Стан ДЛЯ поперечно-винтовой прокатки прутков н труб перел екного сечения отличается от известных этого типа устройств тем, что, с целью повышения производительности труда и уменьшения отходов металла, оснашен тремя и большим числом валков с узким профилем.
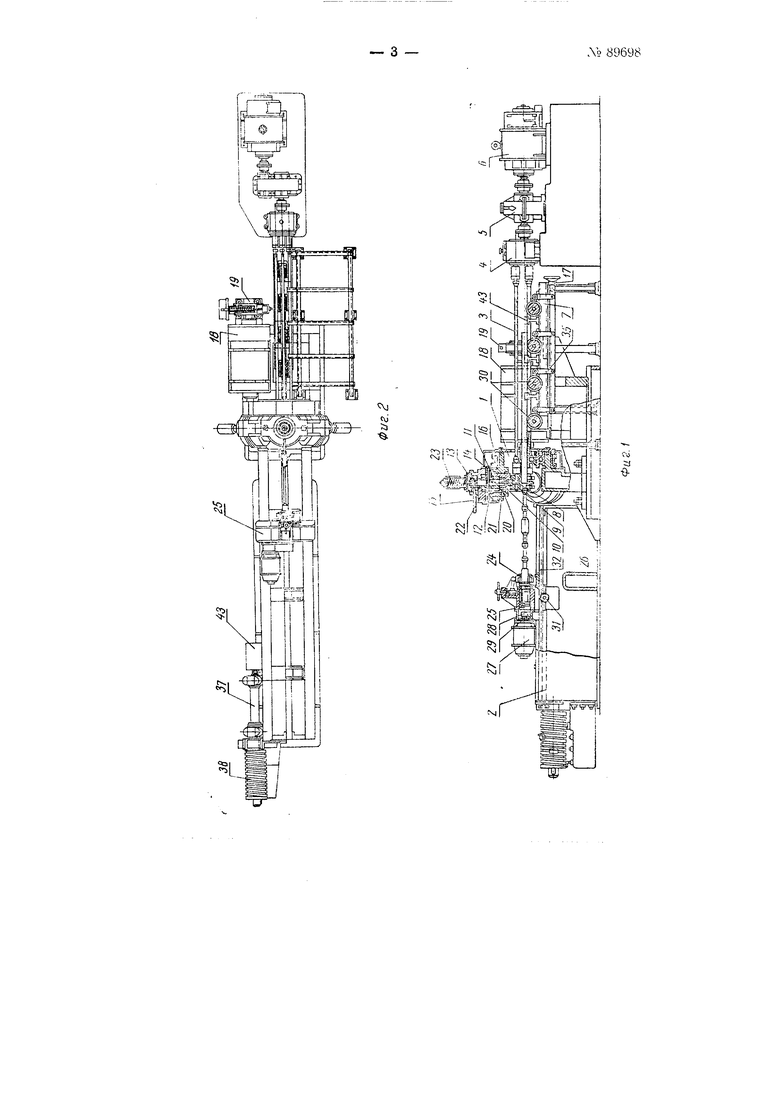
Стан (фиг. 1) заключает в себе рабочую клеть /, натяжпое устройство 2, три шпинделя 3, шестеренную клеть 4, связанную с редуктором 5 и главным электродвигателем 6, и рольганг 7. Рабочая клеть имеет три или более приводных валков 8. валок с подушками пружинами удерживается в пазах цилиндрической буксы 9, помещенной в гнездах 10 станины рабочей клети. В буксе 9 закреплена гайка 11 нажимного устройства, в которую входит винт 12. На винт насажена кулачковая полумуфта 13, находящаяся в зацеплении с кон ческой шестерней 14 винта 12. Включение полумуфты 13 производится рычагом 15. Все три конические шестерни 14 имеют зацепление с центральной шестерней 16, вращающейся через шестерню от электродвигателя 18 с тормозом 19 на его валу. В цилиндрической буксе 9 установлен сухарь 20 с профилированным пазом, в который входит палец 21, закреплепный в станине. Паз выполнен так, что дает возможность делать поворот бзксы вокруг оси и этим устанавливать наклон рабочего валка относительно линии прокатки. Букса вместе с гайкой и винтом поджимается к крышке 22 станины пружиной 23.
Натяжное устройство имеет вращающийся патрон 24, перемещающийся на каретке 25 по станине 26. Перемещение создает укрепленный на каретке фланцевый э.тектродвигатель 27 через нару цнлиндрических щестерен 28 и 29 к червячную пару, приводящие во вращение шестерню 31, имеющую сцепление с рейкой 32, скрепленной со станиной 26.
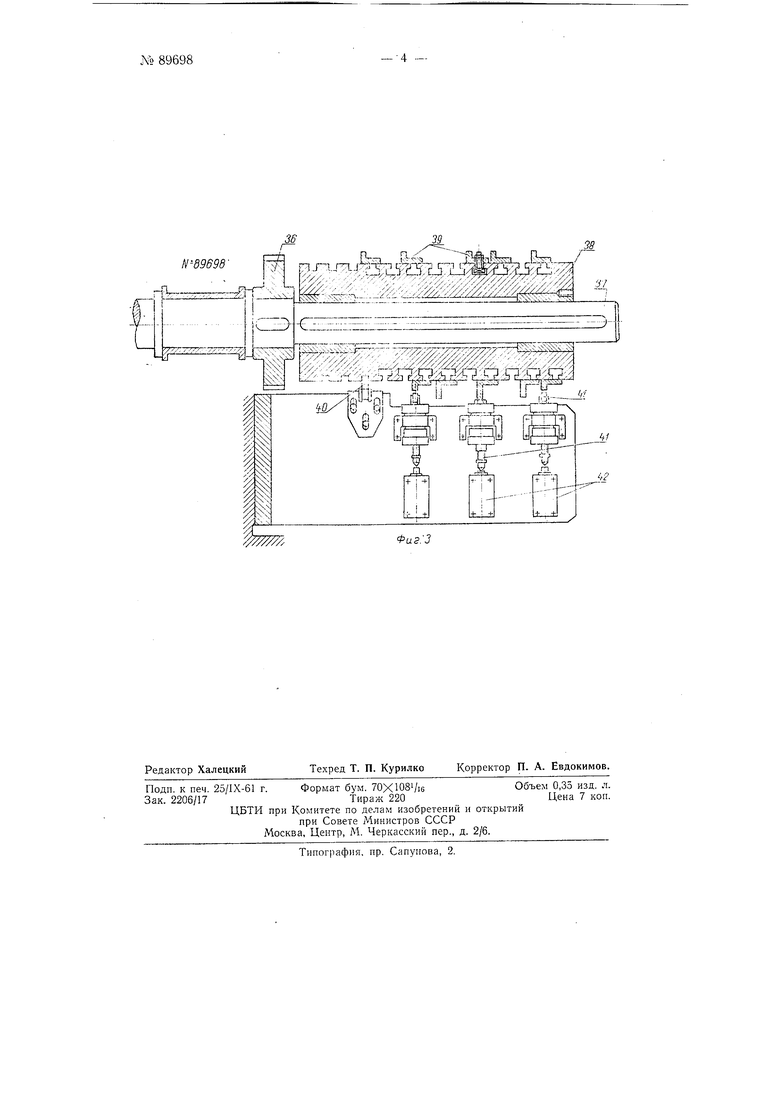
На валу щестерен 31 помещается коническая щестерня, находящаяся в зацеплении с шестерней 33, раз.мещенная в каретке и скользящая по шлицевому валику 34 (на чертелсе не показаны) установленному на станине 26. На валике 34 поставлена щестерня, имеющая зацепление с щестерней 36, насаженной на кулачковый вал 37, на котором имеется кулачковый барабан 38, имеющий четыре канавки, нарезанные по спирали: три канавки для креиления кулачков 39 и одну для пальца 40 (фиг. 3).
.Ny 8У6У82 -
Каж:дая канавка представляет собой три витка спирали. Кулачок о,У через толкатель 41 нажимает на кнопку 42.
Для пуска реверса н остановки двигателя нажимного устройства установлено три кнопки. Через пару шестерен кулачковый вал связан с конечныл выключателем.
Рольганг 7 имеет онускающиеся ролики 30, смонтированные на качаюндихся рычагах 35 и связанных между собой тягой.
Для подъема и опускания роликов на тяге установлен винт, гайкой которого является маховик 17. Рама рольганга имеет опоры 43 для принятия ударов от вращающейся при прокатке заготовки.
Нагретая заготовка подается на поднятые ролики рольганга 7 и нри разведеиных валках S подается в стан. Конец заготовки зажимается в патроне 24 натяжного механизма, находящегося в крайнем своем положении около рабочей клетн. Маховичком 17 ролнки отводятся вниз. Затем вк.тючается электродвигатСоЧЬ натяжного устройства. При этом начинает перемещаться каретка 25 с патроном 24.
В соответствующем заданному профилю положении кулачок 39 производит включение электродвигателя нажимного устройства. Вращающиеся валки сближаются и начинается обжатие заготовки нрн уме1нщ1ающемся расстоянии между валками, до тех пор, пока следующий кулачок не выключит электродвигатель нажимного устройства или не переключит его на обратный ход. В результате, если электродвигатель иажимного устройства работает, врапгая винт в ту или другую сторону, производится прокатка заготов(и увеличивающемся или уменьщающемся диаметре ее; если же мотор выключен и винт неподвижен, то нроисходит обжатие заготовки при постоянном сечении ее.
Одновременно с буксой перемещается и сухарь 20, смеидаюш,ийся относительно пальца 21. Паз в сухаре дает возможность одновременно при нередвижепин буксы производить поворот ее, в связи с этим можно давать нрн больщих обжатиях малый угол иакло 1а валков н наоборот.
Передача к нажимному устройству (от электродвигателя 18 к буксе 9) рассчитывается из условий получения необходимых профилей заготовки. В случае плавных переходов между отдельпыми сечениями заготовки дается медленное вращение вннту н наоборот.
Расположение кулачков на барабане и установка скорости вращения вннтов нанчимного устройства обеспечивает прокатку профилей переменного сечения пли же нериодическнх профилей различной формы. Стан может также катать трубы переменного сечения. В этом случае труба сажается на отправку и одноврсмепно с ней зажимается в патроне 24 натяжного механизма.
Пред м е т н з о б р е т е н и я
1.Стан для поперечно-виитовой прокатки прутков и труб переменного сечения, отличающийся тем, что, с целью повышения производительности и уменьщения отхода металла, стаи оснащен тремя или большим числом приводных валков с узким профилем.
2.Стан по п. 1, о т л и ч а 10 щи и с я тем, что, с целью автоматического сближения и раздвиження валков, применен механизм, обеспечивающий синхронность перемещения валков от электродвигателя во время прокатки, в зависимости от положения патрона натяжного устройства и от требуемого изменения сечения профиля по длине изделия.
3.Стан по пп. 1 и 2 о т л и ч а ю щ и и с я тем, что для зажима переднего конца прокатываемого изделия применено натяжное устройство с патроном, автоматнчески с номощью кулачкового механнзма управляющего перемещением валков в нронессе нрокатиг.
ssrpi)N 89698- r felfex TJ feyiEp .- . .- . . - / -/. . . -////////// / -//A ФиЗ.З