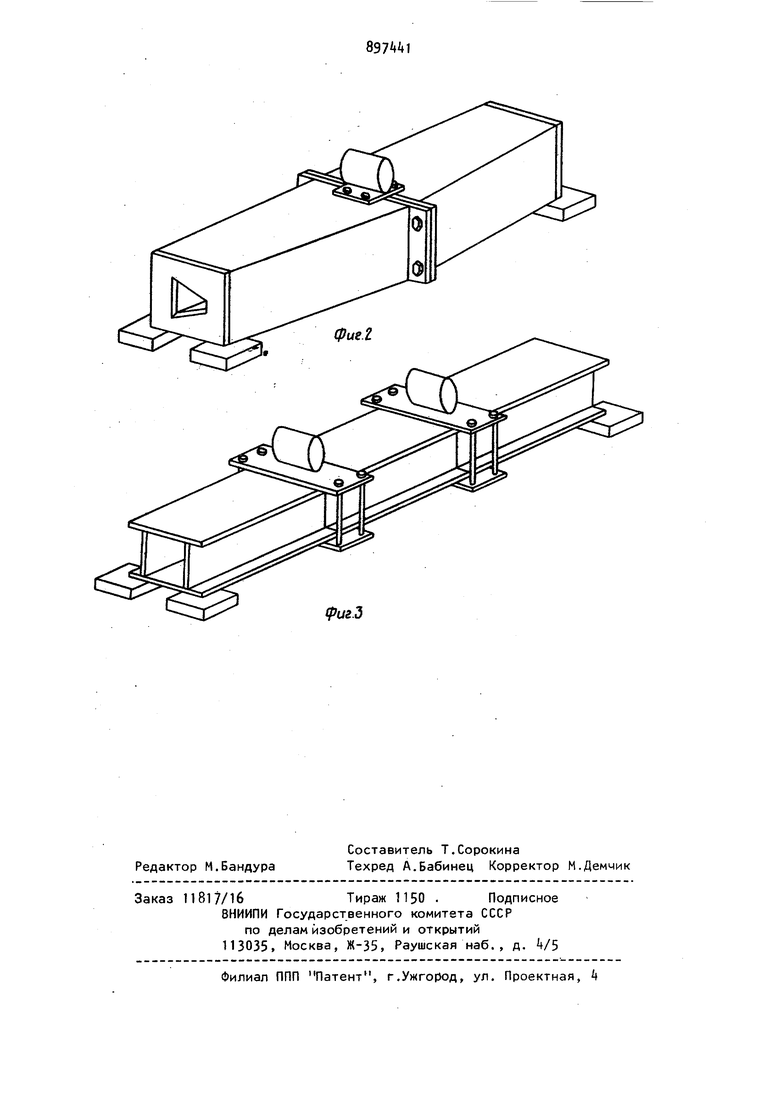
Изобретение относится к сварочном производству, в частности к способам снижения остаточных напряжений и деформаций в сварных конструкциях, и может быть использовано при изготовлении сварных конструкций, преимущес венно в машиностроении и строительстве. Остаточные напряжения и деформации, возникающие при сварке металлоконструкций, оказывают заметное влия ние на снижение служебных характеристик сварных базовых деталей (стабильность геометрических размеров с течением времени, сопротивление хруп кому разрушению, коррозионную стойкость и т.др.). Известные способы снижения остаточных напряжений и деформаций (с помощью вибронагружения, ультразвуковой обработки, термоциклической обработки и др.), позволяющие заметно снизить цикл и трудоемкость обработки l У Наиболее близким к предлагаемому по технической сущности является способ снижения остаточных напряжений и деформаций в сварных конструкциях, согласно которому сварные конструкции устанавливают на виброизолирующие опоры и воздействуют вибронагружением 2. Сущность известного способа заключается в том, что в сварных конструкциях после сварки создают переменные напряжения 1-5 кг/мм с помощью механических вибраторов. В целях повышения эффективности снижения напряжений вибрирование, как правило, осуществляется на резонансных или близких к резонансным частотах в течение мин. Виброобработка на других частотах менее эффективна и приводит к удлинению цикла обработки. Известно, что собственная частота колебаний конструкции повышается с увеличением жесткости и уменьшением длины детали. Поэтому для обработки деталей повдшенной жесткости (высокая частота собственных коле баний)а резонансном режиме требуются вибраторы большой мощности с высокой частотой колебаний, вследствие чего возникает ряд сложностей при разработке таких вибраторов, а частота колебаний, создаваемых существующими устройствами, как правило,не превышает 100-120 Гц. Цель изобретения - повышение эффективности снижения остаточных напряжений и деформаций при упрощении конструкции оборудования для виброЬбработки. Поставленная цель достигается тем что в способе снижения остаточных напряжений и деформаций в сварных конструкциях, согласно которому свар ные конструкции устанавливают на виброизолирующие опоры и воздействуют вибронагружением, сварные конструкции перед их установкой на виброизолирующие опоры жестко соединяют между собой в систему, частота собст венных колебаний которой ниже частот собственных колебаний каждой из свар ных конструкций. При этом на систему сварных конструкций воздействуют вибронагружением в середине системы. С целью повышения равномерности снятия остаточных напряжений и деформа ций на систему сварных конструкций воз действуют вибронагружением в местах со динений отдельных сварных конструкций . Способ снижения остаточных напряжений и деформаций в сварных конструкциях осуществляют следующим образом. Сварные конструкции жестко соединяйзт между собой в систему, частота собственных колебаний которой ниже частоты собственных колебаний отдель но взятой сварной конструкции, и систему устанавливают на вйброизолирующие опоры, после чего на систему устанавливают общий вибратор или в местах соединений отдельных сварных конструкций устанавливают отдельные вибраторы для повышения равномерности снятия остаточных напряжений и деформаций сварных конструкций. Систему остаточных сварных конструкций подвергают вибронагружению и после снятия остаточных напряжений и дефор маций систему снимают с виброизолирующих опор и разбирают на первоначальные сварные конструкции. На фиг. 1 изображена схема вибронагружения системы сварных конструкций одним вибратором,на фиг. 2 - тоже, в местах соединений отдельных сварных конструкций; на фиг. 3 - то же, по известному способу. Схемавибронагружения сварных конструкций состоит из деталей, жестко соединенных в систему, которая уложена на еиброизолирующие опоры и укрепленного на ней одного или нескольких вибраторов. Систему сварных конструкций подвергают вибронагружению, а затем разделяют на первоначальные составляющие. Пример. Обрабатывают предла гаемым способом балку коробчатого сечения. Собственную частоту Cj для одной детали определяют по формуле где Е - модуль упругости металла; I - момент инерции сечения детали;m - масса детали,1 длина детали. Собственная частота fy,для системы из п деталей общей длиной п1 С / П(ИЕ) Уменьшение собственной частоты колебаний {. т.е. для п 2 Ji.o п 3 Таким образом, собственная частота колебаний системы, состоящей из сварных одинаковых конструкций, объединенных по одной оси, снижается пропорционально квадрату количества входящих в систему отдельных сварных конструкций. За счет роста повторно-переменных напряжений при колебаниях с резонансной частотой эффективность снижения остаточных напряжений повышается. Растет также производительность обра ботки, так как одним вибратором одновременно обрабатывается несколько деталей. Дальнейшее повышение эффективности обработки возможно за счет вибронагружения системы в местах сое динения деталей, так как в этом случае можно добиться более равномерного снижения остаточных напряжений по длине детали. Формула изобретения 1 . Способ снижения остаточных напряжений и деформаций в сварных ко струкциях, при котором сварные конструкции устанавливают на виброизолирующи опоры и воздействуют вибронагружением, отличающийся тем, что, с целью повышения эффектив ности снижения остаточных напряжений и деформаций при упрощении конструкции оборудования для виброобработки, сварные конструкции перед их установкой на виброизолирующие опоры жестко соединяют между собой в систему, частота собственных колебаний | оторой ниже частоты собственных колебаний каждой из этих сварных конструкЦИЙ. 2.Способ по п.1, о Т Л и Ч щ и и с я тем, что на систему ных конструкций воздействуют вибронагружением в середине системы. 3.Способ по п. 1,отличающ и и с я тем, что, с целью повыие/ния равномерности снятия остаточных напряжений и деформаций на систему сварных конструкций воздействуют вибронагружением в местах соединений отдельных сварных конструкций. Источники информации, принятые во внимание при экспертизе 1.Недосека А.Я. и др. Эффективность методов снижения остаточных сварочных напряжений.- Автоматическая сварка, IS, ff 3, с.15. 2.Сагалевич В.М. Методы устранения сварочных деформаций и напряжений. .. Машиностроение, Э7, с. 109.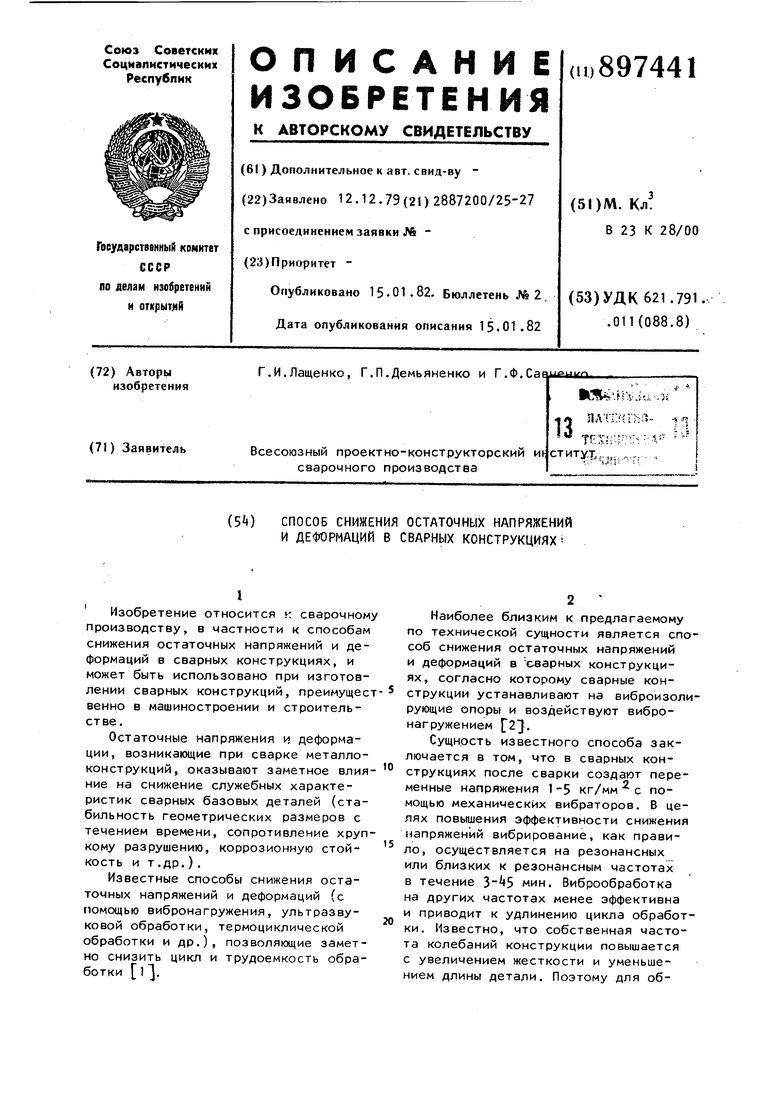

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металлических изделий | 1986 |
|
SU1353826A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ФОРМЫ И РАЗМЕРОВ ПЛАТФОРМ, ПРИМЕНЯЕМЫХ ДЛЯ МОНТАЖА ОБОРУДОВАНИЯ | 2017 |
|
RU2718535C2 |
| Способ снятия внутренних напряжений в детали | 1977 |
|
SU749911A1 |
| Способ обработки металлических конструкций | 1984 |
|
SU1235931A1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ ТРУБОПРОВОДОВ | 2012 |
|
RU2492037C1 |
| Способ обработки металлических деталей для снятия остаточных напряжений | 1984 |
|
SU1312108A1 |
| Способ снятия остаточных напряжений в металлических деталях | 1988 |
|
SU1509410A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ФОРМЫ И РАЗМЕРОВ КОРПУСОВ СУДОВ, ПОСТРОЕННЫХ КАРКАСНЫМ МЕТОДОМ | 2015 |
|
RU2610195C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ФОРМЫ И РАЗМЕРОВ КОРПУСОВ СУДОВ, ПОСТРОЕННЫХ В ЛЕКАЛЬНЫХ СТЕНДАХ | 2015 |
|
RU2610194C1 |
| Способ обработки металлических изделий | 1988 |
|
SU1502629A1 |