-/о -J /о
25%
2/0
Эта связка дает возможность обжигать изделия при температуре 1100 в нихромовом муфеле. Предварительное сплавление связки обеспечивает сохранение заданных размеров, что имеет существенное значение при их креплении в металлические полосы (резки).
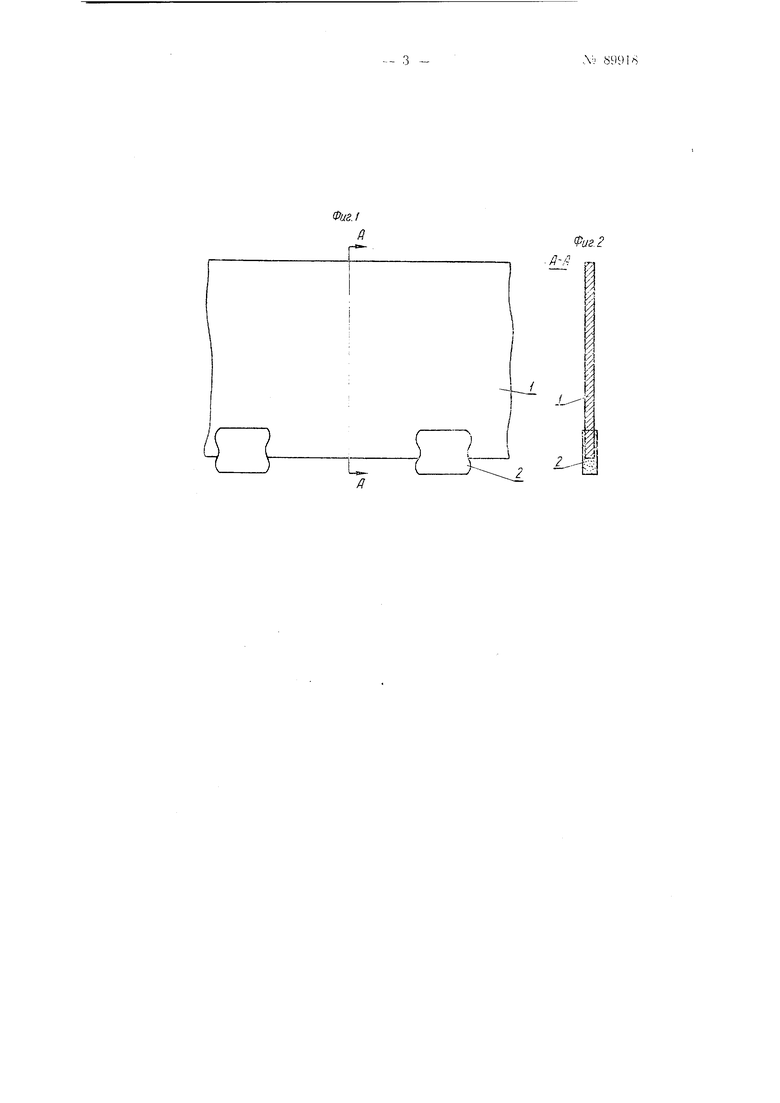
На фиг. 1 изображена примерная форма абразивных элементов, закрепляемых в металлической пиле (полосе); и фиг. 2 -поперечный разрез пилы по А-А на фиг. 1.
Метачлнческая пила J имеет гнезда, в которые вставляются абразивные элементы 2, имеющие форму двух трапеций, соприкасающихся короткими параллельными сторонами. Гнездо и поверхность абразивного эчемента 2, входящие в гнездо, обильно смазывают густым бакелитовым лаком, содержащим в себе корундовую пыль и асбестовое вопокно после чего элемент вставляют в гнездо.
Зазор между элементами и поверхностью гнезда не должен превышать 0,1 мм.
око/
Хо 89918
Окончательное закрепление элементов производится путем сушки в электрической, печи, соблюдая следующий примерный тепловой режим:
60° 8 час.
120 : . . 8 .,
1,W : . . 8 ,.
Предмет изобретения
1.Способ изготовлепия абразивных элементов из белого электрокорунда на керамической связке для пил, предназначенных для резки мрамора, отличающийся тем, что, с целью улучшения условий закрепления элементов в металлические полосы (пилы), в шихту, состоящую из 100 вес. ч. зерна белого электрокорунда Хз 35, 46 вес. ч. керамической связки, 8 вес. ч. увлажиителя - декстринового 60%-ного клея, вводят керамическую связку следующего состава: 26% глинозема, 35% полевого щпата, 25% спликата, 12% буры прокаленной и 2%, магния.
2.Способ закрепления абразивных элементов в металлической пиле, отличающийся тем, что элементы вставляют в соответствующие пазы пилы с зазором в 0,1 мл, при этом пазы обильно смазывают массой, состоящей из бакелита, корундовой ныли и асбеста, иосле чего пилу со вставленными абразивными элементами подвергают нагреву в электропечи при следующем
нри 60°в течеиие 8 час.
„ 120° „8 ,, ,
„ 150°,, „8 „ .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивных кругов на керамической связке для шлифования фрез, гребенок и резьбы | 1948 |
|
SU91985A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ЗАГОТОВКИ | 2012 |
|
RU2586181C2 |
| Болонка для коронкового бурения | 1929 |
|
SU22647A1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО МАТЕРИАЛА | 1994 |
|
RU2114888C1 |
| АБРАЗИВНЫЙ КРУГ СО СВЯЗКОЙ | 2011 |
|
RU2510323C1 |
| ДИСКОВАЯ ПИЛА | 1991 |
|
RU2020068C1 |
| АБРАЗИВНОЕ ЗЕРНО НА ОСНОВЕ ПЛАВЛЕНОГО СФЕРИЧЕСКОГО КОРУНДА | 2007 |
|
RU2434039C2 |
| АБРАЗИВНАЯ МАССА | 1996 |
|
RU2096163C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ | 1998 |
|
RU2132760C1 |