(54) УСТРОЙСТВО ДЛЯ РЕБРОСКЛЕИВАНИЯ ПОЛОС ШПОНА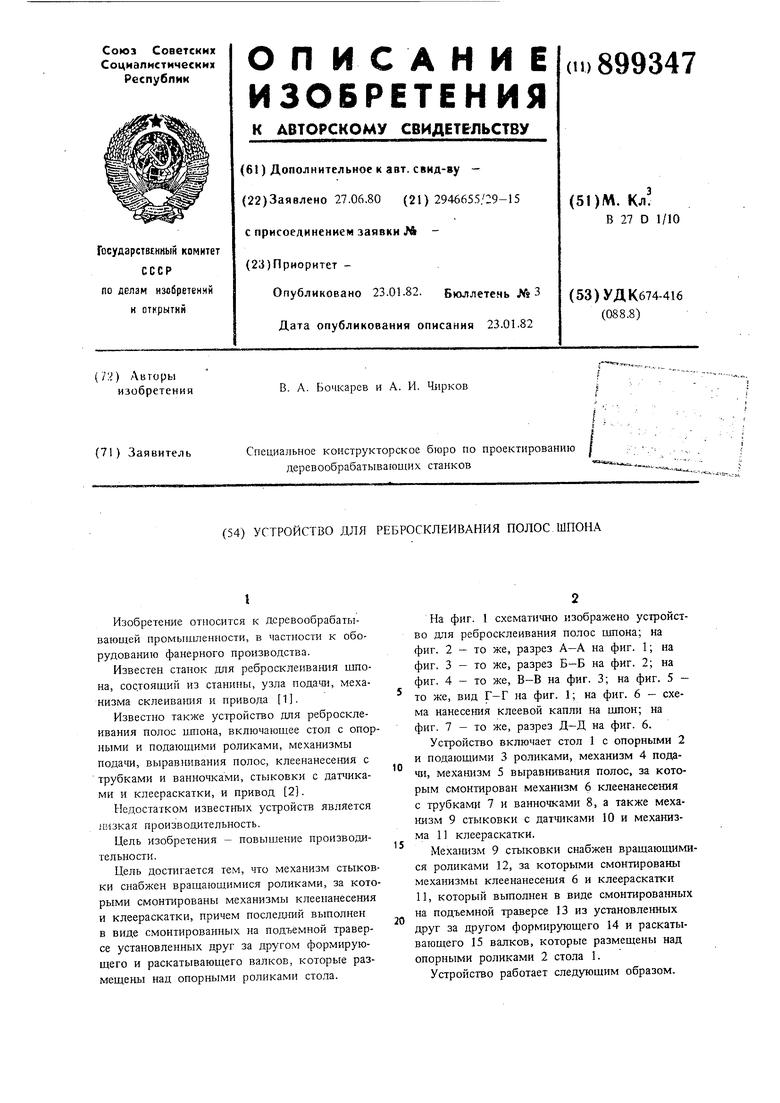
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ребросклеивания листов шпона и устройство для его осуществления | 1987 |
|
SU1710341A1 |
| Способ ребросклеивания неформатных листов шпона | 1989 |
|
SU1726243A1 |
| Линия для изготовления деревянных клееных конструкций | 1975 |
|
SU528200A1 |
| Устройство для ребросклеивания неформатного прирубленного шпона | 1988 |
|
SU1668138A1 |
| Заполняющая паста для укрытия дефектов шпона и способ производства фанеры с использованием заполняющей пасты | 2019 |
|
RU2708582C1 |
| Устройство для сборки пакетов листовых материалов | 1977 |
|
SU614946A1 |
| Станок для соединения немерных заготовок по длине | 1985 |
|
SU1265045A1 |
| Устройство для склеивания полос шпона вНЕпРЕРыВНую лЕНТу | 1980 |
|
SU852547A1 |
| ФОРМИРОВАТЕЛЬ ЛИНИИ СБОРКИ ЯЧЕИСТЫХ ПАКЕТОВ ДРЕВЕСНЫХ СЛОИСТЫХ МАТЕРИАЛОВ | 2009 |
|
RU2401193C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ АКТИВАЦИИ КЛЕЯ | 2018 |
|
RU2763435C2 |
I
Изобретение относится к деревообрабатыватощей промьпиленности, в частности к оборудованию фанерного производства.
Известен станок для ребросклеивания шпона, состоящий из станины, узла подачи, механизма склеивашш и привода 1.
Известно также устройство для ребросклеивания полос шпона, включающее стол с опорными и подающими роликами, механизмы подата, выравнивания полос, клеенанесения с трубками и ванночками, стыковки с датчиками и клеераскатки, и привод 2.
Недостатком известных устройств является лизкая производительность.
Цель изобретения повышение производительности.
Цель достигается тем, что механизм стыковки снабжен вращающимися роликами, за которыми смонтированы механизмы клеенанесения и клеераскатки, причем последний выполнен в виде смонтированных на подъёмной траверсе установленных друг за другом формирующего и раскатывающего валков, которые размещены над опорными роликами стола.
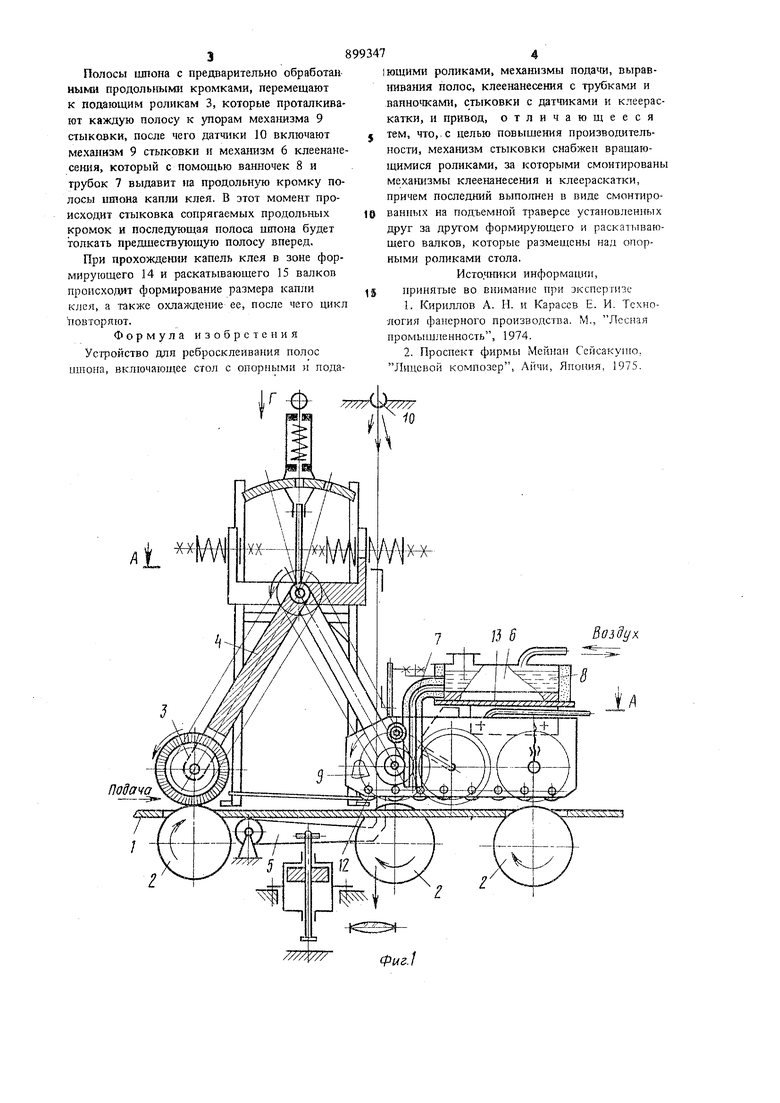
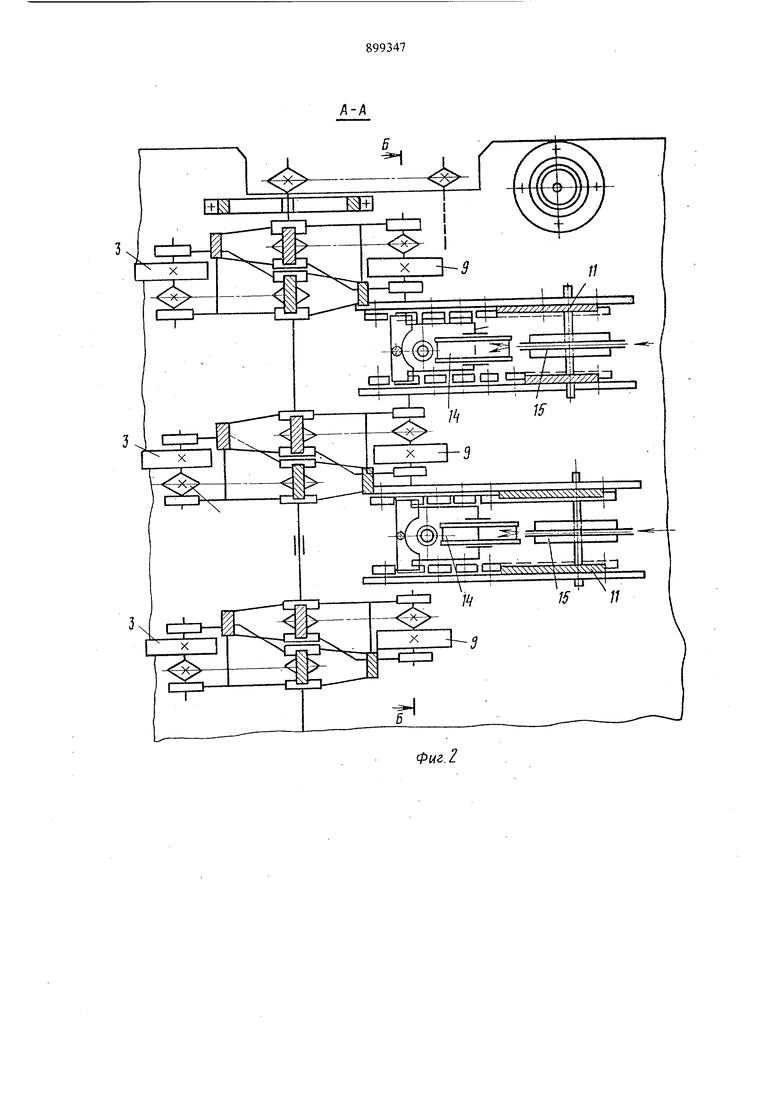
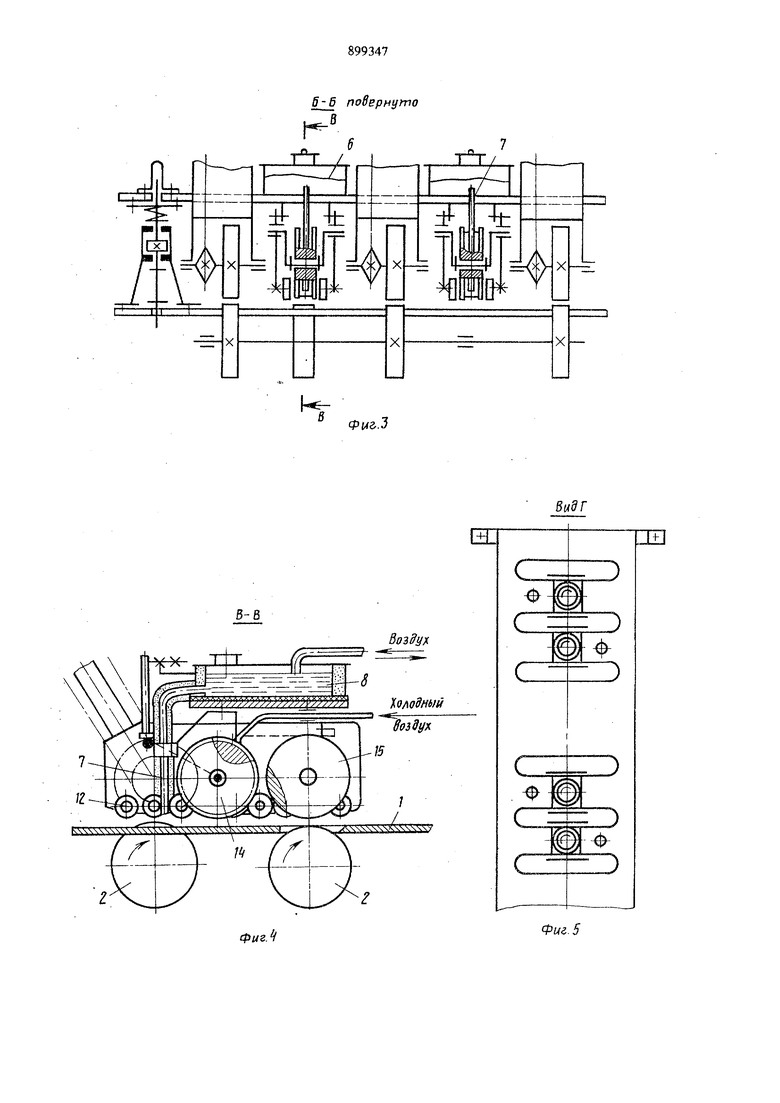
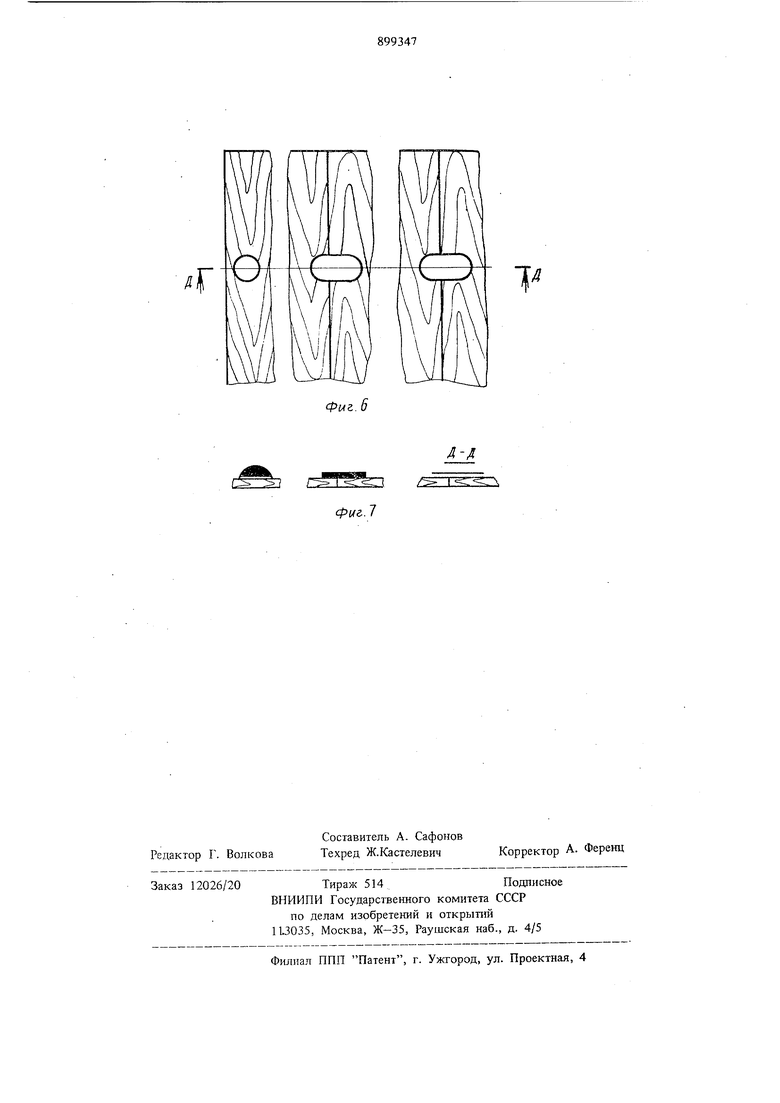
Ца фиг. 1 схематично изображено устройство для ребросклеивания полос шпона; на фиг. 2 - то же, разрез А-А на фиг. 1; на фиг. 3 - то же, разрез Б-Б на фиг. 2; на фиг. 4 - то же, В-В на фиг. 3; на фиг. 5 то же, вид Г-Г на фиг. 1; на фиг. 6 - схема нанесения клеевой капли на шпон; на фиг. 7 - то же, разрез Д-Д на фиг. 6.
Устройство включает стол 1 с опорными 2 и подающими 3 роликами, механизм 4 подачн, механизм 5 выравнивания полос, за которым смонтирован механизм 6 клеенанесения с трубками 7 и ванночками 8, а также механизм 9 стыковки с датшками 10 и механизма 11 клеераскатки.
Мехаш1зм 9 стыковки снабжен вращающимися роликами 12, за которыми смонтированы механизмы клеенанесеш1я 6 и клеераскатки 11, который выполнен в виде смонтированных на подъемной траверсе 13 из установленных друг за другом формирующего 14 и раскатываюпдего 15 валков, которые размещены над опорными роликами 2 стола I.
Устройство работает следующим образом.
Полосы iimona с предварительно обработал нымн продольными кромками, перемещают к подающим роликам 3, которые проталкивают каждую полосу к упорам механизма 9 стыковки, после чего датчики 10 включают механизм 9 стыковки и механизм 6 клеенакесения, который с помощью ванночек 8 и трубок 7 выдавит на продольную кромку полосы ишоиа капли клея. В этот момент происходит стыковка сопрягаемых продольных кромок и последующая поЛоса шпона будет толкать предшествующую полосу вперед.
При прохождении капель клея в зоне формирующего 14 и раскатывающего 15 валков происходит формирование размера капли клея, а также охлаждение ее, после чего цикл повторяют.
Формула изобретения
Устройство для ребросклеивания полос шпона, включающее стол с опорными п подаZ Z:7 ,« ПоЗачо
1ЮЩИМИ роликами, мехаю1змы подачи, выравнива1шя полос, клеенанесения с трубками и ванночками, стыковки с датшками и клеераскатки, и привод, отличающееся
тем, что,, с целью повыщеиия производительности, механизм стыковки снабжен вращающимися роликами, за которыми смонтированы мехаршзмы клеенанесения и клеераскатки, причем последний выполнен в виде смонтированных на подъемной траверсе уставовлен 1ых друг за прутом формирующего и раскатывающего валков, которые размещены над опорными роликами стола.
Источтжи информации,
принятые во снимание при экспертизе
Фиг. Воздух
Фиг. 5 т
Т
f :.
Фие. 7
