В основном авт. св. № 121829 описан автомат для изготовления безламельных электродов щелочных аккумуляторов, который обеснечивает автоматизацию всех онераций по прессованию безламельных электродов.
Предлагаемый автомат представляет собой дальнейшее развитие автомата по указанному авт. св. и отличается от него применением механизма для рубки токоотводных сеток из иерфорпрованной нолосы и укладки их в матрицу, механизма для шаговой подачи иерфорироваписй полосы к поворотному столу, механпзма для отрезки и подачи токсстводов к иерфорпровапной полосе в момент ее остановки и подвижного электрода для приварки токоотводов к перфорированно полосе.
Такое выполнение автомата позволяет автоматизировать остальные технологические операции при изготовлении безламелъпых электродов нделочных аккум ляторов, в частности вырубку нластип из перфорировапной полосы, иодачу и отрезку токоотводов и приварку их к иерсрорированной полосе.
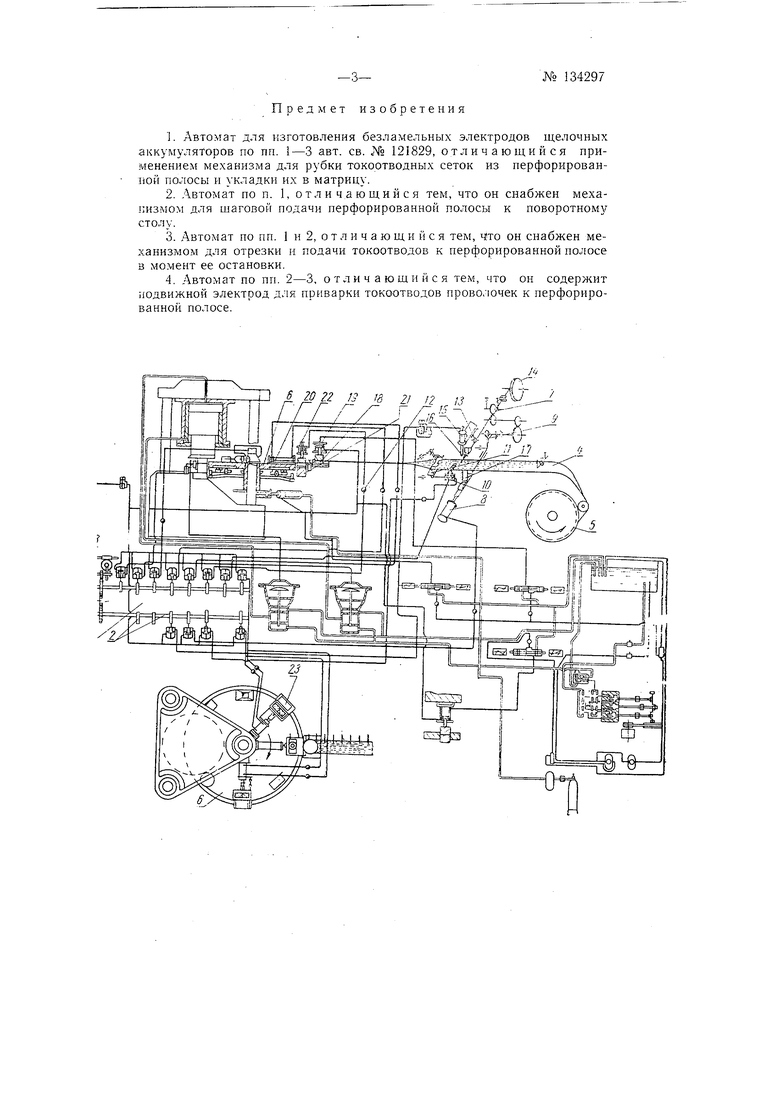
На чертеже изображена кинематическая схема предлагаемого автомата.
Автомат приводится в движение от пневматического привода, который управляет работой отдельных исполнительных механизмов. Сжатый воздух поступает в клапанную коробку дистрибутора 1, который имеет два распределительных кулачковых вала 2 с приводом от электродвига№ 134297-2-
теля 3. При вращении валов 2 их кулачки открывают соответствующие клапаны, обеспечивая подачу сжатого воздуха к тому или иному исполнительному механизму.
Перфорированная полоса 4, являющаяся металлической основой для изготовления аккумуляторных пластин, укладывается в бухту 5, которая при помощи быстродействуюн№х зажимов устанавливается на кронщтейне. Посредством механизма щаговой подачи эта полоса перемещается по направлению к поворотному столу 6, имеющему ряд рабочих позиций, на которых установлены приспособления для выполнения разлычных технологических операций по изготовлению электродов.
Механизм щаговой подачи перфорированной полосы состоит из подающих валков 7 пневматического цилиндра 8 и храпового устройства 9. Он приводится в движение пнев.моцилиндром 10, щток которого заставляет перемещаться каретку //. Эта каретка представляет собой плиту с кронщтейнами, на верхней плоскости которой лежит перфорированная полоса. На кронщтейнах установлена подпружиненная планка 12, которая прижимает перфорированную полосу к верхней плоскости каретки. Шаговое перемещение кареткн с перфорированной нолосоа осуществляется посредством копирного устройства 13.
Одновременно с перемещением перфорированной полосы происходит поворот стола 6 п к полосе 4 перпендикулярно направлению еедви жения подается проволока для приварки токоотводов, намотанная на бухту 14. Подача проволоки для приварки токоотводов также осуществляется jMexaHH3MOM щаговой подачн. При подаче проволоки для токоотводов к перфорированной полосе включается в действие цилиндр 15, на щтоке которого установлен илоский электрод 16, прижимающий проволоку токоотвода к ленте 4 и к нижнему плоскому электроду п. Включается генератор сварочных импульсов п осуществляется точечная приварка ТОКООТБОДОВ к выступам в перфорации. По окончании сварки порщень цилиндра 15 под воздействием нружины поднимается вверх, отсоединяя сварочный электрод от привариваемой детали.
Далее перфорированная полоса 4 с приваренными на ней на некотором расстоянии один от другого токоотводами подается к устройству для вырубки из полосы перфорированных пластин и укладки их в гне.здо матрицы 18 поворотного cTo.ia.
Вырубка осуществляется пуансоном, установленным на щтоке пневмоцилиндра 19. Этот же пуансон протягивает вырубленную пластину через контурное окно матрицы и укладывает ее в гнездо. После выхода пуансона из матрицы включается пневматический клапан, подающий сжатый воздух в цилиндр 20, при помощи которого пластина перемеп ается в пресс-форму 21 для прессования активной массы. В прессформе 21 пластина укладывается при помощи пневмоцилиндра 22 на предварительно положенный слой активной л-1ассы. Затем стол 6 поворачивается на следующую позицию и производится засыпка верхнего слоя активной массы, подаваемой из бункера 23. Па остальных рабочих позициях стола 6 осуществляется предварительная подпрессовка изделия, рабочее прессование и другие технологические операции, аналогичные описанным в основном авт. св.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления безламельных электродов щелочных аккумуляторов | 1958 |
|
SU121829A1 |
| Устройство для изготовления электродов химического источника тока | 1974 |
|
SU520649A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЕЙ ТИПА СКОБ, | 1967 |
|
SU195576A1 |
| Устройство для соединения скобойдЕТАлЕй C ОТВЕРСТияМи | 1978 |
|
SU844110A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ЗАГОТОВОК | 1973 |
|
SU406337A1 |
| Устройство для изготовления обрезиненного кордного полотна | 1973 |
|
SU539510A3 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| Устройство для изготовления электродов химических источников тока | 1974 |
|
SU514383A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1981 |
|
SU1003164A1 |
| Штамп-автомат последовательного действия для вырубки деталей из полосы или ленты и соединения их с полуфабрикатом получаемого изделия | 1978 |
|
SU764791A1 |