(54) ГОЛОВКА ШПРИЦМАШИНЫ ДЛЯ ИЗГОТОВЛПНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ (ЕЕ ВАРИАНТЫ)
I
Изобретение относится к переработке полимеров в изделия и может быть использовано при изготовлении протекторной резиновой ленты для изготовления покрышек.
Известна головка шприцмашины для выпуска протекторной резиновой ленты, содержащая термостатированный корпус, выполненный из двух плит, смонтированных с образованием полости переменного сечения для подаваемого шнеком расплава полимера, и профильную формующую планку 11.
Недостаток известной головки шприцмашины состоит в невозможности шприцевания протекторной ленты при высоких скоростях, так как в этом случае резиновая смесь по центру ленты перегревается и подаулканизовывается, что приводит к ухудшению качества изделий.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является головка шприцмашииы дпй изготовления полимерных изделий, содержащая термостатированный корпус, выполненный из двух плит, смонтированных с образованием полости
переменного сечения для подаваемого шнеком расплава полимера, в которой установлен охладительный элемент, и профильные формующие планки 2.
Недостаток устройства состоит в сложности выполнения охладительного элемента из-за трудности крепления к корпусу головки.
Цель изобретения - упрощение конструкции головки и повьщшние качества получаемой протекторной резиновой ленты.
10
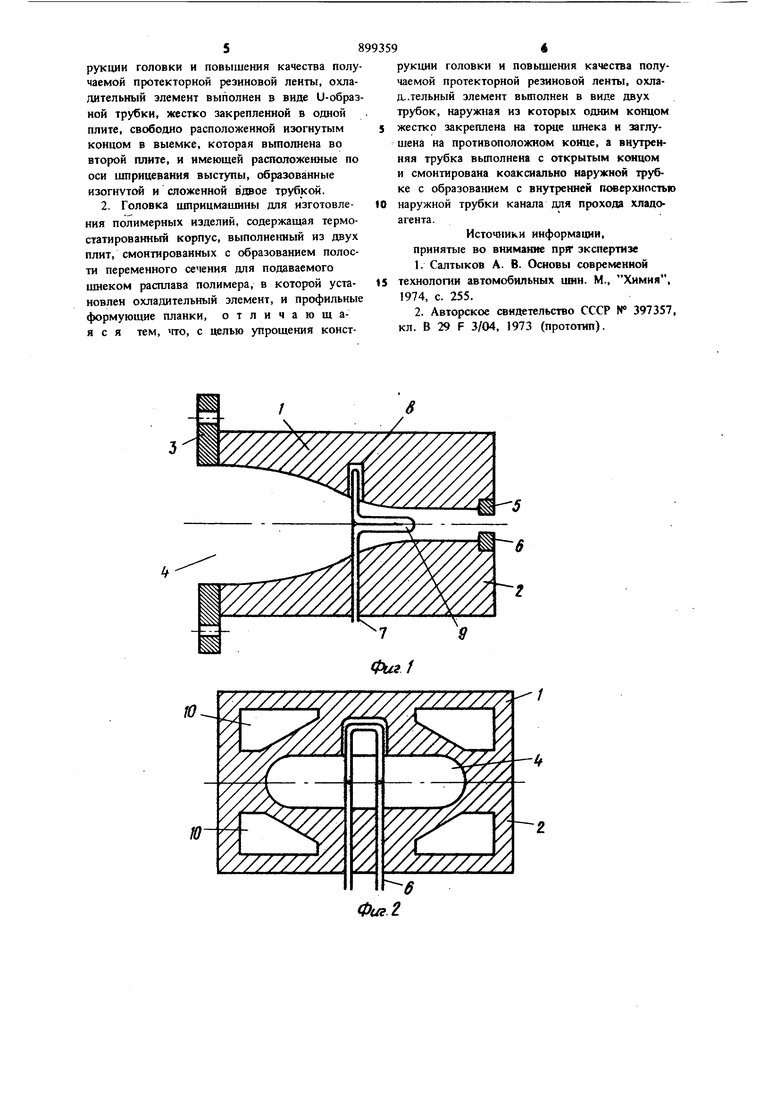
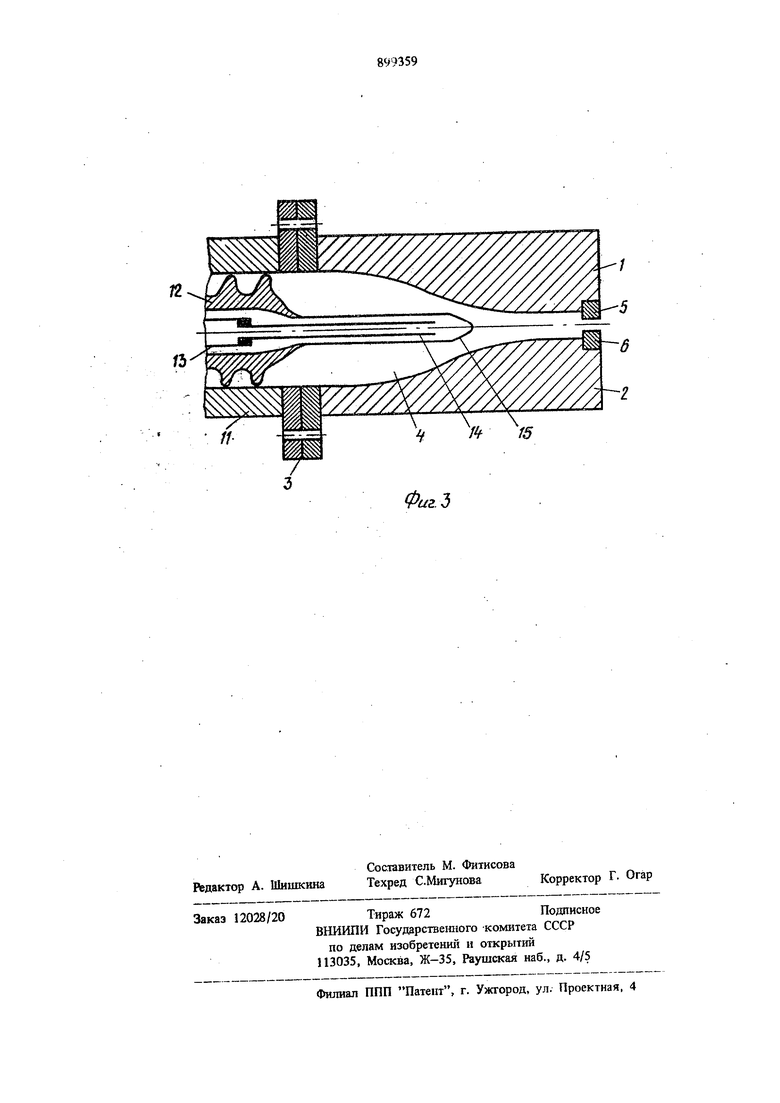
Указанная цель достигается тем, что в головке шприцмашнны для изготовления полимерных изделий, содержащей термостатированный корпус, выполненный из двух плит, смонтированных с образованием полости пере15менного сечения для подаваемого шнеком расплава полимера , в которой установлен охладительный элемент, и профильные фор- мующие планки, охладительный элемент вьщолнен в виде U-образной трубки, жестко закреп3dленной в одяой плите, свободно расположенной изогнутым концом в выемке, которая вьшолнена во второй плите, и имеющей расположенные по оси шприцевания выступы, образованные изогнутой и сложенной вдвое труб кой. По другому варианту для достижения указанной цели в головке шприцмашины для изготовления полимерных изделий, сюДержащ термостатированный корпус, выполне1щый из двух шшт, смонтированных с образовавшем полости переменного сечения для подаваемог шнеком расплава полимера, в которой yctaиовден охладительный элемент, и профильные формующие планки, охладительный элемент вьшолнен в виде двух трубок, наружная из которых одним концом жестко закреплена н торце шнека и заглушена на противоположном конде, а внутренняя трубка вьшолнена с открытым кондом и смонтирована коаксааль но наружной трубке с образованием с внутре ней поверхностью наружной трубки канала для прохода |хлздоагента. На фиг. 1 изображена головка ширицмаишны с U-образной трубкой, продольное сечение; на фиг. 2 - поперечное оечеш1е по плоскости установки U-образного зяемеша; на фиг. 3 - вариант исполнения голов1Ш шприцмашины, продалшое сечение. Головка шприцмацншы для изготовления полимерных изделий содержит корпус, выво ненный из двух плит I и 2, укрепленных на шприцмашине с помощью фланца 3. Пли ты 1 и 2 образуют внутри корпуса полость 4, на выходе которой укреплены профилвяы формующие планки 5 и 6. Внутри яолосте 4 установлен охладительный элемент в виде U-образной трубки 7, жестко закрепленной в плите 2 и свободно расположенной изогну тым кондом в выемке 8 шшты 1. Трубка 7 по оси шприцевания изогнута и сложена вдвое с образованием выступов 9, которые могут быть вытянуты до профильных форму ющих планок 5 и 6. В плитах 1 и 2 имеют ся каналы 10 для прохода Гхладагента. Головка шприцмашины для изготовления полимерных издега1й работает следующим образом. Резиновая смесь поступает в полость 4 и выходат после профильных планок 5 и 6 в виде ленты. Одновременно в трубку 7 по дается хладоагент, например вода. При прохождении через полосте 4 смесь в (яоей центральной части, которая формирует беговую дорожку протектора, охлаждается хладоагентом, проходящим через трубку 7 и ее выступы 9. При этом трубка и выступы оказывают сопротивле1ше течению смеси в центре, отводят ее поток в боковые части сечения, обеспечивая формирование боковин протектора. Разъемное соединение трубки 7 с плитой 1 обеспечивает разбор корпуса для чистки. 94 В случае необходимости возможна установка нескольких U-образных трубок. На фиг. 3 изображен вариант головки шприцмашииы, содержащий корпус, выполненный из двух плит 1 и 2, укрепленных на шприцмашине 11 с помощью фланца 3, Плиты 1 и 2 образуют внутри корпуса полость 4, на выходе которой укреплены профильньш формующие планки 5 и 6, шнек 12 с установленной внутри него трубкой 13 для подвода охлаждающей воды во внутреннюю волость шнека 12. Охладительный элемент выполнен в виде двух трубок 14 и 15, причем наружная трубка IS одним кондом жестко закреплена на Tojaie шнека 12 и заглушена на противоположном конце, а внутренняя трубка 14 укреплена на трубке 13, выполнена открытой на другом конце и смонтирована коаксиально шружной трубке 15 с образованием с внутрешюй поверхностью наружной трубки 15 канала дяя прохода хладагента. Работа головки шприцмашины для изготов(ления полимерных изделий по второму варианту осуществляется следующим образом. Резиновая смесь продавливается шнеком 12 через полость 4 и выходит после профильных фехрмуюших планок 5 и 6 в виде леиты. Одаовремейио в трубку 13 подается охлажЯивЖ1Я вода, которая проходит через канал, о3 130вашый между внутренней поверхностью ш ужной трубки 15 и внутренней трубкой 14, которая охлаждает центральную часть 1гр одавливаемой смеет. Нредязгаем элементы ксжструкции позволЯют проводать ддаошштельное охлаждение реяшы самой ответственной части протектора - бегоаЫ дорожки, что улучшает качество резины, так как ликвидируется ее пористость и водвулканизация, и повышает пробег покрышки до выхода из строя на 3-6%. Кроме того, предлагаемые изменения позволяют увеличить на 3-5% сасорость шприцевания, т.е. увеличить производительность головок игарицмашин для изготовления протекторной резиновой ленты. Формула изобретения 1. Головка шприцмашины для изготовления полимерных изделий, содержащая термостатированный корпус, выполненный из двух плит, смонтированных с образованием полости переменного сечения для подаваемого ышеком расплава полимера, в которой установлен охладительный элемент, и профильные формующие планки, отличающаяся тем, что, с целью упрощения конструкции головки и повышения качества получаемой протекторной резиновой ленты, охладительный элемент выполнен в виде U-обраэ ной трубки, жестко закрепленной в одной плите, свободно расположенной изогнутым концом в выемке, которая вьтолнена во второй плите, и имеющей расположенные по оси шприцевания выступы, образованные ИЗОГНУТОЙ и сложенной вдаое трубкой. 2. Головка шприцмашины для изготовления полимерных изделий, содержащая термостатированный корпус, выполненный из двух плит, смонтированных с образованием полости переменного сечения для подаваемого щнеком расплава полимера, в которой установлен охладительный элемент, и профильные формующие планки, отличающаяся тем, что, с целью упрощения конст84 рукции головки и повышения качества получаемой протекторной резиновой ленты, охлад..тельиый злемент выполнен в виде двух трубок, наружная из которых одним концом жестко закреплена на торце шнека и заглушена на противоположном конце, а внутренняя трубка вьтолнена с открытым концом и смонтирована коак(31ально наружной трубке с образованием с внутржнней поверхностью наружной трубки канала для прохода хладоагента. Источники информации, принятые во внимание пря зкспертизе 1.Салтыков Л. В. Основы современной технолопш автомобильных ишн. М., Химия, 1974, с. 255. 2.Авторское свидетельство СССР N 397357, кл. В 29 F 3/04, 5973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЕНЫХ ЛИСТОВ | 2002 |
|
RU2203184C1 |
| Головка шприцмашины для выпуска заготовок протекторов | 1980 |
|
SU939272A1 |
| Устройство для регулирования толщины протекторных заготовок автомобильных шин в процессе их изготовления на червячных машинах | 2015 |
|
RU2618067C2 |
| Щелевая головка для шприцевания ленты из высоковязкой резиновой смеси | 1984 |
|
SU1224161A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2007 |
|
RU2338643C1 |
| Протекторная головка червячного пресса | 1988 |
|
SU1593967A1 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНО-МОНТАЖНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2005 |
|
RU2326763C2 |
в
Фиг 2
