатывающим прессам для полусухого прессования i;a них огнеупорных :л т. п, керамических изделий, анабженнсе двумя укреп.ченными i;a поступательно движущейся каретке формами с подвижными матрицами, периодически подаваемыми ПС1Д штампы и под загрузк}-, не имеет вышеприведенного недостатка.
Особенностью предлагаемого приспособления является то, что для выталкивания изделий из фор-д1ы пр-лолепены эксцентрики, насаженные на продольный вал, получающий периодическое вращение при :включен:ии кулисным рнчагом.
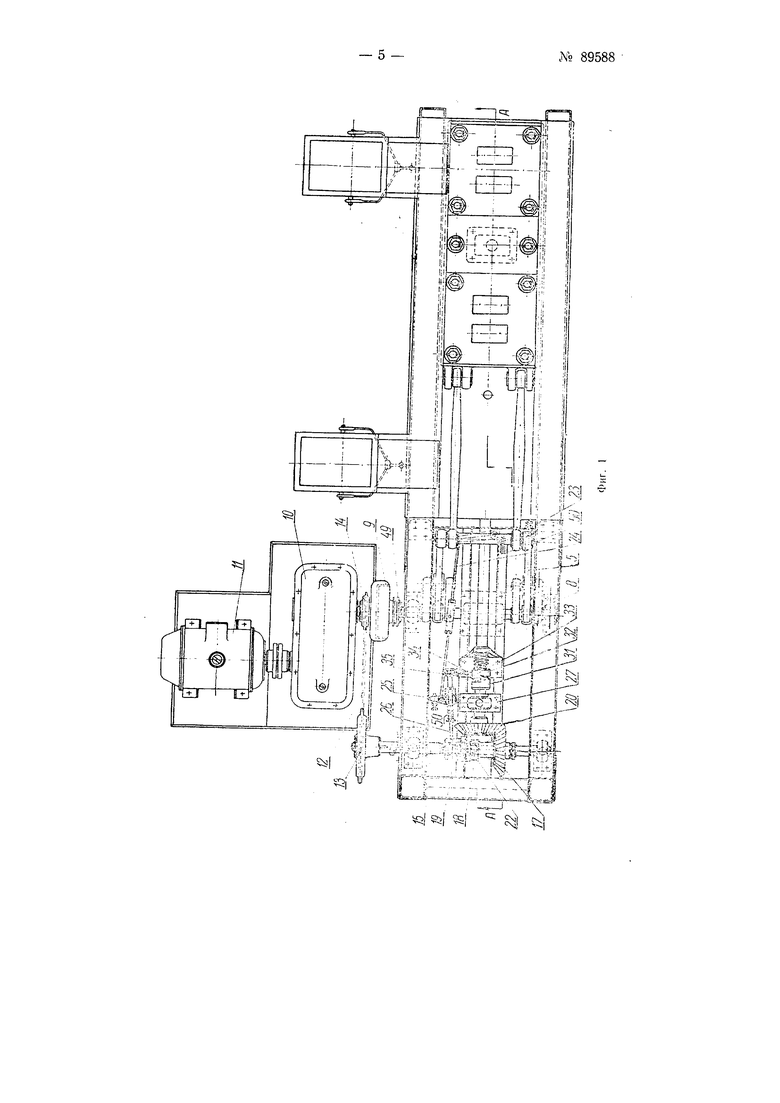
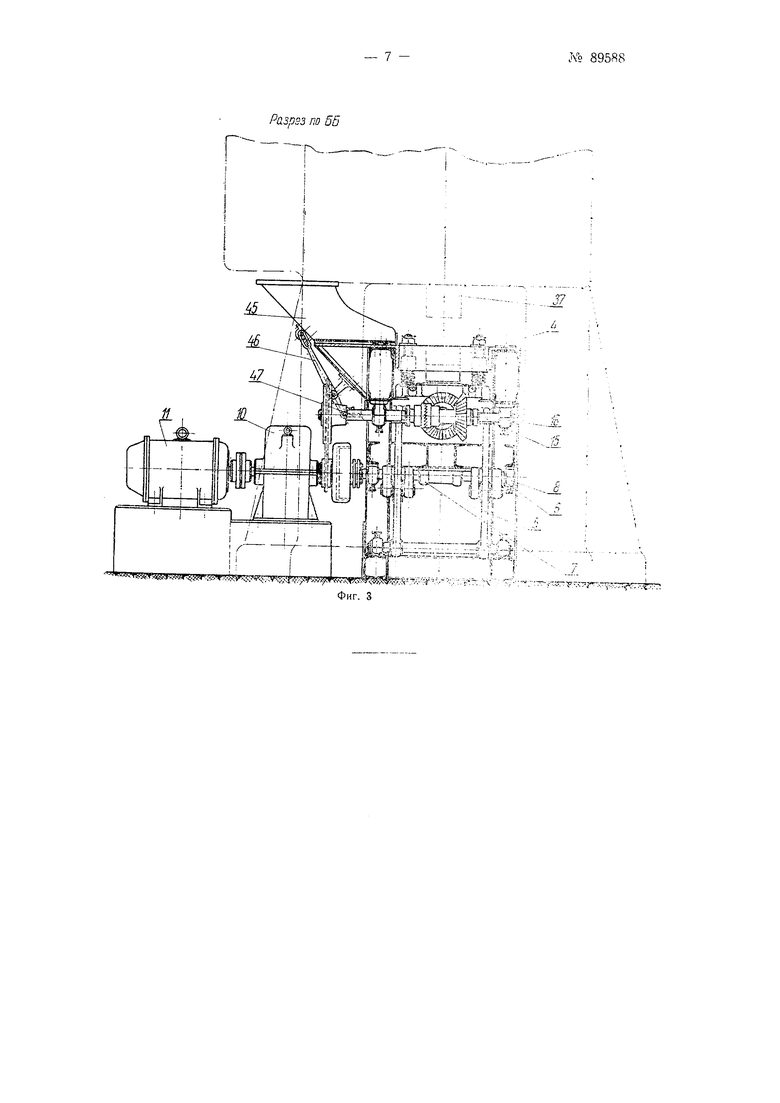
На фиг, 1 приспособление показано сверху, на фиг, 2-;в разрезе по АА на фиг, 1, а на фиг, 3-в разрезе по ББ на фиг, 2,
Применяется предлагаемое приспо:обление комплектно с металлообрабатывающим прессом по тем или ипым технологическим причинам не удовлетворяющим нуждам производства, Особеано же, когда требуется объединить хорошие качества универсальных металлообрабатывающих прессов с особенностями спеинализированиых прессов огнеупорной промышленности.
Приспособление является автоматически действующим, пристраиваемым к обычным эксцентриковым, кривошипным или гидравлически.м (Металлообрабатывающим лрессам,
В основном приспособление состоит из 1 еподвижного стола /, прикрепляемого к станине пресса и заканчивающегося со стороны привода рамой 2. По этому столу движется каретка 5, на которой установлены две формы 4. Каретка 5 привадится в возвратно-поступательное движение качающейся кулиссой 5, которая получает движение от кривошии№ 89588- 2 -
Hono ;вала 6, вращающегося в подщипниках 7 и S через ЭоЧектромагнитную муфту 9 от редуктора 1Q и электродвигателя //. При возвратно-поступательных двюкения}: каретки 5 под пуансон пресса подставляется поп-еременно то едка, то другзя форма. В то время, как в одной происходит основпой процесс прессования, в другой в это время автоматически произ.водится выталкивание спрессованного кирпича, сброс его ка транспортер я заиолнеипе формы новой порцией материала. Эти операции выполняются механизмом, вращающимся от того же эле; тр01двигателя // и редуктора W.
Вращение через цепь Галля 12 и цепные звездочки 13 и 14 сообщается валу /5, п oкoящe. на подппишиках 16. На валу 15 расположена свободно укрепленная копическая щестерия 17, составляющая одно целое с полазиноГ 8 муфты. Вторая половина 19 1муфты укреплена на валу 15 на направляющей щпонке и, передвигаясв i-ia нем вправо и 1влево, производит включение и вык/почение основного вала 21, вращающегося посредством конических шестерен 17 и 20. Обе половины 18 и 19 муфты, благод1аря пОМещенной ме. ним.и пружине 22, в нерабочем состоянии всегда находятся разъедиценными и вращение нл зал 2 передается только т;)1да, когда обе половицы 18 и 19 муфты сомкнуты.
Кинематика приспособлени.я следующая. Качающ аяся кулисса 5 при своем движении елтраво упирается в известный момент в конец pt,iчага 23, (фиг. 2), который посредством тяги 24 поворачивает влево рычаг 25, на котором имеется ползунок 26, включающий полумуфту 19. При движении же влево качающ аяся кулиеса 5 касается в известный момент непосредственно конца рычага 25 и ползунок 26 включает полумуфту 19. При отсутствии нажима качающейся кулиссы 5 нз рычаг, ползунок 26 вьи лючает полумусЬт 19, благодаря усилию пружин 22 н 50.
При включенной полумуфте 19 происходит вращение вала 21, укрепленного в подщипниках 27 и 28. При вращении вала 21 вращаются зксцентрики 29 и 30, которые производят выталкивание кздели я из формы, сбрасывание его на транспортер и засыпку новой порцией материала. Одновременно с этим при вращении вала 21 вращается укр:епленный на нем неподвийчН), однозубый кулачок 31 (фиг. 1), который сообщает поступательное движение свободно сидяще.му на валу 2/ второму однозубому кулачку 32, имеющему защелку 33- При своем поступательном движепки вправо по валу 2, защелка 33 кулачка заходит за пружинную защелку 34 рычага 35.
После того, как ва,1 21 сдела.д точно один оборот, зуб кулачка -i. соскакивает под влиянием пружины 36 с зуба кулачка 31, и защелка 33, двигаясь, вместе с кулачком 32 в.юво, за.девает за пруж,ин«ую защелку 34 и поворачивает рычаг 35. кото1р 1Й поднимает ползунок 26 и те.м выключает поСрбдством пружины 22 иолумуфту 19, прекраЩая этим вращение вала 21.
Таким образом, все вспомогательные дв,ижения приводятся в действие нажимом качающейся кулиссы 5 на рычаги 23 и 25. Сама же кулисса 5 присоединяется к редуктору электромагнит ной муфтой 9, подвижные электроконтакты 49 которой включаются и выключаются в электросеть дв,игающимся вверх и .вниз пуансоном 37 пресса.
правое и крайне левое положения каретки 3, а с ней и форм точно фиксируются электро-магнглным фиксатором 38, который, находясь в электроцепи, идлпцей к электро-.магнигпой муфте, дает возможность ей ср абатывать только при строго определенном положении подвижной каретки, а следо вательно, и форм.
Форма состоит из подвижной матрицы 39, свободно сидящей на четырех вертикальных штоках 40 и поддерживаемой четырьмя пружинами 43, нижнело пуансона 41, регулирующей подкладки 42 ,и плиты каретки В.
Работает фор-сма следующим образом. После засыпки материала, верхний пуансон 37 пресса своим движением вниз производит прессование массы. В процессе прессован ия в ней растет внутреннее давление, передаваемое вниз на нижиий пуансон 41 и s стороны на стенки матрицы 39. Когда давление на стенки матрицы, la вместе с тем И трение о них достигает величины большей, чем давление пружин 43, то матрица начинает опускаться вниз вместе с прессуемым материалом н получается явление нижнего прессования. Многократно новторяемый в малые отрезки времени одного и того цикла прессования выше описанный процесс дает в конечнол счете сжатие материала верхним и пуансонами.
После окончания прессования верхни пуансои 37 поднимается вверх, затем производится выт-алкивание нижним пуансоном 41 спрессованного изделия из формы. В это время .-матрица 39 удерживается гайками 44 в нормальном положении. Внутренняя рабочая поверхность формы и пуансонов облицовывается плитками из твердых спл:авов либо упрочняется наплавкой стелл,ита.
Заполнение формы материалом производитоя путем перемещения загрузочного бункера 45 посредством рычага 46 и тяги 47 под действием эксцентрика 30. Электромагниты подключают то правый, то левьь загрузочный бункер, в зависилюсти от того, где должна производиться засыпка формы. Торцовая часть загрузочного бункера, облицованная резиной, сбрасывает на транспортер отпрессованное изделие, например, кирпич. С целью снятия вытолкнутых из формы изделий для перемещения их на тр-анспортные средства, передняя нижняя кромка загрузочного бункера выступает за выходное окно на величину большую, чем величина формы 4.
В приспособлении подвергаются регулировке слолующие участки:
1)объем формы, а следовательно, и давление пресса в случае применения крлвощинных прессоз, это производится путем И31менения толщины подкла док 42;
2)усилие прзжин 5, поддерживающих подв, матрицу 39, 1. е. иными словами начало давления нижнего пуаисона 4, достигается это изменением толщины подкладок 48;
3)количество прессований в .минуту;
4)количество повторных прессований;
5)длительность прессовач 1ия.
Регулирование по пунктам 3, 4 н 5 производится спец;Иальнь м устройствам и допускается не на всех прессах.
Описанное приспособление особенно пригодно при изготовлении мапнезитового хромомагнезитовсго доломитового и дун.итового кирпича, а также некоторых других кирпичей из высокоотоще {ных масс, где требуются сравнительно большие удельные давления.
Предмет изобретения
I. Приспособление к металлообрабатывающим прессам для полусухого прессования на них огнеупорных и т. п. керамических изделий, снабженное двумя укреплекиы.ми на 1;эсгупательно двигающейся каретке форлШМИ с подвижными матрицами, перподическ,; 11ода;,аемым под штампы и под загрузку, йтличающееся тем, что для выталкивания изделий из формы служат эксцентрики, насаженные на продоль 3 -№ 89588
№ 89588 4 -
ный вал, получающий периодическое вращение при включении кулисным рычагом.
2. Приспособление по п. 1, от л и ч а ю щеес.я тем, что, с целью снятия (одвипа) вытолкнутых из фор;мы изделий для перемещенИЯ их на тр а нспорт ные средства, пepeiз:няiя нижняя кромка загрузочного подвижного бункера выступает за выходное окно на величину, большую величины фор1мы.
3. Форма выполнения приспособления по пп. 2 и 1, отличающаяс-я тем, что для надвигания загрузочного бункера форму служит система рычагов, связанных с эксцентрикамн выталкивателей.
1
1ы-лад:г№
., ,-. iW,;n;7///,-j -.«
i t Kr :iP- mhsi
CQJ Щ
r l№+ I 1 Тчли-С
4o, I -W4.4:j5:d --;.:5,:
1 Г Wff l-|I ll:-r- i.-l:3
1:.1.--И
I --i iffII M; pilh 1
Cf-T iL.j f- H| i -.I-
a: |I Klr№H-Fw4i b, Ш .14,
nil fQi E ;U,i l
J in I i-p----i Sn----
R --- «
I Vv, // л :; iN -t-efo v
|;ilrf;-;3:b-rtIil%JaJl
S
« S5l |
см
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления безламельных электродов щелочных аккумуляторов | 1960 |
|
SU134297A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ | 1991 |
|
RU2008213C1 |
| Автомат для изготовления безламельных электродов щелочных аккумуляторов | 1958 |
|
SU121829A1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021896C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| ГИДРАВЛИЧЕСКИЙ РОТАЦИОННЫЙ ПРЕСС | 1990 |
|
RU2030991C1 |
| Установка для прессования,съема и загрузки изделий на конвейер | 1984 |
|
SU1238969A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2030290C1 |
| МАШИНА ДЛЯ ПРЕССОВАНИЯ | 1992 |
|
RU2038969C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |