усилия. Сечение балки выбирается из условия превышения частоты собственных колебаний ее участка между местом крепления вибратора и местом крепления детали над частотой вынуж1
Изобретение относится к машиностроению и может быть использовано для снижения уровня остаточных напряжений и стабилизации размеров отливок и Сварных конструкций из различных металлов и сплавов.
Цель изобретения - сокращение времени снятия остаточных напряжений путем увеличения.динамических усилий в детали.
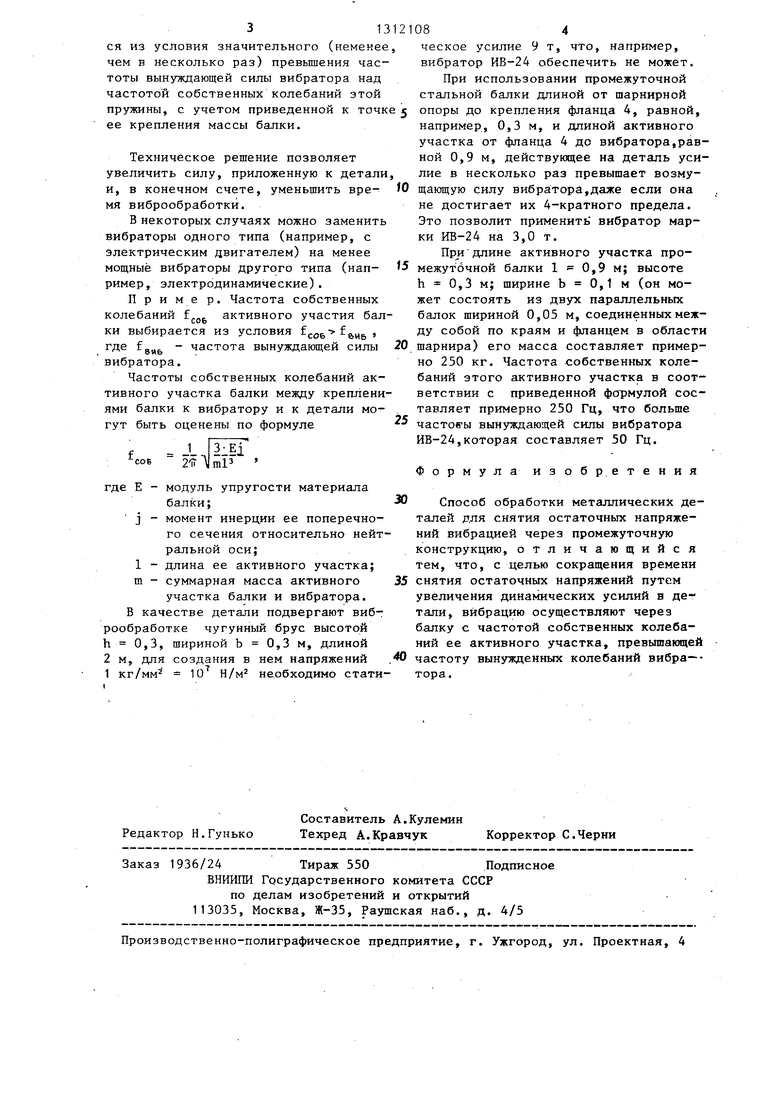
На чертеже показана схема установки, реализующая предлагаемый способ.
Деталь 1 с помощью крепления 2 и накладки 3 крепится к фланцу 4, который жестко или с поворотной степенью свободы скреплен балкой 5, связанной через шарнирную опору 6 и стойки 7 с опорной плитой 8, установленной на фундаменте 9. Деталь 1 с помощью крепления 10 и накладок 11 также крепится к стойкам 12, установленным i на опорной плите 8. На балке, с другого края от шарнирной опоры 6, на расстоянии от места крепления детали устанавливается сверху и крепится к балке вибратор 13, под местом крепления которого (под бгш- кой) устанавливается пружина 14. Для уменьшения массы балки в ней могут выполняться внутренние сквозные отверстия 15.
Деталь 1 может не только располагаться между опорами 7, но и устанавливаться перпендикулярно балке 5 (не показано), что является целесообразным особенно при обработке более крупных деталей.
При включении вибратора 13 через балку 5 детали 1 передаются знакопеременные усилия.
При обработке деталей по предлагаемому способу увеличиваются возникающие в них напряжения, а следовательно, и эффективность обработки.
Су1дность способа заключается в трм, что деталь и вибратор перед вибдающей силы вибратора. При обработке по такому способу увеличиваются возникающие в детали напряжения, а следовательно, и зффективность обработки. 1 ил.
2
рацией крепятся к балке, имеющей шарнирную опору. При этом деталь, будучи установленной на опорах и скрепленной- с ними, крепится также к балке. Скрепленный балкой участок детали пре- - имуществено выбирается между опорами. Скрепляемый деталью участок балки расположен между ее шарнирной опорой и местом крепления вибратора. При
этом сечение балки выбираются из условия превышения частоты собственных колебаний ее участка между местом крепления вибратора и местом крепления детали над частотой вынуждающей
силы вибратора.
Условия превышения частоты собственных колебаний балки над частотой вынуждающей силы вибратора наряду с использованием специальной балки в
качестве передающего усилие рычажно- го механизма дозволяют увеличить силу, действующую на деталь, по сравнению с силой, создаваемой вибратором при данном типе динамической на- грузки.
В противном случае в отличие от статики, особенно ввиду применения системы рычажного типа, происходило бы не увеличение,а,, наоборот, ослабление воздействия на деталь.
При виброобработке описанным способом увеличиваются не только знакопеременные , вызванные вынуждающей силой вибратора, но и однонапраЕ1ленная сила, вызванная весом вибратора и балки, что может привести к несимметричному нагружению детали и к некоторому снижению эффективности обработки по сравнению с случаем,
когда при прочих равных условиях в детали возникают знакопеременные напряжения. Для устранения этого фактора в балке, преимущественно в месте крепления вибратора, крепится связанная с опорной плитой маложесткая пружина, жесткость которой выбирает31312108
ся из условия значительного (неменее, ческое чем в несколько раз) превышения частоты вынуждающей силы вибратора над частотой собственных колебаний этой
вибрат
При стально
пружины, с учетом приведенной к точке j опоры до крепления фланца 4, равной.
ее крепления массы балки.
например, 0,3 м, и длиной активного участка от фланца 4 до вибратора,равной 0,9 м, действующее на деталь усилие в несколько раз превышает возмунапример, 0,3 м, и длиной активного участка от фланца 4 до вибратора,равной 0,9 м, действующее на деталь усилие в несколько раз превышает возмуТехническое решение позволяет увеличить силу, приложенную к детали, и, в конечном счете, уменьшить вре- О щающую силу вибратора,даже если она мя виброобработки.не достигает их 4-кратного предела.
В некоторых случаях можно заменить Это позволит применить вибратор мар- вибраторы одного типа (например, с ки ИВ-24 на 3,0 т.
электрическим двигателем) на менее длине активного участка про- мощныё вибраторы другого типа (нап- 5 межутбчной балки 1 - 0,9 м; высоте
h 0,3 м; ширине b О,1 м (он может состоять из двух параллельных балок шириной 0,05 м, соединенныхмежример, электродинамические).
Приме р. Частота собственных
колебаний f
С06
активного участия балки выбирается из условия f
сое биб
ду собой по краям и фланцем в области
где f gj, - частота вынуждающей силы 20 шарнира) его масса составляет примерно 250 кг. Частота собственных колебаний этого активного участка в соответствии с приведенной формулой составляет примерно 250 Гц, что больше
-виь вибратора.
Частоты собственных колебаний активного участка балки между креплениями балки к вибратору и к детали могут быть оценены по формуле
частоты вынуждающей силы вибратора ИВ-24,которая составляет 50 Гц.
сое
где Е - модуль упругости материала
балки;
j - момент инерции ее поперечного сечения относительно нейтральной оси;
1 - длина ее активного участка; m - суммарная масса активного участка балки и вибратора. В качестве детали подвергают виброобработке чугунный брус высотой h 0,3, шириной b 0,3 м, длиной 2 м, для создания в нем напряжений
1 кг/мм 10 Н/м необходимо стати
Редактор Н.Гунько
Составитель А.Кулемин
Техред А.Кравчук Корректор С.Черни
Заказ 1936/24 Тираж 550Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
усилие 9 т, что, например,
ческое
вибратор ИВ-24 обеспечить не может.
При использовании промежуточной стальной балки длиной от шарнирной
например, 0,3 м, и длиной активного участка от фланца 4 до вибратора,равной 0,9 м, действующее на деталь усилие в несколько раз превышает возмущающую силу вибратора,даже если она не достигает их 4-кратного предела.
ду собой по краям и фланцем в области
20 шарнира) его масса составляет примерно 250 кг. Частота собственных колебаний этого активного участка в соответствии с приведенной формулой составляет примерно 250 Гц, что больше
частоты вынуждающей силы вибратора ИВ-24,которая составляет 50 Гц.
Формула изобретения
30 Способ обработки металлических деталей для снятия остаточных напряжений вибрацией через промежуточную конструкцию, отличающийся тем, что, с целью сокращения времени
35 снятия остаточных напряжений путем увеличения динамических усилий в детали, вибрацию осуществляют через балку с частотой собственных колебаний ее активного участка, превышающей . частоту вынужденных колебаний вибра- 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки вибрацией металлических деталей | 1984 |
|
SU1285017A1 |
| Устройство для снижения остаточных напряжений в деталях | 1986 |
|
SU1799918A1 |
| Установка для снятия остаточных напряжений в литых и сварных деталях | 1980 |
|
SU903700A1 |
| Устройство для стабилизирующей обработки деталей | 1984 |
|
SU1268622A1 |
| Установка для снятия остаточных напряжений в литых и сварных деталях | 1984 |
|
SU1185078A2 |
| Способ обработки крупногабаритных деталей | 1990 |
|
SU1766972A1 |
| Разгрузочное устройство для стабилизирующей обработки деталей | 1986 |
|
SU1388439A1 |
| Способ обработки металлических изделий | 1986 |
|
SU1353826A1 |
| Способ изготовления железобетонного объемного блока | 2024 |
|
RU2830661C1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
Изобретение относится к кашинр- строению и может быть использовано для снижения уровня остаточных напряже- -ний и стабилизации размеров отливок и сварных конструкции из различных металлов и сплавов. Цель изобретения - сокращение времени снятия остаточных напряжений путем увеличения динамических усилий в детали. Сущность изобретения заключается в том, что . деталь 1 с помощью крепления 2 и накладки 3 крепится к фланцу 4, который жестко или с поворотной степенью свободы скреплен балкой 5, связанной через шарнирную опору 6 и стойки 7 с опорной плитой 8, установленной на фундаменте 9. Деталь 1 с помощью крепления 10 и накладок 11 также крепится к стойкам 12, установленным на опорной плите 8. На балке, с другого края от шарнирной опоры 6, на расстоянии от места крепления детали устанавливается сверху и крепится к балке вибратор 13, под местом крепления которого (под балкой) устанавливается пружина 14. Для уменьшения массы балки в ней могут выполняться внутренние сквозные отверстия 15. При включении вибратора 13 через балку 5 детали 1 передаются знакопеременные С S (Л 6 / Х/Х/хУХ/У/Х///// 7,
| Коцюбинский О.Ю | |||
| Стабилизация размеров чугунных отливок | |||
| - М.: Машиностроение, | |||
| Судно для плавания по мелководным рекам | 1925 |
|
SU1947A1 |
| Снижение остаточных напряжений вибрационной обработкой | |||
| НИИиформтяж- маш, 1972, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
