Известны конструкции специальных механических и гидравлических прессов с полным автоматизированным циклом одностороннего или двухстороннего прессования изделий из металлических порошков.
Описываемым устройством может быть выполнен весь цикл прессования, начиная от загрузки порошка в пресс-форму и кончая сталкиванием готового изделия, на обычном гидравлическом или механическом прессе соответствующего давления.
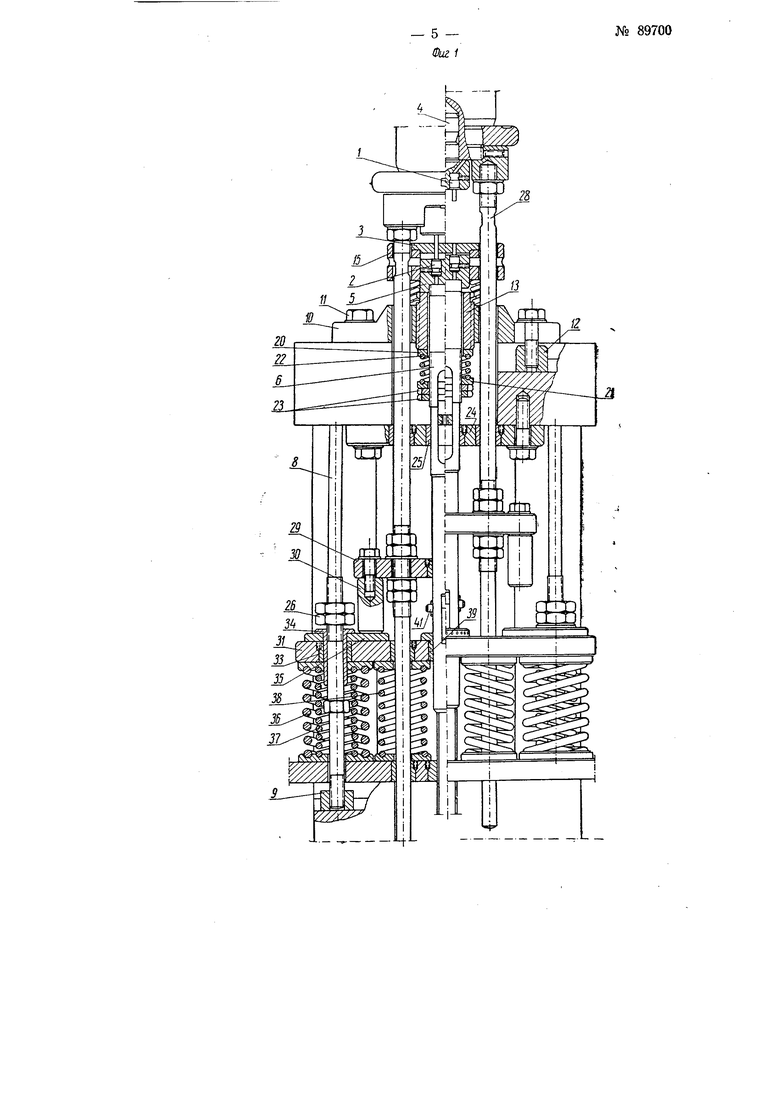
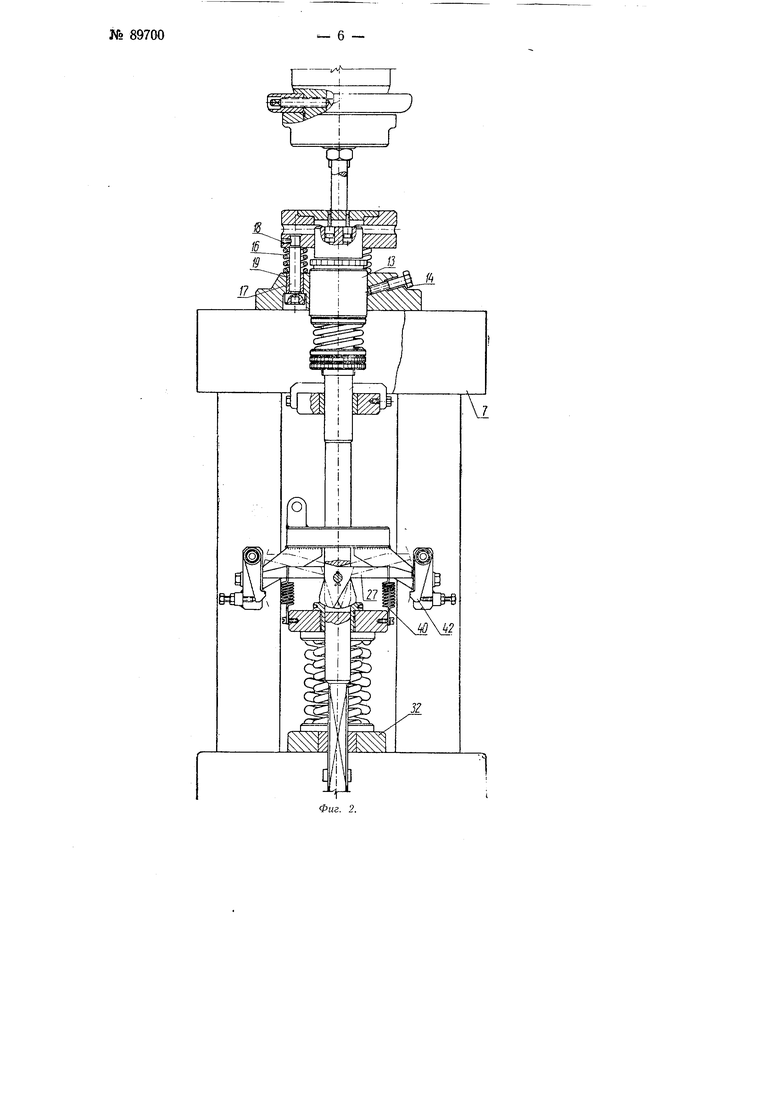
На фиг. 1 и 2 изображено устройство в разрезе.
Рабочими инструментами для прессования служат верхние пуансоны /, нижние пуансоны 2 и матрица 5. Верхние пуансоны закреплены в гнезде держателя 4 пуансонов, который в свою очередь закреплен в гнезде поршня или ползуне пресса. Нижний пуансон 2 закреплен в ползуне 5 сидящего на резьбе верхнего конца выталкивателя 6,
Между нижней частью станины пресса и столом его 7 установлены две распорные стойки 5, закрепляемые нижним концом пазовыми гайками 9 в станине пресса. При помощи этих стоек стол пресса 7 строго выверяется так, чтобы его плоскость была строго перпендикулярна направлению движения держателя 4.
Плита пресс-формы 10 монтируется на столе пресса и прочно закрепляется болтами }}, ввертываемыми в базовые гайки 12.
В центральное отверстие ПоТиты 10 ввернута на резьбе опора 13, на верхнюю поверхность которой опирается ползун 5, сидящий на верхнем конце выталкивателя 6, имеющего возможность перемещаться в центральном отверстии опоры 13.
Необходимое положение опоры 13 по отношению к плите 10 фиксируется стопорным болтом 14.
№ 89700- 2 -
Между корпусом пресс-формы 15, в котором закреплена шурупами матрица 3, и плитой 10 установлены пружины 16, внутри которых проходят болты 17, ввернутые в корпус пресс-формы и закрепленные в ней винтами 18. Нижняя часть стерл ня болта 17 направляется втулками 19, запрессованными в плите 10. Таким образом, корпус пресс-формы удерл ивается на определенном уровне от плиты и имеет возможность опускаться и вновь возвращаться в первоначальное положение при двухстороннем прессовании.
При одностороннем прессовании между плитой и корпусом прессформы вместо пружин 16 устанавливают распорные втулки, благодаря чему корпус пресс-формы жестко связывается с плитой.
Во внутренней части стола 7 пресса монтируются на выталкивателе 6 верхнее кольцо 20, нижнее кольцо 21, пружина 22 и гайка 23, при помощи которых выталкиватель 6 под воздействием натяжения пружины 22 фиксирует е нижнем положении рабочие торцы Нижних пуансонов 2.
К нижней поверхности стола 7 пресса болтами привернута плита 24 с запрессованной в ней втулкой 25, внутри которой перемещается средняя часть выталкивателя 6.
При помощи опоры 13 можно регулировать положение рабочего торца нижнего пуансона в матрице 3 и изменять, таким образом, объем внутренней полости рабочих отверстий матрицы, а следовательно, изменять объемные порции металлических порошков, загружаемых автоматически в рабочую полость матрицы.
При двухстороннем прессовании верхние пуансоны / входят в рабочие полости матрицы и сжимают объемные порции порошка, расположенные между рабочими торцами нижних и верхних пуансонов. При этом нижние пуансоны остаются неподвижными, а корпус пресс-формы 15 вместе с укрепленной в нем матрицей 3 перемещается вниз, пока рабочие торцы верхних пуансонов не достигнут своего нижнего положения.
Опускапие матрицы обусловливается силами трения между внутренними боковымИ поверхностями рабочих полостей матрицы и соприкасающимися зернами порощка, сжимаемыми давлением верхнего пуансона.
При обратном ходе верхних пуансонов корпус пресс-формы с матрицей также перемещаются вверх под действием пружин 16, а также давления на отпрессованную заготовку механизма пружинного выталкивателя, передаваемого через торцы нижних пуансонов.
Движение нижних пуансонов кверху продолжается и после прихода матрицы в первоначальное положение. Действие пружинного выталкивателя ограничивается гайками 26, причем в этом его положении рабочие торцы нижних пуансонов лежат в одной плоскости с верхней поверхностью матрицы, что позволяет столкнуть с матрицы отпрессованную заготовку.
Нижние пуансоны опускаются вниз под действием 22 после того, как сработает механизм затвора 27.
При одностороннем прессовании корпус пресс-формы и матрица жестко связаны с плитой и, следовательно, остаются неподвижными при перемещениях верхних и нижних пуансонов, которые происходят так же, как и при двухстороннем прессовании.
Механизм пружинного выталкивателя предназначается для восприятия части общего давления порщня или ползуна пресса, необходимого для сжатия пружин механизма и для последующей передачи воспринятого давления затвором механизма замкового устройства через
выталкиватель 6 на ползун 5 и закрепленные в нем нижние пуансоны.
С механизмом пружинного выталкивателя связаны две тяги 28, закрепленные в ползуне или поршне пресса, на которых жестко сидит коромысло 29; внутри последнего по втулке может передвигаться своей средней частью выталкиватель 6. На краях коромысла укреплены болтами упоры 30. Средняя часть тяг 28 проходит во втулках через плиту 24. Нижняя их часть скользит по втулкам, запрессованным в верхней плите 31 и нижней 32.
В концах верхней плиты 31 запрессованы втулки 33, внутри которых могут перемещаться специальные втулки 34, скользящие по нижним концам тяг 28.
Давление упоров 30 на верхнюю плиту 31 воспринимается прокладками 35.
Между плитами верхней и. нижней на прокладках установлены пружины 36, 37 по краям и пружины 38 - в середине.
В центре верхней плиты 31 ввинчена на резьбе втулка 39, которая через затвор 27, связанный с выталкивателем 6, передает общее давление пружин ползуну 5.
Положение нижней плиты 32 огносигельно нижней части пресса может регулироваться при помощи стопорных болтов.
При опускании поршня или ползуна пресса вниз в момент прессования жестко связанные с ним тяги 28 и коромысло 29 упорами 30 передают часть общего давления пресса на верхнюю плиту 31, вследствие чего комплект пружин 36, 37 и 38 сжимается.
В момент, предшествующий окончанию перемещения верхнего пуансона, рабочие торцы затворов замкового устройства 27 выходят из внутреннего паза выталкивателя 6 под действием пружин 40, поворачиваются на оси 41 и упираются своими наружными скосами во внутренние скосы верхней поверхности паза.
При обратном ходе пресса упоры 30 освобождают верхнюю плиту 31 и воспринятое пружинами 36, 37, 38 давление через втулку 39 и рабочие торцы затвора 27 передается выталкивателем к нижним пуансонам 2, которые при своем движении кверху вытолкнут готовое изделие.
Движение выталкивателя с пуансонами кверху прекратится, когда верхняя плита 31 буртами втулок 34 упрется в гайке 26. В этот момент рабочие торцы нижних пуансонов находятся в одной плоскости с плоскостью матрицы 3.
При дальнейшем движении ползуна пресса кверху -собачки 42, связанные с коромыслом 29, увлекаемым тягами 28 также кверху вместе с ползуном, захватывают своими крючками горизонтальные рычаги затворов 27 и поворачивают их, пока рабочие торцы их не войдут внутрь втулки 39, после чего под действием пружины 22 и собственного веса выталкиватель 6 вместе с ползуном 5 и пуансонами 2 займут свое исходное положение.
Момент опускания нижних пуансонов наступает тогда, когда крайняя правая прессовка сдвинута с рабочего отверстия матрицы сталкивателем загрузочного механизма.
Работа загрузочного механизма кинематически связана при помощи рычажного устройства с движение.м коромысла 29.
1. Устройство к гидравлическому или механическому прессу для автоматического одностороннего или двухстороннего прессования металлических норошков, отличающееся тем, что оно выполнено в
Предмет изобретения
№ 89700
виде устанавливаемого на стол пресса подпружиненного выталкивателя, несущего подпружиненную матрицу, надвигаемую на укрепленные в выталкивателе нижние пуансоны ползуном верхних пуансонов.
2.Устройство по п. 1, отличающееся тем, что прессование снизу осуществляется опусканием матрицы вместе с верхним пуансоном на нижний пуансон.
3.Устройство по пп. 1-2, отличающееся тем, что выталкивание готовой детали из формы производится при помощи пружинного выталкивателя, сжатие пружин которого происходит от ползуна поршня пресса при ходе вниз.
4.Устройство по пп. 1-3, отличающееся тем, что механизм загрузки кинематически связан с порщнем или ползуном пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования порошка | 1980 |
|
SU942885A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Устройство для запрессовки тонкостенных порошковых втулок в оболочки | 1989 |
|
SU1595627A1 |
| Устройство для прессования изделий из порошка | 1977 |
|
SU738768A1 |
| УСТАНОВКА ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2037399C1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2040396C1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |