(54) ПНЕВМАТИЧЕСКИЙ КАЛИБР
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| Пневматическое устройство для замера диаметра отверстия в процессе его хонингования | 1961 |
|
SU146204A1 |
| Пневматическое устройство для контроля внутреннего диаметра кольца | 1983 |
|
SU1096495A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2021 |
|
RU2791844C1 |
| ПНЕВМАТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1991 |
|
RU2029235C1 |
| Пневматическое устройство для измерения отверстий | 1990 |
|
SU1793211A1 |
| Пневматическое устройство для измерения линейных размеров | 1981 |
|
SU1020757A1 |
| Пневматический калибр | 1976 |
|
SU577400A1 |
| Пневматическое устройство для измерения радиуса и формы дуги | 1988 |
|
SU1583739A1 |
| Хонинговальная головка с прибором для контроля диаметров отверстий | 1973 |
|
SU443748A1 |
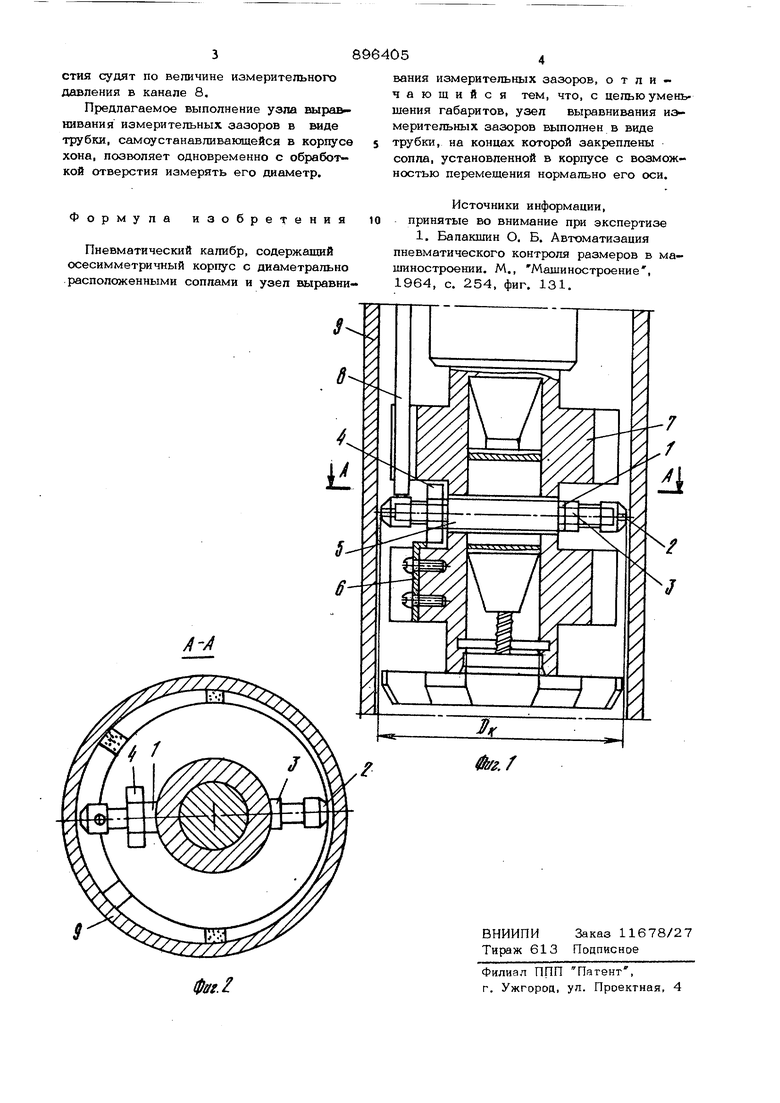
Изобретение относится к измеритель ной технике и может быть использовано для активного контроля диаметра отверстий. Известен пневматический калибр, содержащий осесимметричный корпус с диаметрально расположенными соплами и узел выравнивания измерительных зазоров, выполненный в виде пружинного коль ца с наконечниками, взаимодействующего с контролируемым изделием и соплами l . Однако известное устройство имеет значительные габариты, что затрудняет его монтаж в металлообрабатывающий инструмент, например в хон. Цель изобретения - уменьщение габаритов. Эта цель достигается тем, что узел выравнивания измерительных зазоров выполнен в виде трубки, на концах которой закреплены сопла, установленной в корпусе с возможностью перемещения нормально его оси. На фиг. 1 схематически изображен пневматический калибр, встроенный в KOJV пус хона; на фиг. 2 - вид А-А на фиг. 1. Пневматический калибр содержит полую трубку 1 с реет.бой по обоим концам, два сопла 2, котсфые вкручиваются в трубку и фиксируются контргайками 3 и 4, втулку 5, в которой с гарантированным зазором размещена трубка 1, упор 6, ограничивающий перемещение трубки 1 нормально оси корпуса 7 хона. Сжатый воздух в трубку 1 подается по каналу 8. Устройство работает следующим образом. При хонинговании детали 9, по каналу 8 и по трубке 1 к соплам 2 подается сжатый воздух, который истекает в измерительные зазоры S, и SQ между соплами и деталью 9 и создает там избыточное давление. Под действием раз- ности давлений в зазорах трубки 1 с соплами 2 деталь 9 занимает положение, при которхми зазоры 5 и Si выравниваются. О диаметре контролируемого отвер
