(S) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЫ
I
Изобретение относится к промышлен ности строительных материалов и строительства для изготовления труб преимущественно из теплоизоляционных материалов и нанесения слоя теплоизоляции на металлические трубопроводы.
Известно устройство для изготовления армированных бетонных труб, содержащее наружную форму и подвижный в осевом направлении сердечник с уплотняющими элементами и направляющими роликами для укладки арматуры в тело трубы 1.
Недостатками устройства являются невозможность его использования для термоизоляции трубопроводов и сложность конструкции.
Наиболее близким к предлагаемому является устройство для изготовления трубы нанесением слоя формовочной массы, преимущественно, тёплоизоляциоИйой, на цилиндрическую форму (трубопровод), содержащее установленную на форме с кольцевым зазором
И подвижную вдоль нее разъемную цилиндрическую головку с торцовой стенкой и прикрепленным к открытому торцу головки эластичным чулком, свободный конец которого закреплен на форме 2.
Недостатком данного устройства является невозможность изготовления армированных труб, что снижает их прочностные характеристики.
Цель изобретения - обеспечение возможности армирования трубы гибким шнуром.
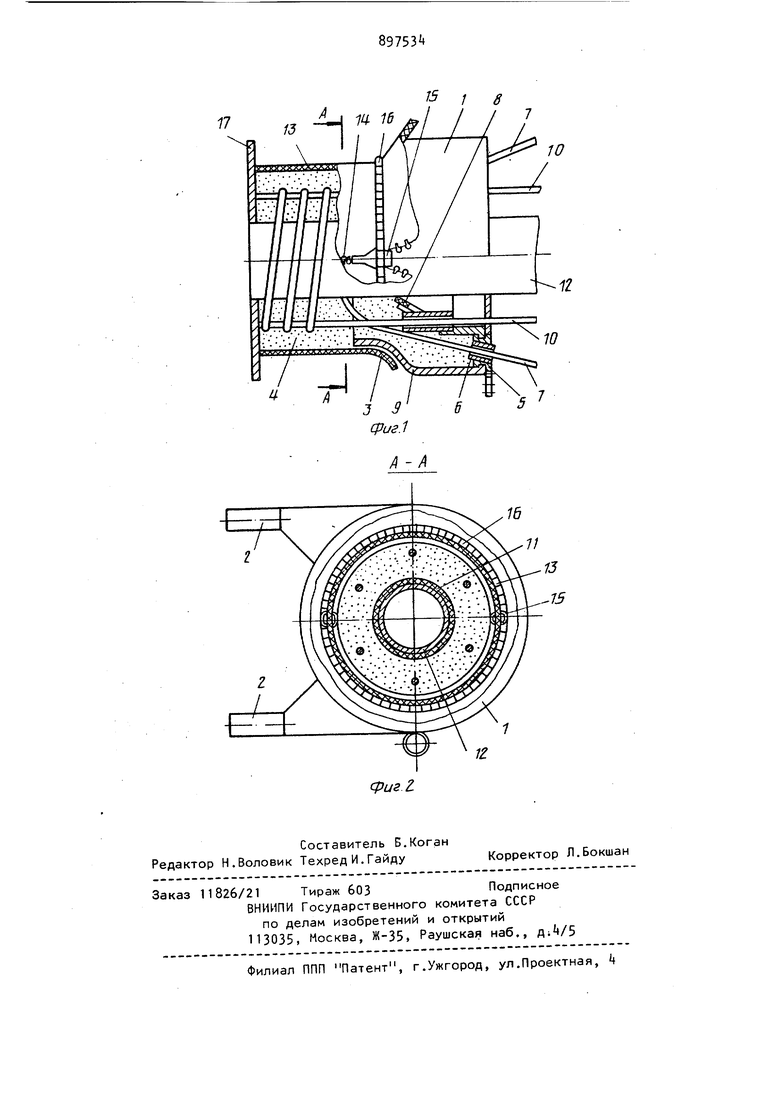
Указанная цель достигается тем, что в устройстве для изготовления трубы нанесением формовочной массы на цилиндрическую форму, содержащем установленную на форме с кольцевым зазором и подвижную вдоль нее разъемную цилиндрическую головку с торцовой стенкой и прикрепленным к открытому торцу головки эластичным чулком, свободный конец которого закреплен на форме, торцовая стенка 38 головки снабжена установленной с возможностью вращения разъемной кольцевой крышкой, имеющей патрубки для пропуска арматуры, причем аналогичными патрубками снабжена также неподвижная кольцевая часть торцовой стенки. На фиг.1 изображена конструкция устройства, разрез; а на фиг,2 разрез А-А на фиг.1. . Устройство содержит разъемную цилиндрическую головку 1, соединенную через патрубки 2 с источником смеси, например теплоизоляционной. Диаметр внутренней поверхности открытого конца 3 ГОЛОВКИ 1 соответствует диаметру внешней поверхности изготавливаемой термоизоляционной трубь , На торцовой стенке головки Т установлена с возможностью вращения разъ емная крышка 5 выполненная в виде зубчатого колеса, кинематически- соединенного с приводом вращения (не показан). В кольцевой крьшке 5 выпол нены патрубки 6 для пропуска гибкой арматуры, например асбестового шнура 7. Кроме того, торцовая стенка включает неподвижную коническую часть 8 в которой также выполнены патрубки 9 для гибкой арматуры 10, Диаметр коль цевого отверстия 11 конической части 8 соответствует внешнему диаметру цилиндрической формы, например, теплоизолируемого трубопровода 12, Для заключения отформованной армированно трубы 4 в гибкую оболочку используют чехол 13 с молнией Tf и замок 15, а также кольцо 16 с роликами. Для закрепления устройства на трубопроводе (форме) 12 используют разъемный диск 17. Устройство работает следующим образом. Перед началом работы на трубопро воде 12 зажимают разъемный диск 17 и надевают разъемную цилиндрическую головку 1 с разъемной кольцевой крышкой 5. Через патрубки 6 и 9 про тягивают асбестовые шнуры 7 и 10, которые прикрепляют к диску 17- Кро ме того через кольцо 16 продевают чехол 13, замок 15, молнии Н которого также прикрепляют к диску 17, после чего опирают к нему открытый конец 3 головки 1. Затем к патрубка 2 присоединяют источник теплоизоляционной смеси и включают привод вра щения кольцевой крышки 5- После заполнения пространства между внутренней поверхностью головки 1, трубопроводом 12, крышкой 5 и диском 17 и при дальнейшей подаче теплоизоляционной смеси под действием давления головка 1 передвигается поверхностью кольцевого отверстия 11 по трубопроводу 12, формуя на его поверхности теплоизоляционную трубу k. Диаметр внешней поверхности трубы соответствует диаметру внутренней поверхности открытого конца 3 головки 1. Кроме того, при передвижении конической части 8 внутрь теплоизоляционной смеси укладываются асбестовые шнуры 10, а при вращении крышки 5 армирующие шнуры 7 одновременно наматываются по спирали на шнуры 10. Вместе с головкой 1 передвигается по трубопроводу 12 замок 15, закрывая молнию 1А, и тем самь1м заключая теплоизоляционную трубу k в чехол 13. Таким образом устройство обеспечивает как изготовление армированных теплоизоляционных труб, так и формирование теплоизоляционной оболочки на металлическом трубопроводе. Формула изобретения Устройство для изготовления трубы нанесением формовочной массы, преимущественно теплоизоляционной, на цилиндрическую форму, содержащее установленную, на форме с кольцевым зазором и подвижную вдоль нее разъемную цилиндрическую головку с торцовой стенкой и прикрепленным к открытому торцу головки эластичным чулком, свободный конец которого закреплен на форме, отличающееся тем, что, с целью обеспечения возможности армирования трубы гибким шнуром, торцовая стенка цилиндрической головки снабжена установленной с возможностью вращения разъемной кольцевой крышкой, имеющей патрубки для пропуска арматуры, причем аналогичными патрубками снабжена также неподвижная кольцевая часть торцовой стенки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № ii78735, кл. В 28 В 21/2, 19732,Авторское свидетельство СССР If- 89765, кл. В 28 В 21/9, (прототип).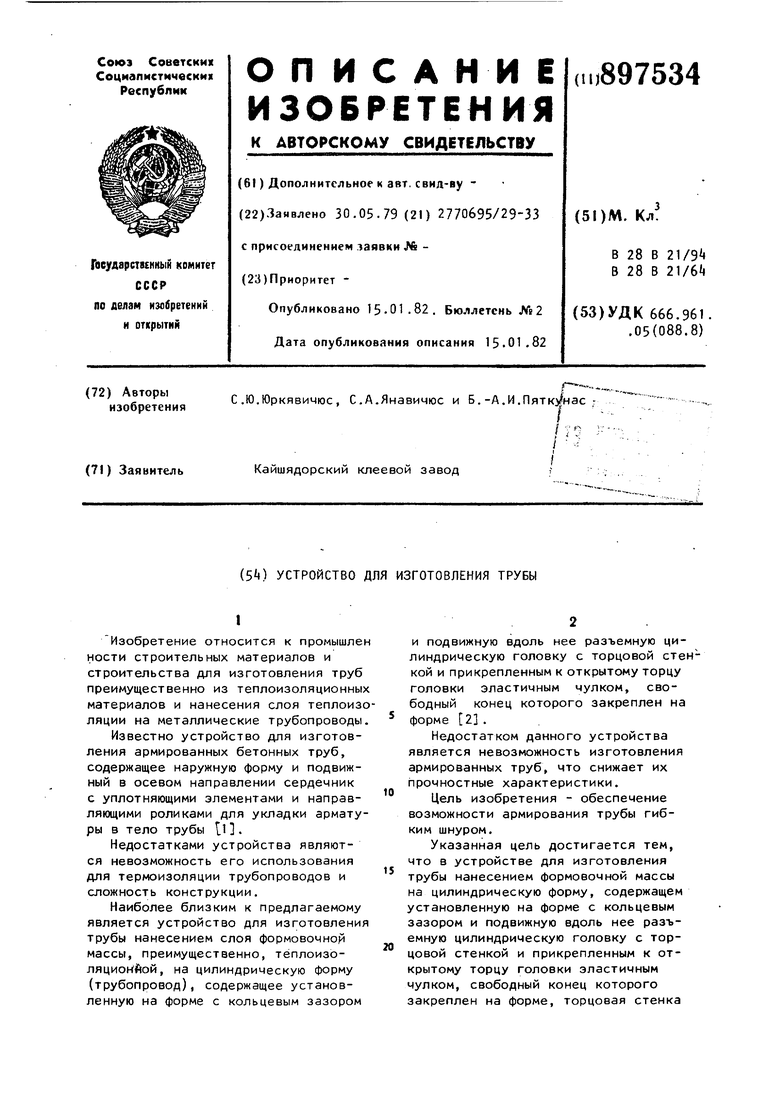
| название | год | авторы | номер документа |
|---|---|---|---|
| Система повышения функциональной огнестойкости оборудования | 2019 |
|
RU2696848C1 |
| КОРРОЗИОННО-СТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2426642C2 |
| Чехол огнестойкий для электронного устройства | 2018 |
|
RU2683980C1 |
| ТРУБА ЖЕЛЕЗОБЕТОННАЯ НИЗКОНАПОРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2770507C2 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА ТРУБ | 2007 |
|
RU2352849C1 |
| ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2030676C1 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА И УЧАСТОК ТРУБОПРОВОДА С ГИДРОЗАЩИТОЙ ПО НАРУЖНОЙ ПОВЕРХНОСТИ И ПО ТОРЦАМ | 2014 |
|
RU2576078C1 |
| УСТРОЙСТВО ДЛЯ ИММОБИЛИЗАЦИИ И ЭВАКУАЦИИ ЧЕЛОВЕКА | 2003 |
|
RU2262333C1 |
| Электропаяльник демонтажный | 1990 |
|
SU1712086A1 |
| Установка для группового изготовления железобетонных изделий | 1989 |
|
SU1708629A1 |