I
Изобретение относится к обработке металлов резанием, в частности при чистовой обработке преимущественно крупномодульных зубчатых колес.
Известен способ обработки зубьев зубчатых колес крупного модуля червячной фрезой Победа, состоящей из двух частей, размеры зубьев которых не зависят от модуля нарезаемого колеса, применяемый в случае обработки зубчатых колес с числом зубьев, отличным от расчетного. Сущность этого способа заключается в том, что дляобработки зубчатого колеса с числом зубьев, отличным от того, по которому рассчитана фреза, производится переустановка обеих частей фрезы таким образом, что одна часть фрезы поворачивается на оправке относительно другой части фреза на определенный расчетный угол, а затем обе части фрезы устанавливают вместе симметрично и на определенном новом
расстоянии от межосевого перпендикуляра пары инструмент - деталь l.
Для осуществления этого способа обработки в посадочном отверстии каждой из частей фрезы предусмотрено несколько шпоночных пазов, а между частями фрез закладывается регулируемое по ширине дистанционное кольцо. Данный способ имеет ограниченную применяемость инструмента.
Цель изобретения - сокращение но- менклатуры инструмента путем расширения диапазона чисел зуЬьев, нарезаемых одним инструментом и повышение точности зацепления обработанной зубчатой пары.
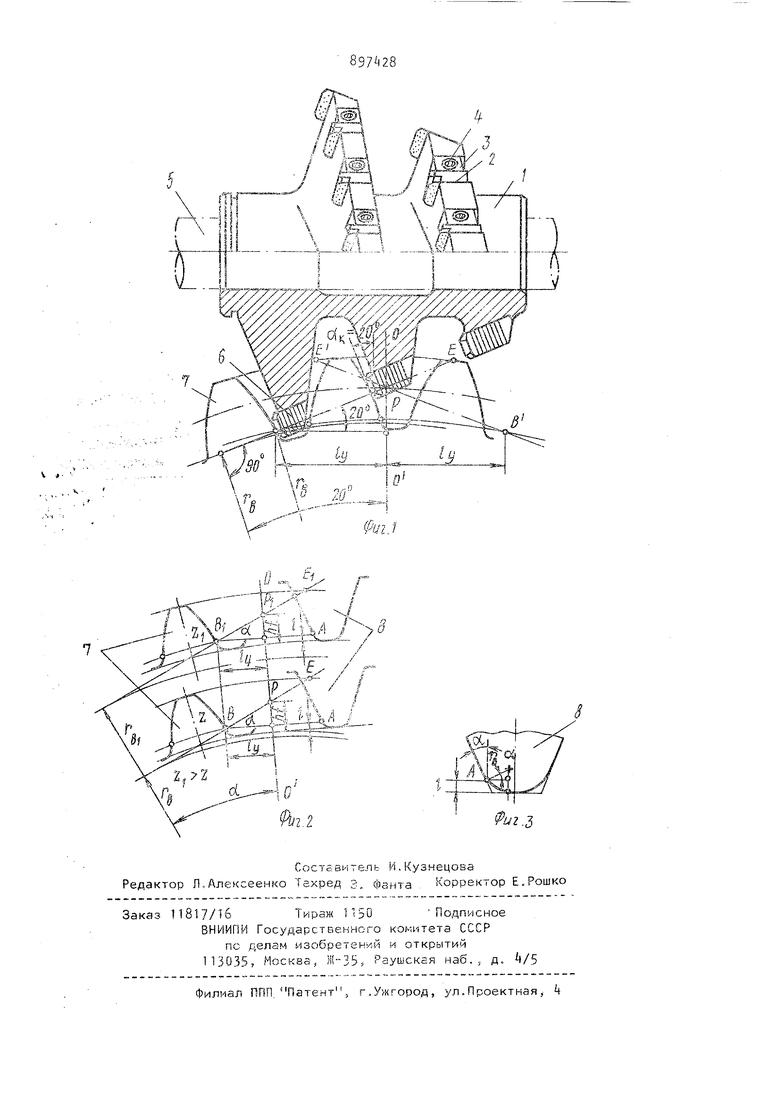
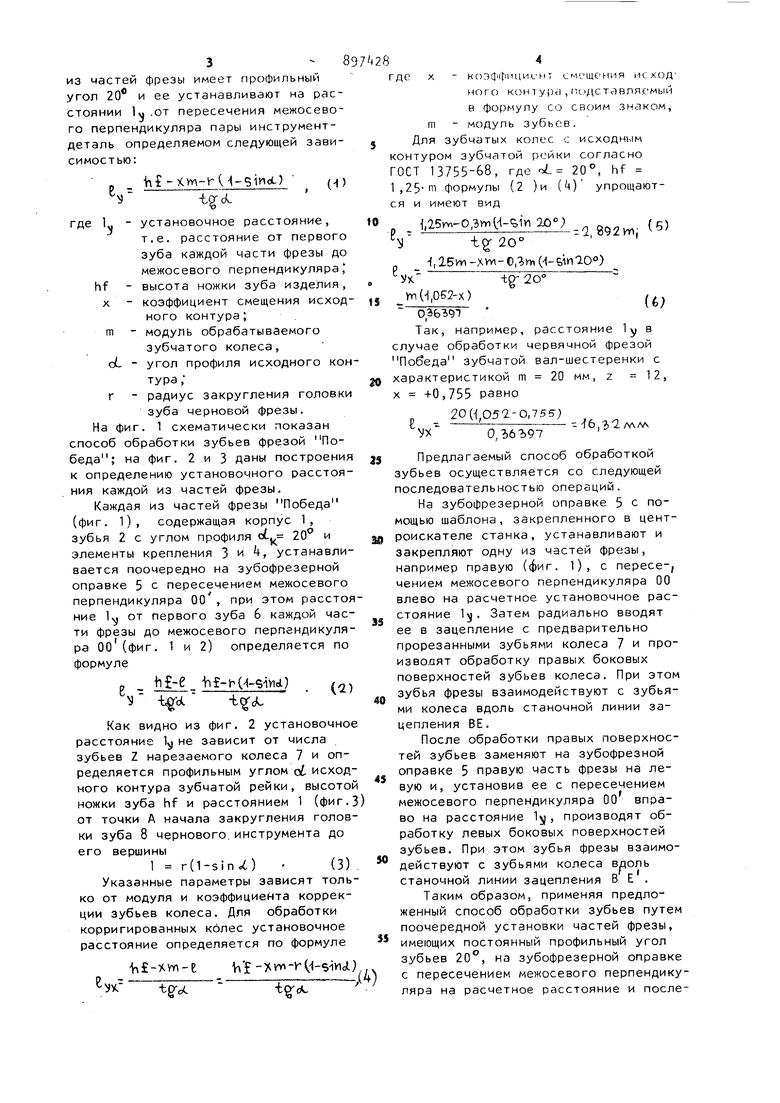
Указанная цель достигается тем, что обработку осуществляют частями фрез поочередно, причем вначале устанавливают одну часть фрезы и ведут обработку одной боковой поверхности зубьев, затем заменяют ее на другую часть и обрабатывают вторую боковую поверхность зубьев, при этом каждая из мастей фрезы имеет профильный угол 20 и ее устанавливают на расстоянии Ц .от пересечения межосевого перпендикуляра пары инструментдеталь определяемом следующей зависимостью:h -кт- И-51Ио1) /J) - -.-.....---...... - - установочное расстояние, т.е. расстояние от первого зуба каждой части фрезы до межосевого перпендикуляра, hf - высота ножки зуба изделия, X - коэффициент смещения исход ного контура; m - модуль обрабатываемого зубчатого колеса, oL - угол профиля исходного кон тура ; г - радиус закругления головки зуба черновой фрезы. На фиг. 1 схематически показан способ обработки зубьев фрезой Победа ; на фиг. 2 и 3 даны построения к определению установочного расстояния каждой из частей фрезы. Каждая из частей фрезы Победа (фиг. 1), содержащая корпус 1, зубья 2 с углом профиля oLj 20° и элементы крепления 3 и , устанавливается поочередно на зубофрезерной оправке 5 с пересечением межосевого перпендикуляра ОО, при этом расстоя ние Ц от первого зуба 6 каждой части фрезы до межосевого перпендикуля ра 00(фиг. 1 и 2) определяется по формуле е - JlM. f- C-i-siviA) г,,, -tgol. Как видно из фиг. 2 установочно расстояние 1у не зависит от числа зубьев Z нарезаемого колеса 7 и определяется профильным углом с исход ного контура зубчатой рейки, высото ножки зуба hf и расстоянием 1 (фиг. от точки А начала закругления голов ки зуба 8 чернового.инструмента до его вершины 1 r(1-sin«t) (3) Указанные параметры зависят толь ко от модуля и коэффициента коррекции зубьев колеса. Для обработки корригированных колес установочное расстояние определяется по формуле -bi-XWi-E (-siV1oL) где X Koattittu-niHLHT смещсния исхсщ ного контура , ш.дставля.смый в формулу со своим знаком, m - модуль зубьев. Для зубчатых колес с исходным контуром зубчатой рейки согласно ГОСТ 13755-68, где 2Q, hf 1,25-m формулы (2 )и упрощаются и имеют вид , Ug vnO r-l-t- ivi (5) tg- 20° - 13-5 0| (-Sinioo) VK ig- 20° yn(H,0&2-x) 0363QT Так, например, расстояние ly в случае обработки червячной фрезой Победа зубчатой вал-шестеренки с характеристикой m 20 мм, z 12, X +0,755 равно ., 20 (i,052-0,755) Sx- -- : F--- -Предлагаемый способ обработкой зубьев осуществляется со следующей последовательностью операций. На зубофрезерной оправке 5 с помощью шаблона, закрепленного в центроискателе станка, устанавливают и закрепляют одну из частей фрезы, например правую . 1), с пересе-, чением межосевого перпендикуляра 00 влево на расчетное установочное расстояние 1. Затем радиально вводят ее е зацепление с предварительно прорезанными зубьями колеса 7 и производят обработку правых боковых поверхностей зубьев колеса. При этом зубья фрезы взаимодействуют с зубьями колеса вдоль станочной линии зацепления BE. После обработки правых поверхностей зубьев заменяют на зубофрезной оправке 5 правую часть фрезы на левую и, установив ее с пересечением межосевого перпендикуляра ОО вправо на расстояние 1, производят обработку левых боковых поверхностей зубьев. При этом зубья фрезы взаимодействуют с зубьями колеса вдоль станочной линии зацепления В Е . Таким образом, применяя предложенный способ обработки зубьев путем поочередной установки частей фрезы, имеющих постоянный профильный угол зубьев 20°, на зубофрезерной оправке с пересечением межосевого перпендикуляра на расчетное расстояние и последующей обработки боковых поверхностей зубьев, можно одной фрезой Победа обрабатывать колеса одного мо дулл с любым числом зубьев. Экономическая целесообразность применения предлагаемого способа об работки зубьев заключается в том, что он в пределах каждого модуля и чисел зуЬьев нарезаемых колес z 2k - 198 сокращает количество приме няемых типоразмеров фрез с шести до одного. Одновременно упрощается конструк ция фрез и повышается точность их посадочных отверстий, так как нет необходимости в выполнении нескольких шпоночных пазов в каждой из частей инструмента. . Применение способа обработки позволяет повысить точность зацепления а следовательно, и долговечность соп рягающихся в паре зубчатых колес,так как они нарезаются одной и той же фрезой. Формула изобретения Способ чистовой обработки зубчаты колес методом обката червячной (ррезой Победа, состоящей из двух частей, отличающийся тем, что, с целью сокращения номенклатуры инструмента путем расширения диапазона чисел зубьев, нарезаемых одним инструментом, обработку осуществляют частями фрез поочередно, причем вначале устанавливают одну часть фрезы и ведут обработку одной боковой поверхности зубьев, затем заменяют ее на другую часть и обрабатывают вторую, боковую поверхность зубьев, при этом каждая из частей фрезы имеет профиль ный угол 20° и ее устанавливают на расстоянии 1 от пересечения межосевого перпендикуляра пары инструмент деталь, определяемом следующей зависимостью:Ь -ЧУг-Гф(- -д1У1о1) , tgгде 1 - установочное расстояние, т.е. расстояние от первого зуба каждой части фрезы до межосевого перпендикуляра, hf - высота ножки зуба изделия, X - коэффициент смещения исходного контура J m - модуль обрабатываемого зубчатого колеса; d- - угол профиля исходного контура ; г радиус закругления головки зуба черновой фрезы. Источники информации, принятые во внимание при экспертизе 1. Сидоренко А.К. Особенности изготовления крупномодульных колес. М., Машиностроение, 1976, с.86-88.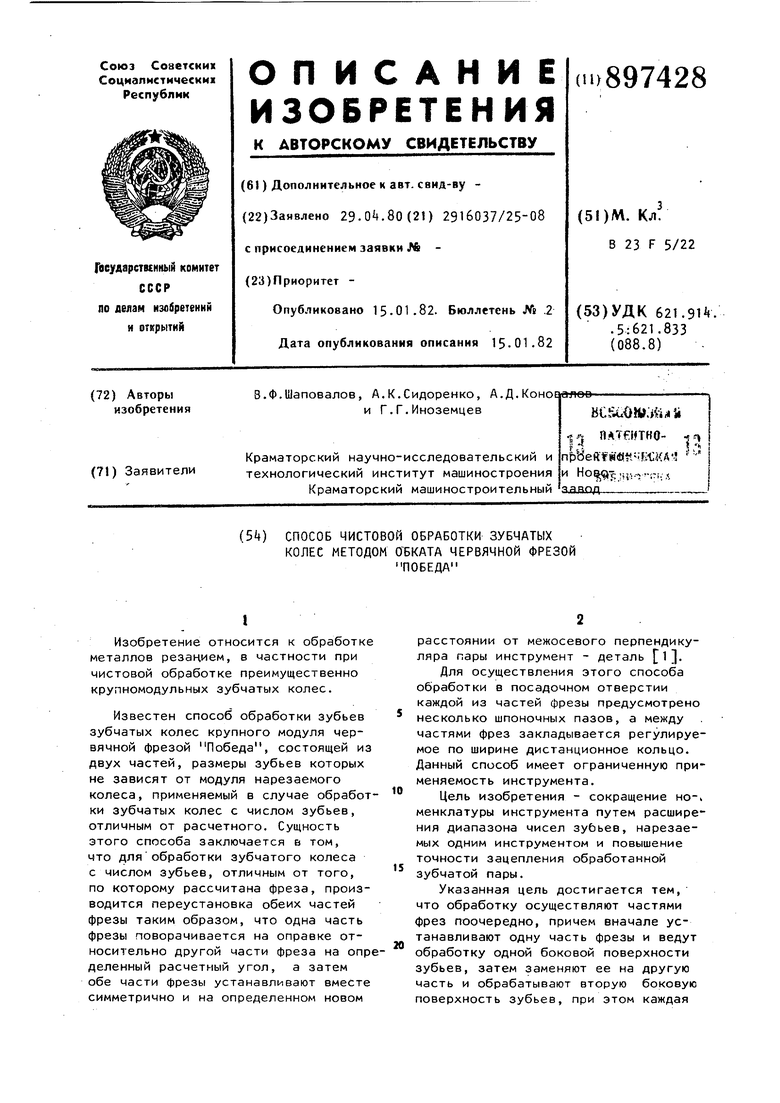
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячная фреза | 1980 |
|
SU933318A1 |
| Способ активного контроля кинематической погрешности зубчатого колеса | 1986 |
|
SU1445873A1 |
| Способ установки инструмента для обкатки зубчатых колес | 1990 |
|
SU1771857A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗЫ | 2013 |
|
RU2590735C2 |
| Способ обработки зубчатых колес иуСТРОйСТВО для ОбРАбОТКи зубчАТыХКОлЕС | 1979 |
|
SU841820A1 |
| Способ нарезания крупномодульных цилиндрических зубчатых колес | 1961 |
|
SU144385A1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| Способ установки червячной фрезы | 1979 |
|
SU872078A1 |