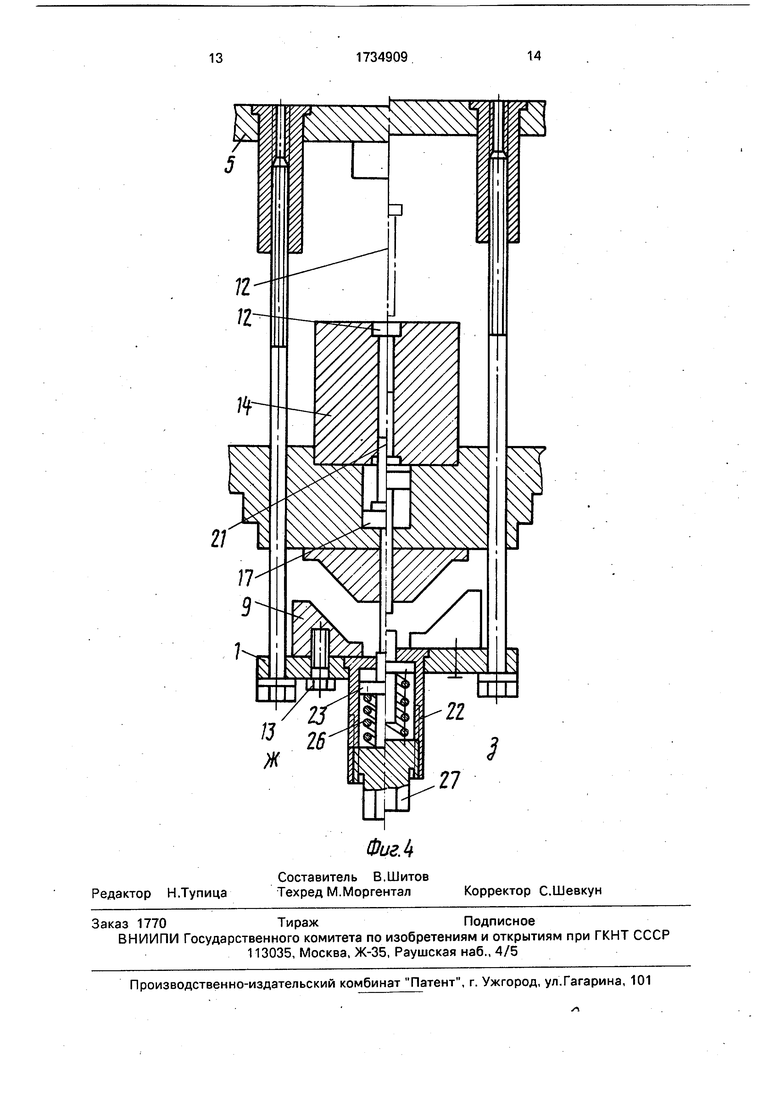
разведения ползушек 9. Траверса 1 связана с верхней плитой тягами 2. Во время рабочего хода траверса 1 с ползушками 9 опускается, они западают под толкатель 17, при обратном ходе через толкатель 17 выталкивают изделие 7, находят на клин 15 и разводятся из-под толкателя 17. При переходе на изготовление изделий другой длины пол- зушки 9 фиксируются на траверсе 1, а в стакан 22 устанавливаются для выталкивания дополнительный толкатель, пробка и пружина. 3 з.п. ф-лы, 4 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Устройство для выталкивания деталей из матрицы штампа | 1986 |
|
SU1488095A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Штамп для листовой штамповки | 1982 |
|
SU1091964A1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |

х Изобретение относится к обработке металлов давлением, в частности к конструкциям выталкивающих устройств, встроенным в штамп, и может быть использовано в машиностроении.
Известно устройство для выталкивания изделий из штампа, содержащее зубчатые рейки, смонтированные на колонках штампа, соединяющих его верхнюю и нижнюю плиты, зубчатые колеса, установленные на осях с возможностью взаимодействия с зубчатыми рейками, а также толкатель с приводом. Оно снабжено регулируемыми кривошипами, размещенными на осях зубчатых колес, привод толкателя выполнен в виде траверсы, шарнирно соединенной тягами с кривошипами, при этом зубчатые колеса размещены с возможностью поворота на угол до 205-210°.
Недостатком этого устройство является затрудненная фиксация в матрице, например, стержневых исходных заготовок для высадки винтов (болтов) при наличии толкателя в рабочей зоне матрицы, когда подвижная часть штампа находится в исходном верхнем положении.
Наиболее близким к предлагаемому техническому решению по существенным признакам и достигаемому эффекту является универсальный блок, содержащий устройство для выталкивания изделия, расположенного в нижней плите блока и на коромысле. К верхней плите крепятся резьбовые втулки и сменный пуансон. К нижней плите крепятся сверху сменная матрица, а снизу клин. В ступенчатой полости нижней плиты и в отверстии клина размещен толкатель с возможностью возвратно-поступательного движения по направлению движения ползуна пресса. Подпружиненное коромысло соединено тягами через резьбовые втулки с верхней плитой. На коромысле подвижно смонтированы соединенные между собой пружинами растяжения ползушки с возможностью радиального перемещения при взаимодействии с клином (при выталкивании коротких изделий). А для выталкивания длинных изделий с коромысла
убираются ползушки и в средней его части жестко крепится упор.
Недостатком известной конструкции является значительное время, необходимое
для переналадки выталкивающего устройства с выталкивания из штампа коротких изделий на наладку выталкивания длинных изделий и обратно.
Цель изобретения - сокращение времени переналадки на выталкивание деталей различной длины за счет исключения выворачивания тяг из резьбовых втулок верхней плиты и вновь вворачивания их после переналадки.
Указанная цель достигается тем, что штамп снабжен средствами фиксации ползушек в нерабочем положении на траверсе, а средства выталкивания снабжены дополнительным толкателем и пружиной, располагаемыми на траверсе, дополнительный толкатель выполнен в виде стержня с буртиком в средней части и размещен с возможностью взаимодействия одним торцом с толкателем и другим - с пробкой, а пружина
расположена между буртиком и пробкой.
В траверсе выполнены дополнительные отверстия, в каждой ползушке выполнено резьбовое отверстие, а средства фиксации ползушек выполнены в виде крепежных деталей, каждая из которых расположена в одном из дополнительных отверстий траверсы и в резьбовом отверстии ползушки. Штамп снабжен стаканом, размещенным в отверстии траверсы дном к толкателю и
имеющим в дне отверстие, соосное толкателю, а на другом (противоположном) конце - внутреннюю резьбовую поверхность, дополнительный толкатель, пружина и пробка расположены в полости стакана, а пробка
связана с резьбовой поверхностью стакана с возможностью регулировочного перемещения вдоль его оси. Для изменения усилия выталкивания штамп снабжен комплектом дополнительных толкателей, имеющих различные размеры от буртика до обращенного к пробке торца.
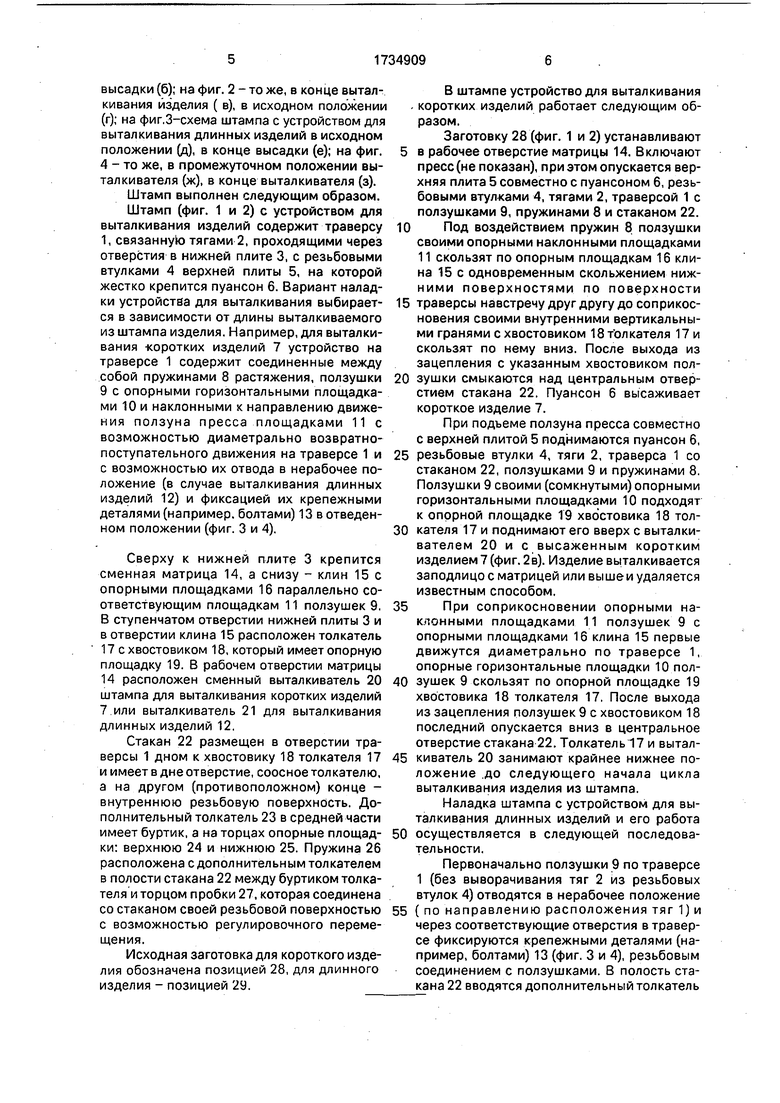
На фиг. 1 схематично изображен штамп с устройством для выталкивания коротких изделий в исходном положении (а) в конце
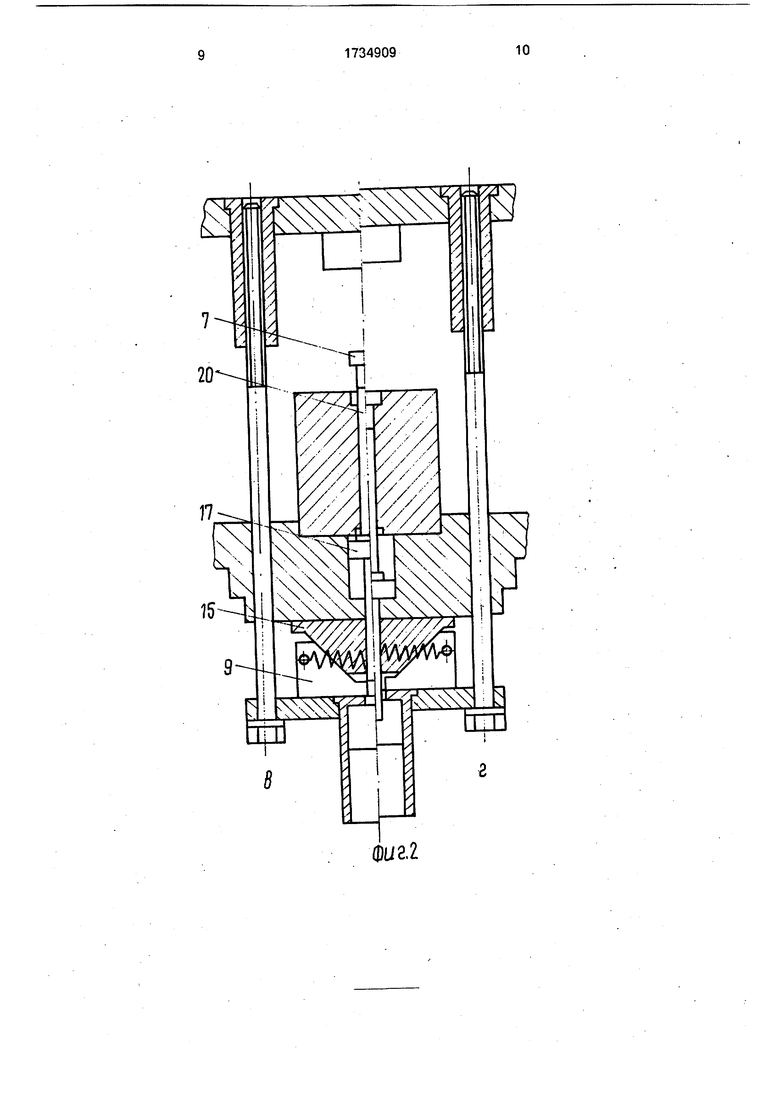
высадки (б); на фиг. 2 - то же, в конце выталкивания изделия ( в), в исходном положении (г); на фиг.З-схема штампа с устройством для выталкивания длинных изделий в исходном положении (д), в конце высадки (е); на фиг. 4 - то же, в промежуточном положении выталкивателя (ж), в конце выталкивателя (з).
Штамп выполнен следующим образом.
Штамп (фиг. 1 и 2) с устройством для выталкивания изделий содержит траверсу 1, связанную тягами 2, проходящими через отверстия в нижней плите 3, с резьбовыми втулками 4 верхней плиты 5, на которой жестко крепится пуансон 6. Вариант наладки устройства для выталкивания выбирается в зависимости от длины выталкиваемого из штампа изделия. Например, для выталкивания -коротких изделий 7 устройство на траверсе 1 содержит соединенные между собой пружинами 8 растяжения, ползушки 9 с опорными горизонтальными площадками 10 и наклонными к направлению движения ползуна пресса площадками 11 с возможностью диаметрально возвратно- поступательного движения на траверсе 1 и с возможностью их отвода в нерабочее положение (в случае выталкивания длинных изделий 12) и фиксацией их крепежными деталями (например, болтами) 13 в отведенном положении (фиг. 3 и 4),
Сверху к нижней плите 3 крепится сменная матрица 14, а снизу - клин 15 с опорными площадками 16 параллельно соответствующим площадкам 11 ползушек 9. В ступенчатом отверстии нижней плиты 3 и в отверстии клина 15 расположен толкатель 17 с хвостовиком 18, который имеет опорную площадку 19. В рабочем отверстии матрицы 14 расположен сменный выталкиватель 20 штампа для выталкивания коротких изделий 7 или выталкиватель 21 для выталкивания длинных изделий 12.
Стакан 22 размещен в отверстии траверсы 1 дном к хвостовику 18 толкателя 17 и имеет в дне отверстие, соосное толкателю, а на другом (противоположном) конце - внутреннюю резьбовую поверхность. Дополнительный толкатель 23 в средней части имеет буртик, а на торцах опорные площадки: верхнюю 24 и нижнюю 25. Пружина 26 расположена с дополнительным толкателем в полости стакана 22 между буртиком толкателя и торцом пробки 27, которая соединена со стаканом своей резьбовой поверхностью с возможностью регулировочного перемещения.
Исходная заготовка для короткого изделия обозначена позицией 28, для длинного изделия - позицией 29.
В штампе устройство для выталкивания . коротких изделий работает следующим образом.
Заготовку 28 (фиг. 1 и 2) устанавливают в рабочее отверстие матрицы 14. Включают пресс (не показан), при этом опускается верхняя плита 5 совместно с пуансоном 6, резьбовыми втулками 4, тягами 2, траверсой 1 с ползушками 9, пружинами 8 и стаканом 22.
0 Под воздействием пружин 8 ползушки своими опорными наклонными площадками 11 скользят по опорным площадкам 16 клина 15 с одновременным скольжением нижними поверхностями по поверхности
5 траверсы навстречу друг другу до соприкосновения своими внутренними вертикальными гранями с хвостовиком 18 т олкателя 17 и скользят по нему вниз. После выхода из зацепления с указанным хвостовиком пол0 зушки смыкаются над центральным отверстием стакана 22. Пуансон 6 высаживает короткое изделие 7.
При подьеме ползуна пресса совместно с верхней плитой 5 поднимаются пуансон 6,
5 резьбовые втулки 4, тяги 2, траверса 1 со стаканом 22, ползушками 9 и пружинами 8. Ползушки 9 своими (сомкнутыми) опорными горизонтальными площадками 10 подходят к опорной площадке 19 хвостовика 18 тол0 кателя 17 и поднимают его вверх с выталкивателем 20 и с высаженным коротким изделием 7 (фиг. 2в). Изделие выталкивается заподлицо с матрицей или вышей удаляется известным способом.
5 При соприкосновении опорными наклонными площадками 11 ползушек 9 с опорными площадками 16 клина 15 первые движутся диаметрально по траверсе 1, опорные горизонтальные площадки 10 пол0 зушек 9 скользят по опорной площадке 19 хвостовика 18 толкателя 17. После выхода из зацепления ползушек 9 с хвостовиком 18 последний опускается вниз в центральное отверстие стакана 22. Толкатель17 и вытал5 киватель 20 занимают крайнее нижнее положение .до следующего начала цикла выталкивания изделия из штампа.
Наладка штампа с устройством для выталкивания длинных изделий и его работа
0 осуществляется в следующей последовательности.
Первоначально ползушки 9 по траверсе 1 (без выворачивания тяг 2 из резьбовых втулок 4) отводятся в нерабочее положение
5 { по направлению расположения тяг 1) и через соответствующие отверстия в траверсе фиксируются крепежными деталями (например, болтами) 13 (фиг. 3 и 4), резьбовым соединением с ползушками. В полость стакана 22 вводятся дополнительный толкатель
23 и пружина 26, крепится в стакане резьбовым соединением пробка 27. Штамп готов к работе.
Заготовку 29 устанавливают в рабочее отверстие матрицы. При опускании ползуна пресса вместе с верхней плитой опускаются пуансон 6, резьбовые втулки 4, тяги 2 и траверса 1 с смонтированными на ней узлами (детали 8, 9 и 13; детали 22, 23 и 27), толкатель 17, выталкиватель 21 и заготовка 29. Толкатель 17, выталкиватель 21 и заготовка 29 занимают крайнее нижнее положение. Пуансон 6 высаживает изделие 12.
При подъеме ползуна пресса вместе с верхней плитой 5 поднимаются пуансон 6, резьбовые втулки 4, тяги 2 и траверса 1 с смонтированными на ней узлами (детали 8, 9 и 13; детали 22, 23, 26 и 27) (фиг. 3 и 4). Дополнительный толкатель 23 своей опорной площадкой 24 прикасается к опорной площадке 19 хвостовика 18. За счет силы контактного трения заготовки о матрицу через выталкиватель 21, толкатель 17 и дополнительный толкатель 23 сжимается пружина 26, После упора дополнительного толкателя 23 нижней опорной площадкой 25 в торец пробки 27 дальнейшее сжатие пружины 26 прекращается. С этого момента система - верхняя плита 5, резьбовые втулки 4, тяги 2, траверса 1, стакан 22, пробка 27, дополнительный толкатель 23, толкатель 17, выталкиватель 21, высаженное изделие 12 - работает жестко. Выталкивается из рабочего отверстия матрицы 14 высаженное изделие 12. Сила контактного трения изделия с инструментом быстро падает и при величине меньше силы сжатия пружины 26 последняя разжимается и сообщает ускоренное движение дополнительному толкателю 23, толкателю 17, выталкивателю 21 и высаженному изделию 12. Изделие 12 выбрасывается из рабочего отверстия матрицы. Верхняя плита 5 и блок деталей, связанный с ней, занимают исходное положение. Цикл повторяется.
Технико-экономический эффект изобретения заключается в сокращении времени переналадки на выталкивание деталей различной длины из штампа.
Формула изобретения
совпадающей с осью давления, средства выталкивания, установленные с возможностью съема и включающие в себя пробку с наружной резьбовой поверхностью, устанавливаемую на траверсе, ползушки, расположенные на траверсе по разные стороны от оси давления штампа с возможностью перемещения в плоскости, перпендикулярной к этой оси, и подпружиненные по направлению к последней, толкатель с осью, совпадающей с осью давления, .расположенный с возможностью размещения в отверстии траверсы, и клиновой механизм перемещения ползушек, содержащий выполненные со скосами элементы, часть которых размещена на нижней плите, а часть - на ползушках, отличающийся тем, что, с целью сокращения времени переналадки на выталкивание деталей различной
длины, он снабжен средствами фиксации ползушек в нерабочем положении на траверсе, а средства выталкивания снабжены дополнительным толкателем и пружиной, располагаемыми на траверсе, дополнительный толкатель выполнен в виде стержня с буртиком в средней части и размещен с возможностью взаимодействия одним концом с толкателем и другим - с пробкой, а пружина расположена между буртиком и пробкой.
тем, что он снабжен стаканом, размещенным в отверстии траверсы дном ктолкателю и имеющим в дне отверстие, соосное с толкателем, а на другом конце - внутреннюю резьбовую поверхность, дополнительный
толкатель, пружина и пробка расположены в полости стакана, а пробка связана с резьбовой поверхностью стакана с возможностью регулировочного перемещения вдоль его оси.
01
Si
606ШЛ
CM
со о
CD
ч- со rcxi
Редактор Н.Тупица
Составитель В.Шитов Техред М.Моргентал
27
Фиг Л
Корректор С.Шевкун
