(54) ПОРШЕНЬ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Поршень из алюминиевого сплава для двигателя внутреннего сгорания | 1990 |
|
SU1694961A1 |
| Поршень | 1983 |
|
SU1110975A1 |
| Стенд для исследования теплонапряженного состояния поршня двигателя внутреннего сгорания | 1984 |
|
SU1196721A1 |
| Маслосъемное поршневое кольцо | 1981 |
|
SU987144A1 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО ПОРШНЯ | 1996 |
|
RU2119080C1 |
| Поршень высокофорсированного четырехтактного дизеля | 1987 |
|
SU1518562A1 |
| Поршень | 1981 |
|
SU1000568A1 |
| Способ диагностирования цилиндро-поршневой группы двигателя внутреннего сгорания и устройство для его осуществления | 1987 |
|
SU1601541A1 |
| Поршень | 1980 |
|
SU941658A1 |
| Поршень для двигателя внутреннего сгорания | 1981 |
|
SU987142A1 |
1
Изобретение относится к двигателям внутреннего сгорания.
Известны поршни для двигателя внутреннего сгорания из легкого, например, алюминиевого сплава, содержащие камеру сгорания и размещенную вокруг нее в теле порщня вставку с внешней периферийной зоной, образующей канавку с опорны.ми поверхностями под верхнее порщневое коль,цо и связанной пере.мьгчками с центральной зоной. Указанная вставка, обладающая повыщенной износостойкостью, предохраняет наиболее нагретые и интенсивно изнащивающиеся части поршня от износа и эрро зии 1.
Однако при определенной конфигурации элементов вставки и существующих методах формовки ее в теле порщня трудоемкость его изготовления оказывается достаточно значительной, что ограничивает область применения таких вставок малофорсированными двигателями, для которых характерны умеренные градиенты температур в радиальном направлении. Кроме того, возникают растягивающие напряжения у кромок горловины поршня при резко переменных режимах работы, характерных для транспортных машип, что особенно заметно при изготовлении порщней из алюминиевых сплавов (с целью снижения инерционных сил).
Целью изобретения является упрощение изготовления поршня из легкого, например, , алюминиевого сплава.
Поставленная цель достигается изменением конфигурации элементов вставки и осуществляется выполнением их в виде, удобном для щтамповки. Для этого периферийная зона вставки выполнена разрезной 10 в плоскости, перпендикулярной оси порщня так, что каждая из перемычек снабжена отдельным сегментом, а каждая вторая перемычка удлинена и отогнута для образования нижней опорной поверхности канавки под порщневое кольцо, причем величина 5 удлинения перемычки выполнена не меньще ширины сегмента, а между центральной частью вставки и телом порщня выполнен теплоизолирующий слой.
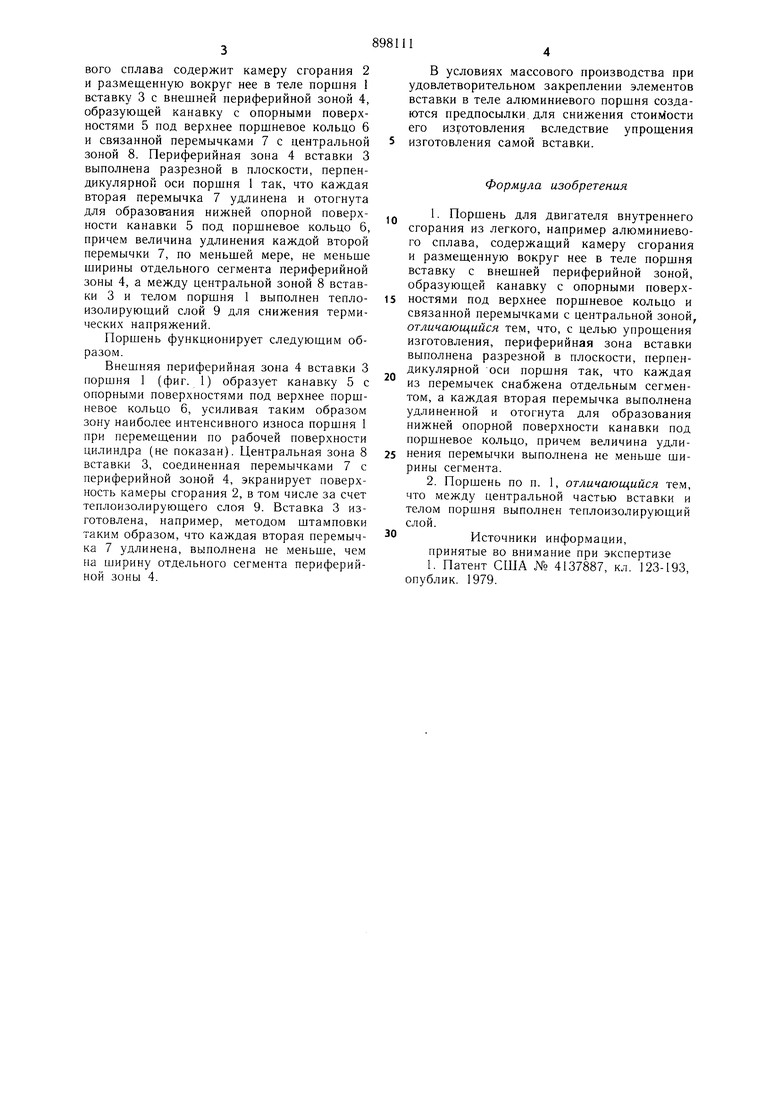
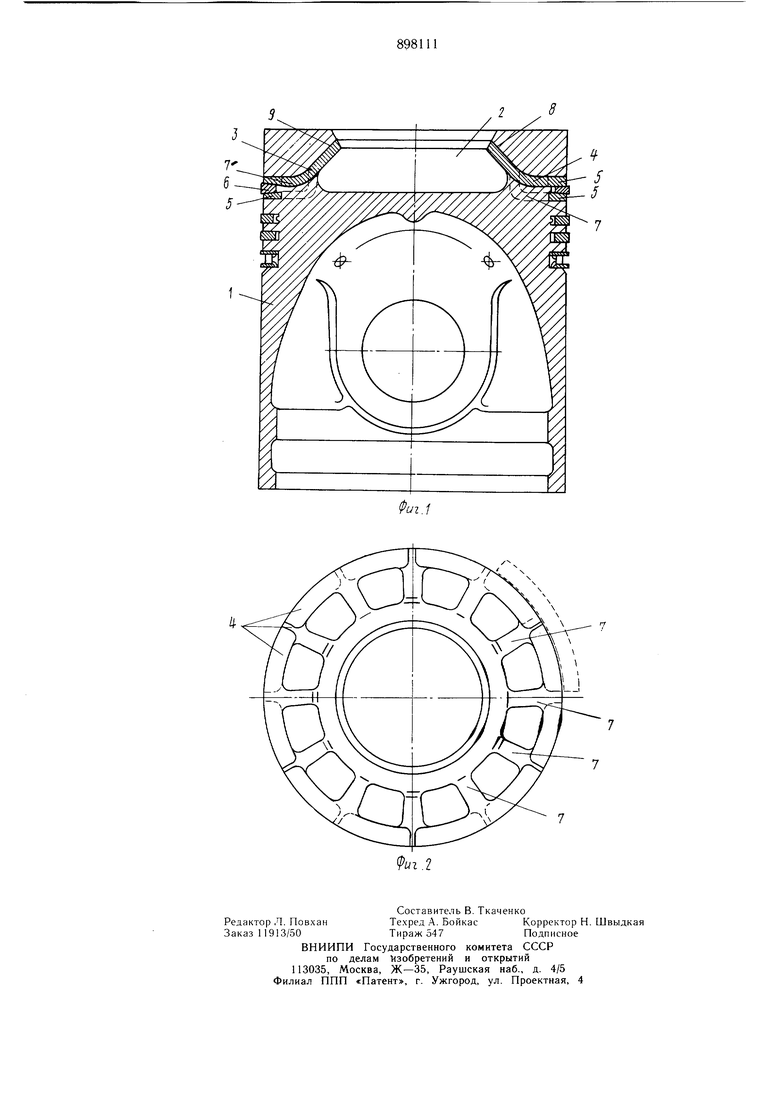
На фиг. 1 показан порщень с вставкой, выходящей центральной зоной в камеру сгорания, горизонтальный разрез; на фиг. 2 вставка, вид свер.ху.
Поршень 1 для двигателя внутреннего сгорания из легкого, например, алюминиевого сплава содержит камеру сгорания 2 и размещенную вокруг нее в теле поршня 1 вставку 3 с Внешней периферийной зоной 4, образующей канавку с опорными поверхностями 5 под верхнее поршневое кольцо 6 и связанной перемычками 7 с центральной зоной 8. Периферийная зона 4 вставки 3 выполнена разрезной в плоскости, перпендикулярной оси поршня 1 так, что каждая вторая перемычка 7 удлинена и отогнута для образования нижней опорной поверхности канавки 5 под поршневое кольцо 6, причем величина удлинения каждой второй перемычки 7, по меньшей мере, не меньше ширины отдельного сегмента периферийной зоны 4, а между центральной зоной 8 вставки 3 и телом поршня 1 выполнен теплоизолирующий слой 9 для снижения термических напряжений.
Поршень функционирует следующим образом.
Внешняя периферийная зона 4 вставки 3 поршня 1 (фиг. 1) образует канавку 5с опорными поверхностями под верхнее поршневое кольцо 6, усиливая таким образом зону наиболее интенсивного износа поршня I при перемещении по рабочей поверхности цилиндра (не показан). Центральная зона 8 вставки 3, соединенная перемычками 7 с периферийной зоной 4, экранирует поверхность камеры сгорания 2, в том числе за счет теплоизолирующего слоя 9. Вставка 3 изготовлена, например, методом штамповки таким образом, что каждая вторая перемычка 7 удлинена, выполнена не меньще, чем на ширину отдельного сегмента периферийной зоны 4.
В условиях массового производства при удовлетворительном закреплении элементов вставки в теле алюминиевого порщня создаются предпосылки для снижения стоимости его И31готовления вследствие упрощения изготовления самой вставки.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Патент США № 4137887, кл. 123-193, опублик. 1979.
