(5) УСТРОЙСТВО ДЛЯ СЛЕЖЕНИЯ ЗА СТЫКОМ СВАРИВАЕМЫХ КРОМОК
1
Изобретение относится к сварочному производству, в частности к устройствам для слежения за стыком свариваемых кромок, и может найти применение преимущественно при сварке изделия импульсной дугой.
Известно устройство для слежения за стыком, выполненное в виде сканирующего фотодатчика, к выходу которого подключены преобразовательная система с буферным усилителем 1.
Недостатком известной системы является отсутствие возможности ее использования при сварке импульсной дугой, поскольку импульсный характер дуги не позволяет использовать ее в качестве осветителя фотодатчика.
Известно также устройство для слежения за стыком, содержащее последовательно включенные электромагнитный датчик и буферный усилитель с высокоомным входным сопротивлением. Данное устройство дает возмопность его использования при любом виде дуговой электросварки, в том числе и при сварке импульсной дугой .
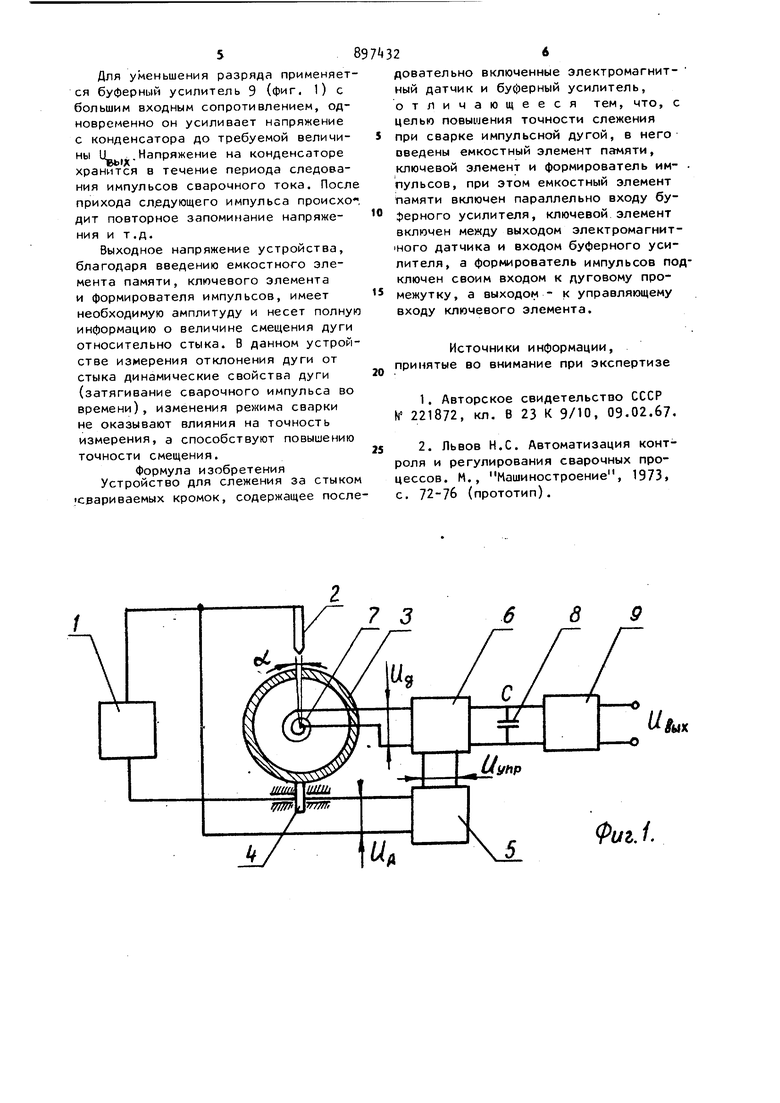
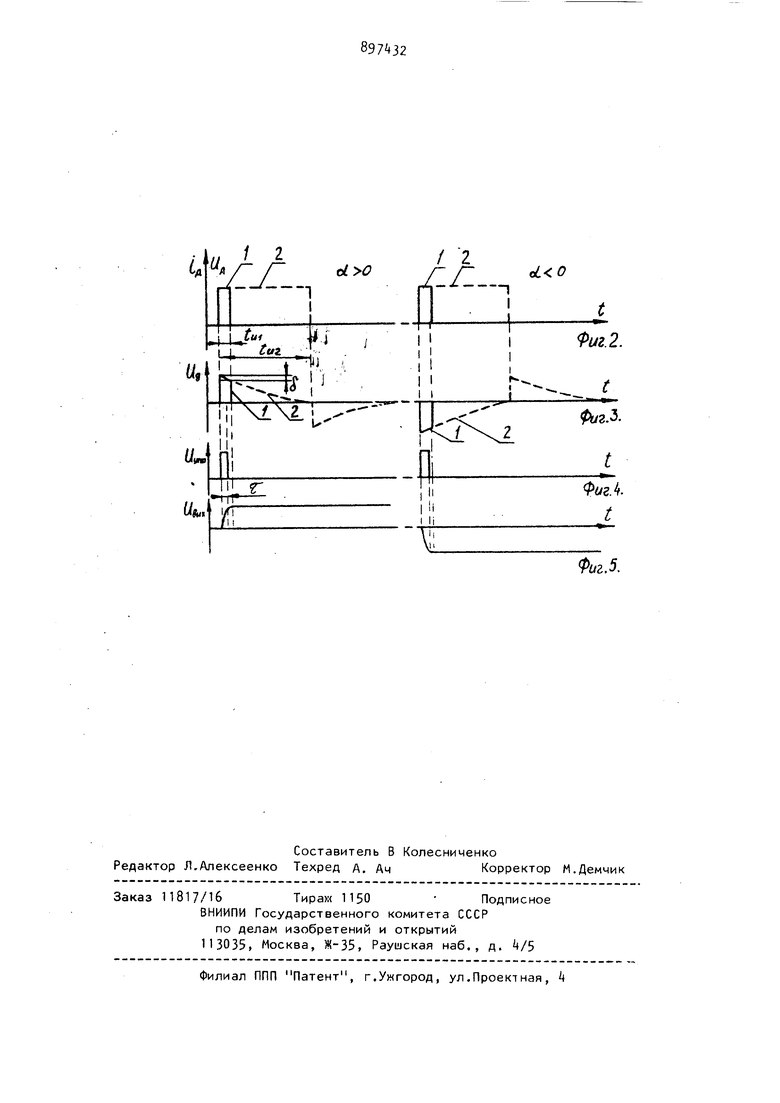
Недостаток известного устройства заключается в том, что при использовании импульсов сварочного тока с длительностью менее 5 мкс нарушается линейная зависимость между выходным напряжением измерительного устройства и величиной отклонения дуги от стыка при изменении режимов сварки. Так при изменении режима сварки (изменение длительности, амплитуды импульса) происходит затягивание импульса во времени из-за динамических свойств дуги. Вследствие того, что электромагнитный датчик, улавливающий сигнал рассогласования, получаемый в результате сравнения высокочастотных составляющих тока дуги на кромках изделия, имеет ограниченную полосу пропускания частот, при изменении режима сварки (при этом изменяется длительность импуль са)форма снимаемого сигнала с дат38чика искажается, что значительно снижает точность слежения. Цель изобретения - повышение точности слежения при сварке импульсной дугой. Поставленная цель достигается тем что в устройство для слежения- за стыком свариваемых кромок, содер ; ащее последовательно включенные элект ромагнитный датчик и буферный усилитель, введены емкостный элемент памяти, ключевой элемент и формирователь импульсов, при этом емкостный элемент памяти включен параллельно |входу буферного усилителя, ключевой элемент включен между выходом электромагнитного датчика и входом буферного усилителя, а формирователь импульсов подключен своим входом к дуговому промежутку, а выходом - к управляющему входу ключевого элемента. I На фиг. 1 приведена блок-схема устройства для слежения за стыком cвapи8ae tt lx кромок , на фиг. 2 - импульсы сварочного тока различной дли тельности, соответствующие различным режимам и различным отклонениям дуги от стыка; на фиг. 3 сигнал рассогласования на выходе электромагнитно го датчика, соответствующий разным длительностям сварочного тока, на фиг. - импульс напряжения управления ключевым элементом, на фиг. 5 выходное напряжение устройства, кото рое представляет собой усиленное нап ряжение на емкостном элементе памяти Устройство слемения за стыком свариваемых кромок (фиг. 1) состоит из импульсного источника 1 сварочного тока, подключенного к сварочной головке 2 и изделию 3 через токосъем ник , Туда же подключен вход формирователя 5 импульсов управления, вы ход которого подключен к цепи управления ключевого элемента 6, включенного между электромагнитным датчиком 7 и емкостным элементом 8 памяти, к которому подключен вход буферного усилителя 9. При протекании импульсов сварочно го тока 1 и 2 (фиг. 2) по кромкам свариваемого изделия 3 происходит наведение ЭДС Уд (фиг.З ) в электромагнитном датчике 7, искажение формы которой зависит от длительности импульса сварочного тока, ибо изделие совместно с датчиком представляет собой электрический фильтр высоких частот. Следовательно, импульсы малой длительности 1 не искажаются в отличие от импульсов большой длительности 2( фиг. 3). Значительные искажения не позволяют использовать данный сигнал рассогласования в качестве измерительного. Для обеспечения линейной зависимости между смещением дуги относительно стыка «{-(фиг. 1) свариваемых кромок и напряжением, несущим информацию об этом смещении, необходимо снимать с датчика неискаженную часть выходного напряжения. Это достигается снятием напряжения U (фиг. 3 ) с датчика 7 в течение определенного интервала времени С (фиг.4), при котором спад вершины импульса не превышает заданной величины d . 1001 (фиг. 3). ДУмОХ При поступлении от импульсного источника сварочного тока (фиг, 1) импульсы сварочного тока i.. (фиг. 2 ) формирователь 5 импульсов формирует импульс управления (фиг. k ) нормированной длительности Т, которая должна быть меньше самой малой длительности импульса сварочного тока Т t . ,Во время действия этого U min „ f 1, 1 импульса ключевой элемент о (.фиг. ) замыкается и напряжение с датчика 7 U поступает на емкостный элемент 8 памяти , напряжение на котором возрастает экспоненциально 14(«-ид|1-ехр -у5 |, где R ,. - выходное сопротивление датчика;R - сопротивление замкнутого ключа. Постоянная времени (д R) С должна быть такой, чтобы U (С). По окончании импульсов управления происходит этап хранения (запоминания) напряжения (T/ , однако из-за конечных величин сопротивлений, шунтирующих конденсатор 8, происходит экспоненциальное уменьшение напряжения на конденсаторе Uc(.-t)Uoexp(- -А-) I где общее сопротивление разряда. S Для уменьшения разряда применяет ся буферньн усилитель 9 (фиг. 1) с большим входным сопротивлением, одновременно он усиливает напряжение с конденсатора до требуемой величины 11 |.. Напряжение на конденсгэторе хранится в течение периода следования импульсов сварочного тока. Посл прихода следующего импульса происхо дит повторное запоминание напряжения и т.д. Выходное напряжение устройства, благодаря введению емкостного элемента памяти, ключевого элемента и формирователя импульсов, имеет необходимую амплитуду и несет полну информацию о величине смещения дуги относительно стыка. В данном устрой стве измерения отклонения дуги от стыка динамические свойства дуги (затягивание сварочного импульса во времени), изменения режима сварки не оказывают влияния на точность измерения, а способствуют повышению точности смещения. Формула изобретения Устройство для слежения за стыком :свариваемых кромок, содержащее после 26 довательно включенные электромагнитный датчик и буферный усилитель, отличающееся тем, что, с целью повышения точности слежения при сварке импульсной дугой, в него оведены емкостный элемент памяти, ключевой элемент и формирователь им- пульсов, при этом емкостный элемент памяти включен параллельно входу буферного усилителя, ключевой элемент включен между выходом электромагнит1НОГО датчика и входом буферного усилителя, а формирователь импульсов подключен своим входом к дуговому промежутку, а выходом - к управляющему входу ключевого элемента. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР f 221872, кл, В 23 К Э/Ю, 09.02.6. 2.Львов Н.С. Автоматизация контоля и регулирования сварочных проессов. М., Машиностроение, 1873, . 72-76 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для слежения за стыком свариваемых изделий | 1984 |
|
SU1243915A1 |
| Устройство для слежения по стыку | 1986 |
|
SU1391825A1 |
| Устройство для направления электрода по стыку свариваемых деталей | 1983 |
|
SU1117163A2 |
| Устройство для направления электрода по стыку свариваемых деталей | 1979 |
|
SU856709A1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| Устройство для автоматического направления электрода по стыку | 1977 |
|
SU742063A1 |
| Устройство управления положением электросварочной горелки | 1984 |
|
SU1191220A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1194624A1 |
| Устройство для автоматического направления электрода при сварке | 1984 |
|
SU1301606A2 |
| Устройство для слежения по стыку | 1989 |
|
SU1696202A1 |
Фиг, i.
Фиг.5.
