Область техники
Изобретение относится к химическому машиностроению и может быть использовано в червячных машинах для получения профильных заготовок с переменной толщиной профиля в поперечном сечении, например протекторных заготовок автомобильных шин. В частности, предназначено для регулирования толщины протекторных заготовок в процессе их изготовления на червячных машинах.
Уровень техники по устройству
Известно устройство, в котором конструкция головки шприцмашины для выпуска заготовок протекторов по Патенту RU 2045406 содержит смонтированный на выходе из шприцмашины корпус с профилированной внутренней полостью, имеющей переменное поперечное сечение от круглого в зоне входа в полость до щелевидного, подобного профилю протектора, в зоне выхода из головки. Головка снабжена установленным на корпусе набором пластин, расположенных перпендикулярно продольной его оси в зоне выхода из головки, а в пластинах выполнены наклонные отверстия, кромки которых состыкованы по контактирующим поверхностям смежных пластин. При этом профилирующий участок отверстия в наружной пластине выполнен с уменьшением его длины вдоль образующей отверстия на участках по ширине пластины и с уменьшением его высоты.
В этом устройстве вследствие неравнотолщинности выпускаемой заготовки протектора по ее ширине, задаваемой формой выходного отверстия, возникают пропорциональные изменения толщины с различной степенью выраженности, связанные с различным уровнем эластического восстановления экструдата после выхода из червячной машины.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство экструзионной плоскощелевой головки с регулируемым профилем формующего канала, описанной в Патенте RU 2251485, содержащей корпус с выполненным в нем формующим каналом, в котором установлены шарнирно закрепленные продольные пластины с устройствами регулирования их положения. Устройство регулирования включает в себя пружину, шток и болт, позволяющий изменять степень сжатия пружины, пружина одним концом упирается в болт, а другим - в буртик штока. При этом с обратной стороны штока закреплен упор, контактирующий с формующей пластиной через обойму роликов, вставленную в прорези на внешней стороне формующей пластины. Внутренняя часть формующего канала покрыта эластичным термостойким материалом.
Существенным недостатком выбранного прототипа является то, что его плоскощелевая конструкция не предполагает возможности экструзии изделий из вязкоупругих материалов, которыми являются резиновые смеси для изготовления пневматических шин, с переменной толщиной по ширине протекторных заготовок (и соответственно - высотой сечения формующего отверстия).
Технической задачей изобретения является повышение размерных показателей качества, а именно точности размеров профиля поперечного сечения протекторных заготовок в контрольных точках и их соответствия конструкторско-технологическим требованиям на каждый типоразмер и модель выпускаемых шин, изготавливаемых из вязкоупругих материалов с высокой степенью эластического восстановления за счет перераспределения давления резиновой смеси в области деформации, направленного изменения поля скоростей в потоке перерабатываемого материала на входе в формующее отверстие профилирующей планки, а следовательно, и направленном изменении величины эластического восстановления резиновой смеси после выхода из формующего отверстия.
Раскрытие изобретения
Поставленная техническая задача достигается тем, что в теле кассеты, в которой расположена профилирующая планка, непосредственно перед входом в формующее отверстие профилирующей планки установлены регулировочные штифты, оси которых лежат в пересечениях плоскости, перпендикулярной оси вращения шнека, с плоскостями, параллельными плоскости симметрии формующего отверстия и проходящими через контрольные точки, лежащие в его выходном сечении. Штифты установлены с возможностью вращения вокруг своих осей и возвратно-поступательного перемещения в направлениях, перпендикулярных нижней плоскости течения экструдируемого материала. Это позволяет внедрять их в поток экструдата на входе в формующее отверстие профилирующей планки с целью перераспределения скоростей и давлений экструдата в зоне контрольных точек. В результате этих воздействий толщина протекторных заготовок в контрольных точках может направлено изменяться в сторону ее уменьшения или увеличения за счет дальнейшего изменения величины эластического восстановления резиновых смесей после выхода из червячной машины.
Решение технической задачи возможно благодаря наличию следующих отличительных признаков:
- регулируемые штифты устанавливаются непосредственно перед входом в формующее отверстие профилирующей планки;
- регулирующие штифты устанавливаются по ширине экструдируемой детали в плоскостях, проходящих через ее контрольные точки, что позволяет воздействовать на поток независимо и одновременно на каждом из участков;
- устройство имеет модульную конструкцию и состоит из нескольких регулирующих штифтов, которые установлены с возможностью вращательного и возвратно-поступательного движения, что позволяет локально воздействовать на поток движущегося материала с различной степенью изменения его поля скоростей и давлений;
- регулирующие штифты имеют возможность поступательно перемещаться до положения, когда практически не представляют гидравлического сопротивления и воздействие на поток экструдата прекращается;
- наличие простого механизма регулирования, выполненного в виде болтов, позволяет быстро и точно изменять положение штифтов в потоке экструдата;
- возможность оперативных воздействий на положение штифтов позволяет вносить их непосредственно в ходе технологического процесса, что сокращает время настройки профилирующей оснастки червячной машины и расход материалов.
Дополнительными отличительными признаками являются:
- количество и диаметры регулирующих штифтов определяются геометрическими размерами и сложностью профиля изготавливаемой заготовки, количеством контрольных точек и требованиями к точности ее изготовления;
- размеры штифтов, максимальная величина их поступательного перемещения, а также размеры и геометрия рабочей части штифтов, контактирующих с перерабатываемым материалом, могут варьироваться в зависимости от требуемых воздействий на конкретном участке профиля протекторной заготовки.
Краткое описание чертежей
Сущность изобретения поясняется следующими чертежами:
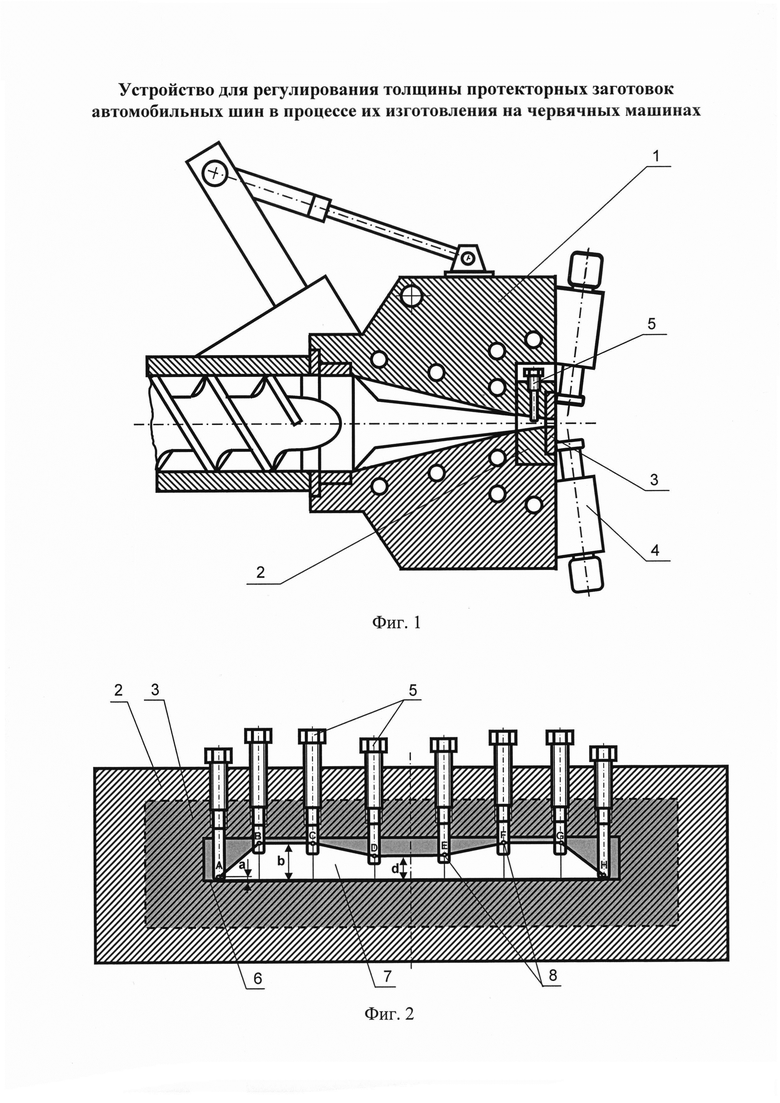
фиг. 1 - Общий вид головки червячной машины с устройством, включающим регулировочные штифты, установленные на резьбе в кассете перед профилирующей планкой;
фиг. 2 - Расположение штифтов для регулирования толщины протекторной заготовки в разрезе кассеты в плоскостях, проходящих через контрольные точки профилирующей планки.
На фиг. 1 представлен общий вид головки 1 червячной машины с установленной в ней кассетой 2 и профилирующей планкой 3, закрепленными прижимными устройствами 4. В теле кассеты 2 непосредственно перед входом в формующее отверстие профилирующей планки 3 установлены регулировочные штифты 5. Штифты установлены на резьбе с возможностью вращательного и возвратно-поступательного движения по осям, расположенным в плоскости, перпендикулярной оси вращения шнека червячной машины и основанию формующего отверстия профилирующей планки.
На фиг. 2 в разрезе кассеты 2 показано расположение штифтов 5, оси которых лежат в пересечении плоскости, перпендикулярной оси вращения шнека, с плоскостями, параллельными плоскости симметрии формующего отверстия 7 и проходящими через контрольные точки 8, лежащие в его выходном сечении. Размеры a, b, d - расстояния от основания 6 формующего отверстия 7 до контрольных точек 8 (А, В, С, D, Е, F, G и Н)
Наилучший вариант осуществления изобретения
Расположение штифтов определяется конструкцией формующей оснастки. Для червячной машины, у которой она состоит из формующей головки, кассеты и планки, штифты предлагается располагать в кассете, непосредственно перед входом в формующее отверстие профилирующей планки.
Предлагаемое устройство для регулирования толщины протекторных заготовок автомобильных шин в процессе их изготовления на червячных машинах представлено на фиг. 1. Устройство, включающее штифты 5, смонтировано в кассете 2, закрепленной в головке 1 червячной машины совместно с планкой 3 прижимными устройствами 4.
Принцип работы предлагаемого устройства заключается в следующем.
При выпуске изделия оператор червячной машины производит измерение геометрических размеров протекторной заготовки в контрольных точках. При отклонениях одного или нескольких размеров производится их направленное изменение путем вкручивания или выкручивания соответствующих штифтов.
Точки контролируемых оператором размеров обозначены как: А, В, … Н (фиг. 2). В случае, например, если оператором выявлены недостаточная толщина заготовки в точках В и G и избыточная толщина в точках D и Е, необходимо выкрутить штифты В и G и закрутить штифты D и Е на несколько оборотов. При закручивании штифта его цилиндрическая часть выдвинется из тела кассеты в поток резиновой смеси, что вызовет его частичное замедление, что, в свою очередь, приведет к соответствующему искажению профиля скоростей течения резиновой смеси и уменьшению величины эластического восстановления размеров профиля заготовки на выходе из червячной машины. Вследствие этого произойдет местное уменьшение толщины заготовки. При выкручивании штифтов произойдет обратный эффект, что вызовет увеличение толщины материала на соответствующем участке.
Достигаемый технический результат
Техническим результатом изобретения является расширение функциональных возможностей червячной машины, позволяющих непосредственно в ходе процесса экструзии производить оперативное регулирование толщины протекторных заготовок с целью повышения точности их размеров в контрольных точках в соответствии с требованиями технологического регламента без остановки оборудования протекторного агрегата.
Для достижения технического результата в устройстве для регулирования толщины протекторных заготовок автомобильных шин в процессе их изготовления на червячных машинах, включающем формующую головку, кассету и профилирующую планку, установленную и закрепленную вместе с кассетой в головке машины, в теле кассеты непосредственно перед входом в формующее отверстие профилирующей планки устанавливаются регулировочные штифты, оси которых расположены в пересечениях плоскости, перпендикулярной оси вращения шнека, с плоскостями, параллельными плоскости симметрии формующего отверстия и проходящими через контрольные точки, лежащие в его выходном сечении.
Использование регулирующих штифтов, установленных с возможностью возвратно-поступательного перемещения непосредственно перед входом в формующее отверстие профилирующей планки, позволяет машинисту протекторного агрегата своевременно осуществлять соответствующие оперативные воздействия на процесс размерообразования профиля протекторных заготовок в процессе их изготовления без снятия формующей оснастки с головки машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК АВТОМОБИЛЬНЫХ ШИН И СПОСОБ НА ОСНОВЕ ЭТОГО УСТРОЙСТВА | 2008 |
|
RU2387544C2 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| Устройство для профилирования шприцованной резиновой ленты | 1975 |
|
SU622684A1 |
| Протекторная головка червячного пресса | 1988 |
|
SU1593967A1 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| Двухканальная формующая головка | 1959 |
|
SU148899A1 |
| Головка шприцмашины для выпуска заготовок протекторов | 1980 |
|
SU939272A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК | 1987 |
|
SU1448568A1 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |
Изобретение относится к устройству, предназначенному для изготовления протекторных заготовок на червячных машинах при производстве автомобильных шин. В частности, предназначено для регулирования толщины профиля протекторных заготовок на выходе из червячной машины. Устройство смонтировано в теле кассеты непосредственно перед входом в формующее отверстие профилирующей планки, закрепленных совместно на формующей головке червячной машины. Устройство включает установленные с возможностью вращательного и возвратно-поступательного перемещения регулировочные штифты, оси которых расположены в пересечениях плоскости, перпендикулярной оси вращения шнека червячной машины, с плоскостями, параллельными плоскости симметрии формующего отверстия и проходящими через контрольные точки, лежащие в его выходном сечении. Изобретение расширяет функциональные возможности червячной машины тем, что позволяет непосредственно в ходе процесса экструзии производить оперативное регулирование толщины протекторных заготовок с целью повышения точности их размеров в контрольных точках, в соответствии с требованиями технологического регламента, без остановки оборудования протекторного агрегата. 2 ил.
Устройство для регулирования толщины протекторных заготовок автомобильных шин в процессе их изготовления на червячных машинах, включающее формующую головку, кассету и профилирующую планку, установленную и закрепленную вместе с кассетой в головке машины, отличающееся тем, что в теле кассеты, непосредственно перед входом в формующее отверстие профилирующей планки, установлены с возможностью вращательного и возвратно-поступательного перемещения регулировочные штифты, оси которых расположены в пересечениях плоскости, перпендикулярной оси вращения шнека, с плоскостями, параллельными плоскости симметрии формующего отверстия и проходящими через контрольные точки, лежащие в его выходном сечении.
| ЭКСТРУЗИОННАЯ ПЛОСКОЩЕЛЕВАЯ ГОЛОВКА С РЕГУЛИРУЕМЫМ ПРОФИЛЕМ ФОРМУЮЩЕГО КАНАЛА | 2004 |
|
RU2251485C1 |
| Осушительно-увлажнительная система | 1986 |
|
SU1420108A1 |
| US 3611492 A, 10.12.1971 | |||
| Устройство для ограничения зазора между валками валковых машин | 1982 |
|
SU1006245A1 |
| Устройство для регулирования толщины каландруемого полимерного материала | 1987 |
|
SU1479315A2 |

