Предлагается прокатный стан для прокатки круглых профилей и труб переменного по длине сечения.
Применяемые способы изготовления круглых профилей переменного по длине сечения, базирующиеся на ковке и штамповке заготовок с последующей механической их обработкой являются малопроизводительными и неэффективными.
В описываемом стане для винтовой прокатки круглых профилей п труб применяют трехвалковый механизм, с гидравлическим приводом для установки валков и с регулируемым натяжением прокатываемой заготовки.
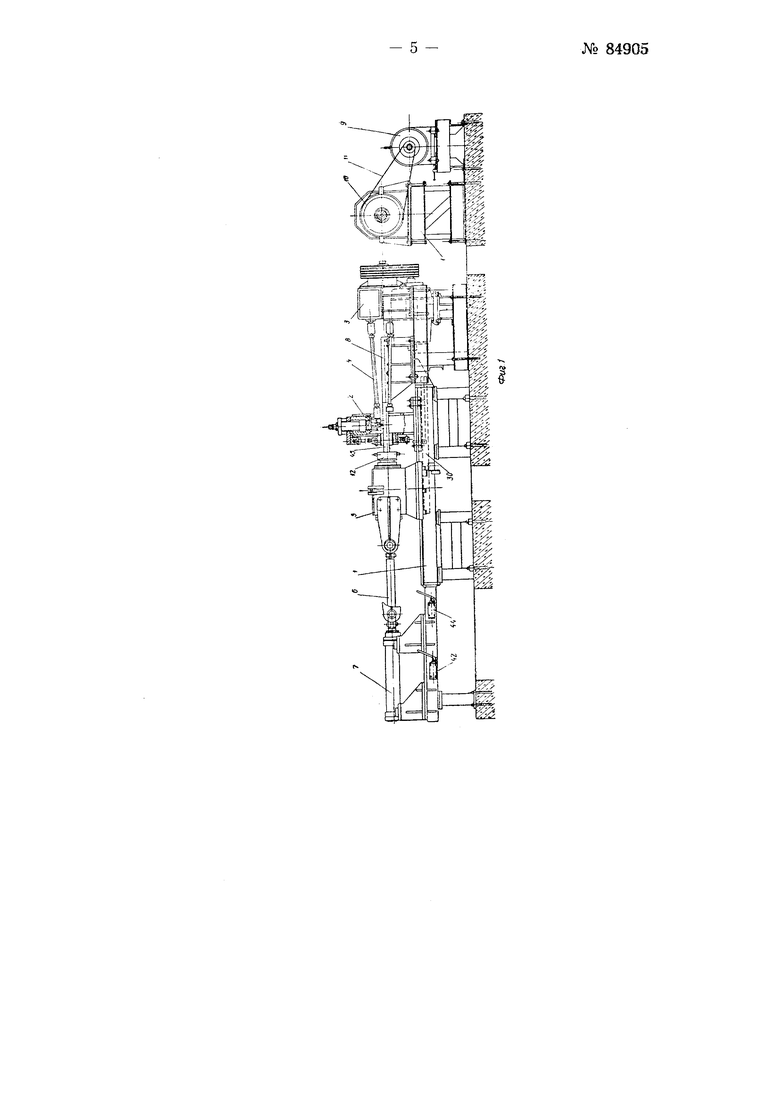
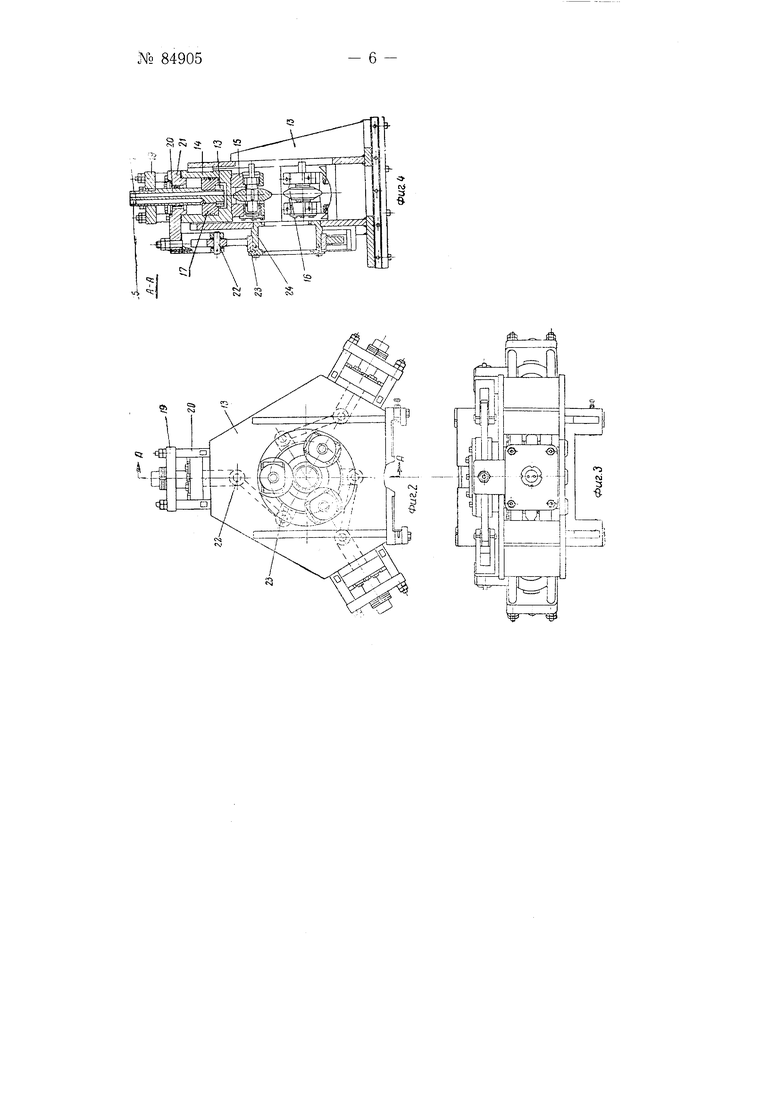
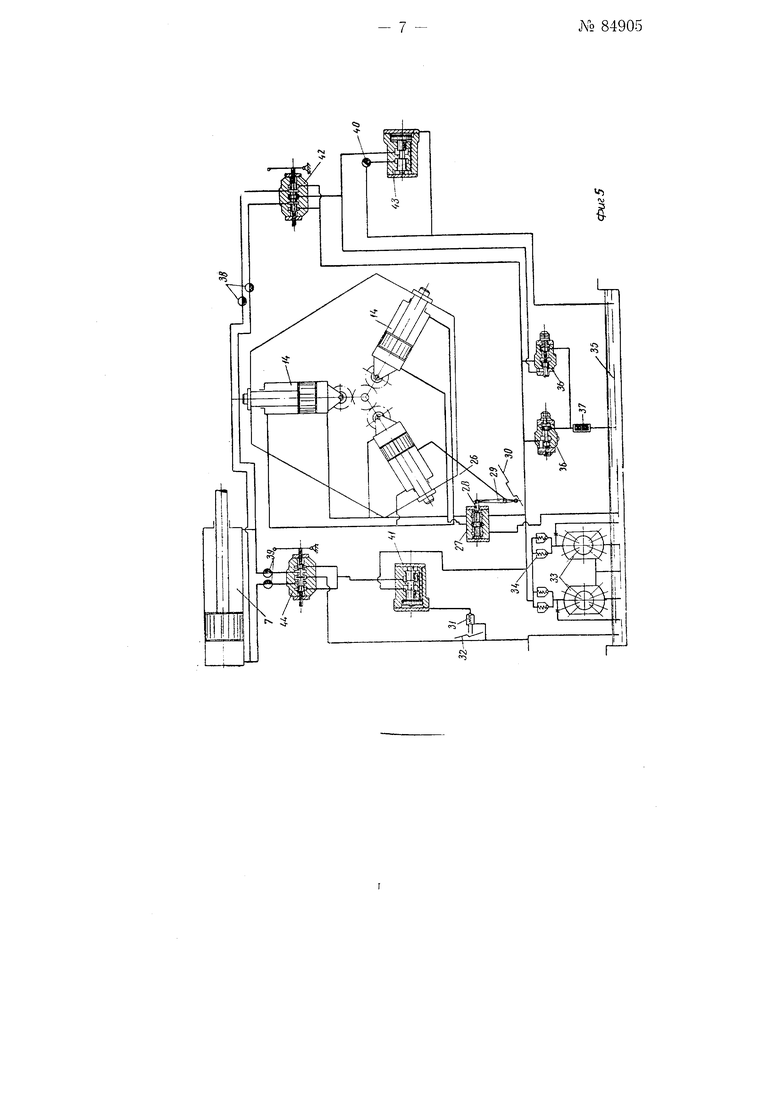
На фиг. 1 изображена общая схема стана; на фиг. 2 и 3 - рабочая клеть стана в двух проекциях; на фиг. 4- то же, в разрезе по А-А на фиг. 2; на фиг. 5 - гидравлическая схема стана.
Стан предназначен для получения методом винтовой прокатки круглых профилей переменного сечения, имеющих форму тел вращения. На стане можно получать пустотелые профили переменного сечения с изменяющейся толщиной стенки. Эти профили прокатываются на стане из черных и цветных металлов и сплавов, как в горячем, так и в холодно.м состоянии.
Стан позволяет получать прокат заданной внещией формы и в любом поперечном сечении более тонкую или неизменную по сравнению с первоначальной заготовкой стенку.
Стан универсален и переход от прокатки одного профиля к прокатке другого осуществляется путем смены копировальных линеек.
На станине У (фиг. 1) помещены - рабочая клеть 2 и клеть 3 для щестерен. Клеть 3 связана щпинделями 4 с рабочей клетью 2. На станине смонтирована каретка 5, перемещаемая по станине / щтоком 6 гидравлического цилиндра 7. Между рабочей клетью 3 и клетью 3 для щестерен поставлена проводка 8.
№ 84905
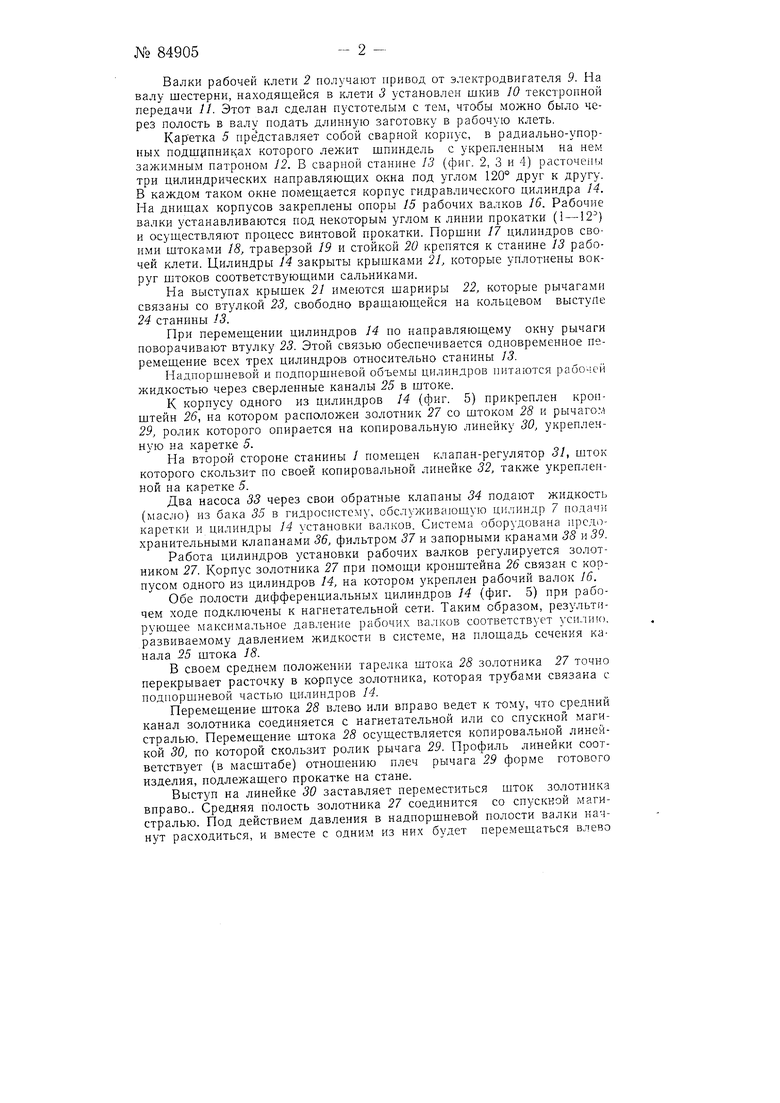
Валки рабочей клети 2 получают привод от электродвигателя 9. На валу шестерни, находящейся в клети 3 установлен шкив 10 текетропной передачи 11. Этот вал сделан пустотелым с тем, чтобы можно было через полость в валу подать длинную заготовку в рабочую клеть.
Каретка 5 представляет собой сварной корпус, в радиально-упорных подшипниках которого лежит шпиндель с укрепленным на нем зажимным патроном 12. В сварной станине 13 (фиг. 2, 3 и 4) расточены три цилиндрических направляющих окна под утлом 120° друг к другу. Б каждом таком окне помещается корпус гидравлического цилиндра /4. На днищах корпусов закреплены опоры /5 рабочих валков 16. Рабочие валки устанавливаются под некоторым углом к линии прокатки (1 - 2) и осуществляют процесс винтовой прокатки. Поршни 17 цилиндров своими штоками 18, траверзой 19 и стойкой 20 крепятся к станине 13 рабочей клети. Цилиндры 14 закрыты крышками 21, которые уплотнены вокруг щтоков соответствующими сальниками.
На выступах крышек 21 И1,1еются шарниры 22, которые рычагами связаны со втулкой 23, свободно вращающейся на кольцевом выступе 24 станины -5.
При перемещении цилиндров 14 по направляющему окну рычаги поворачивают втулку 23. Этой связью обеспечивается одновременное перемещение всех трех цилиндров относительно станины 13.
Надпоршневой и подпорщневой объемы цилиндров питаются рабочей жидкостью через сверленные каналы 25 в штоке.
К корпусу одного из цилиндров 14 (фиг. 5) прикреплен кронштейн 26, на котором расположен золотник 27 со штоком 28 и рычаго.м 29, ролик которого опирается на копировальную линейку 30, укрепленную на каретке 5.
На второй стороне станины / помещен клапан-регулятор 31, шток которого скользит по своей копировальной линейке 32, также укрепленной на каретке 5.
Два насоса 33 через свои обратные клапаны 34 подают жидкость (масло) из бака 35 в гидросистему, обслуживающую цилиндр 7 подач каретки и цилиндры 14 установки валков. Система оборудована предохранительными клапанами 36, фильтром 37 и запорными кранами 38 и 39.
Работа цилиндров установки рабочих валков регулируется золотником 27. Корпус золотника 27 при помощи кронщтейна 26 связан с корпусом одного из цилиндров 14, на которол5 укреплен рабочий валок 16.
Обе полости дифференциальных цилиндров 14 (фиг. 5) при рабочем ходе подключены к нагнетательной сети. Таким образом, результирующее максимальное давление рабочих ва;1ков соответствует усилию. развиваемому давлением жидкости в системе, на площадь сечения канала 25 штока 18.
В своем среднем положении тарелка штока 28 золотника 27 точно перекрывает расточку в корпусе золотника, которая трубами связана с подпоршневой частью цилиндров 14.
Перемещение щтока 28 влево или вправо ведет к тому, что средний канал золотника соединяется с нагнетательной или со спускной магистралью. Перемещение штока 28 осуществляется копировальной линейкой 30, по которой скользит ролик рычага 29. Профиль линейки соответствует (в масштабе) отношению плеч рычага 29 форме готового изделия, подлежащего прокатке на стане.
Выступ на линейке 30 заставляет переместиться шток золотника вправо.. Средняя полость золотника 27 соединится со спускной магистралью. Под действием давления в надпоршневой полости валки начнут расходиться, и вместе с одним из них будет перемещаться влево
и корпус золотника 27 до тех пор, пока средняя расточка в его корпусе снова не будет перекрыта средней тарелкой штока 28. Впадина на линейке приводит валки к сближению и к уменьшению сечения прокатываемой заготовки. Таким образом, перемещение валков точно копирует форму линейки. Увеличение верхнего плеча рычага 29 обеспечивает повышение точности работы копировального устройства.
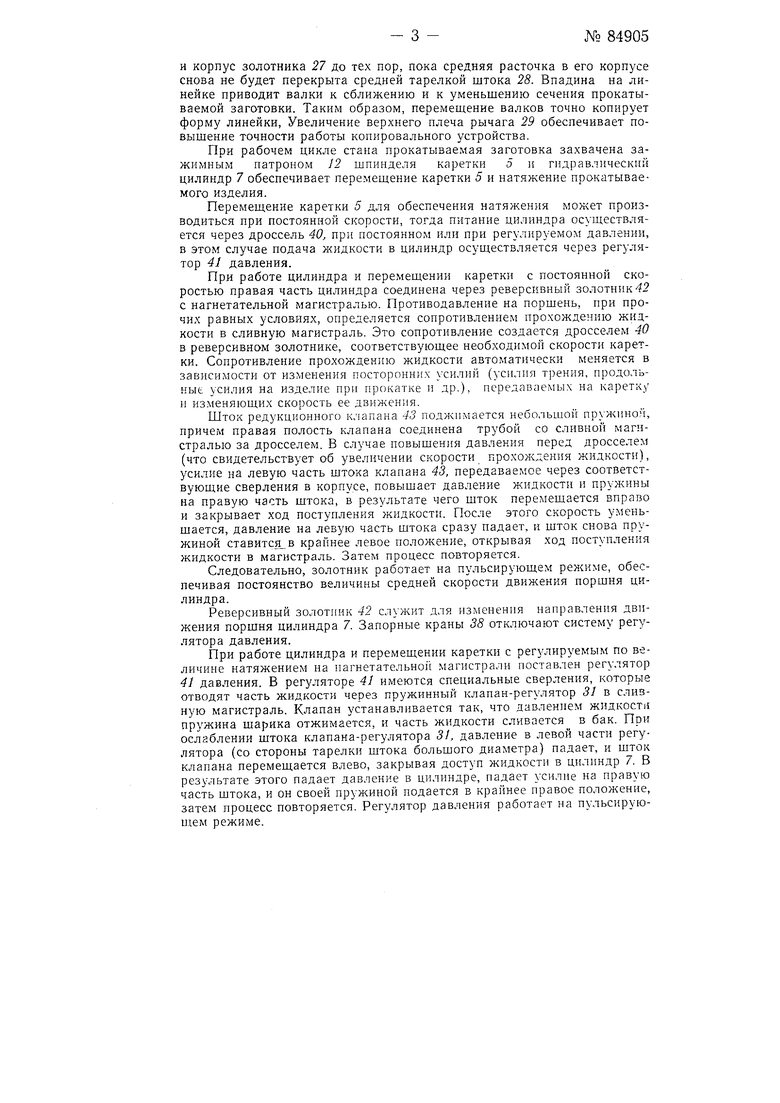
При рабочем цикле стана прокатываемая заготовка захвачена зажимным патроном 12 шпинделя каретки 5 и гидравлический цилиндр 7 обеспечивает перемещение каретки 5 и натяжение прокатываемого изделия.
Перемещение каретки 5 для обеспечения натяжения может производиться при постоянной скорости, тогда питание цилиндра осуществляется через дроссель 40, при постоянном или при регулируемом давлении, Б этом случае подача жидкости в цилиндр осуществляется через регулятор 41 давления.
При работе цилиндра и перемещении каретки с постоянной скоростью правая часть цилиндра соединена через реверсивный золотник 42 с нагнетательной магистралью. Противодавление на поршень, при прочих равных условиях, определяется сопротивлением прохождению жидкости в сливную магистраль. Это сопротивление создается дросселем 40 в реверсивном золотнике, соответствующее необходимой скорости каретки. Сопротивление прохождению жидкости автоматически меняется в зависимости от изменения посторонних усилий (усилия трения, продольные усилия на изделие при прокатке и др.), передаваемых на каретку и изменяющих скорость ее движения.
Шток редукционного клапана 43 поджимается небольшой пружиной, причем правая полость клапана соединена трубой со сливной магистралью за дросселем. В случае повышения давления перед дросселем (что свидетельствует об увеличении скорости прохол-сдения жидкости), усилие на левую часть щтока клапана 43, передаваемое через соответствующие сверления в корпусе, повышает давление жидкости и пружины на правую часть штока, в результате чего шток перемещается вправо и закрывает ход поступления жидкости. После этого скорость уменьшается, давление на левую часть штока сразу падает, и щток снова пружиной ставится в крайнее левое полол ение, открывая ход поступления жидкости в магистраль. Затем процесс повторяется.
Следовательно, золотник работает на пульсирующем режиме, обеспечивая постоянство величины средней скорости движения поршня цилиндра.
Реверсивный золотник 42 служит для изменения направления движения поршня цилиндра 7. Запорные краны 38 отключают систему регулятора давления.
При работе цилиндра и перемещении каретки с регулируемым по величине натяжением на нагнетательной магистрали поставлен регулятор 41 давления. В регуляторе 41 имеются специальные сверления, которые отводят часть жидкости через пружинный клапан-регулятор 31 в сливную магистраль. Клапан устанавливается так, что давлением жидкости пружина шарика отжимается, и часть жидкости сливается в бак. При ослаблении щтока клапана-регулятора 31, давление в левой части регулятора (со стороны тарелки щтока большого диаметра) падает, и щток клапана перемещается влево, закрывая доступ жидкости в цилиндр 7. В результате этого падает давление в цилиндре, падает усилие на правую часть штока, и он своей прул-синой подается в крайнее правое положение, затем процесс повторяется. Регулятор давления работает на пульсирующем режиме.
- 3 -Яо 84905
№ 84905- 4 Следовательно, изменяя усилие на шток клапана-регулятора 31, можно изменять усилие натяжения в прокатываемом изделии.
Изменять усилие на шток клапана-регулятора 31 можно специальной фасонной копировальной линейкой 32 или регулируемым упором.
Реверсивный золотник 44 и запорные краны 55работают аналогично описанным.
Прокат происходит следующим образом.
Заготовка 45, подлежащая прокатке, пропускается через пустотелую шестерню и проводку 8 между рабочими валками 16. Передний конец заготовки 45 зажимают в патроне 12 шпинделя каретки 5, находяп1е1;-ся в крайнем правом своем положении.
Электродвигатель 9 вращает рабочие валки 16. Под давлением жидкости, в соответствии с профилем установленной копировальной линейки 30, поршни цилиндров 14 сближаются и рабочие валки, укрепленные на них, начинают осуществлять процесс винтовой прокатки заготовки. При непрерывном натяжении изделия, создаваемом кареткой 5, заготовка в процессе прокатки вращается. Так как па этой каретке укреплена и копировальная линейка, регулирующая расстояние между валками, то конечный профиль прокатанного изделия точно соответствует профилю копировальной линейки (с учетом упомянутого масштаба). Прокатку пустотелых гильз можно производить на оправке, ее вместе с гильзой в патрон 12.
Перестройка стана для прокатки другого профиля осуществляется сменой копировальной линейки. Так как на линейку давления какоголибо не передается, то она может быть выполнена из тонкого листового материала. Ее смена занимает незначительное время.
Предмет изобретения
1.Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения, имеющий три или больше приводных рабочих валков, установка которых, т. е. изменение расстояния между которыми, производится в процессе прокатки гидравлическими цилиндрами, отличающийся наличием каретки для сообщения переднего натялсения прокатываемому изделию, перемещение которой осуществляется от гидравлического цилиндра непосредственно или через промежуточную передачу.
2.Стан по п. 1, о т л и ч а ю uj, и и с я применением устройства для иЗ мерения расстояния между валками в соответствии с заданным профилем готового изделия, включающего в себя клапан-золотник, управляющий гидравлическими цилиндрами установки валков и перемещающийся одновременно с валками или с одним из них, а также применением копировальной линейки, профиль которой соответствует профилю готового изделия, перемещающейся одновременно с кареткой натяжного устройства и воздействующей на перемещение штока золотника непосредственно или через систему рычагов.
3.Стан по пп. 1 и 2, от л и ч а ю ш и и с я применением механизма для регулирования натяжения прокатываемого изделия, воздействуюик.го на гидравлический цилиндр каретки и состоящего из дросселя и редукционного клапана, регулирующих подачу рабочей жидкости в цилиндр и отвод ее или из регулятора давлений и клапан-регулятора, или из комбинации последних.
J5 о- СЗ с
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| Стан для поперечно-винтовой прокатки прутков и труб переменного сечения | 1947 |
|
SU89698A1 |
| Горелка для газопрессовой сварки и термической обработки | 1948 |
|
SU89338A1 |
| Стан для поперечной прокатки полых изделий периодического профиля | 1977 |
|
SU743762A1 |
| Стан для прокатки зубьев на заготовках конических шестерен | 1947 |
|
SU79323A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ СТУПЕНЧАТЫХИЗДЕЛИЙ | 1972 |
|
SU446344A1 |
| Стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру | 1977 |
|
SU617146A2 |
| Стан поперечной прокатки полых профильных изделий | 1980 |
|
SU925502A1 |
| Устройство к стану кварто горячей прокатки | 1961 |
|
SU142998A1 |
| Стан поперечно-винтовой прокатки | 1983 |
|
SU1224072A1 |