Изобретение относится к производству пневматических шин и предназначено для выпуска заготовок протекторов .
Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является головка шприцмашины для выпуска заготовок протекторов, выполненная в виде корпуса с профилирующими планками и каналом, выпол-. ненным с вертикальным продольнБ1м сечением, уменьшаюишмся от входного отверстия до выходной щели, и переменным поперечным сечением, изменяюи 1Мся от круглого входного отверстия до подобной профи-лю протектора выходной 1це.пи 1
Известная головка шприцмашнны не позволяет вести процесс выпуска протекторных заготовок с высокой скоростью без снижения их качества, так как при высокой скорости резиновая смесь в зоне беговой частипротектора перегревается и/или подвулканизовывается, что приводит к ухудшению качества протектора в самой ответственной части - в зоне беговой дорожки .
Перегрев смеси связан с тем, что с увеличением скорост-и шприцевания
возрастает вследствие трения температура резиновой смеси по центру входного отверстия головки. Температурный градиент приводит к неоднородным свойствам резиновой смеси по массе протекторной заготовки.
Цель изобретения - повышение производительности выпуска протекторных заготовок без снижения их качества.
Поставленная цель достигается тем, что в головке шприцмашины для выпуска заготовок протекторов, выполйенной в виде корпуса с профилирующими планками и каналом, выполненным с вертикальным продольным сечением, уменьшающимся от входного отверстия до выходной щели, и переменным поперечным сечением, изменяюигимся от круглого входного отверстия до подобной про20фи.пю протектора выходной 1це.пи, выходная- щель смещена в вертикальной плоскости относительно центра входного отверстия, причем верхняя кромка центральной части выходной щели . расположена на уровне верхней кромки входного отверстия.
Вертикальное продольное сечение канала выполнено в виде фигуры, обра зованной прямой, соединяющей верхние кромки входного отверстия и централь
ной части выходной щели,S -образной кривой соединяющей-нижние йромкк входного отверстия и центральной час ти выходной щели, и соединяющими их отрезками прямых.
Центральная часть выходной щели выполнена с выпуклыми верхней и нижней кромками.
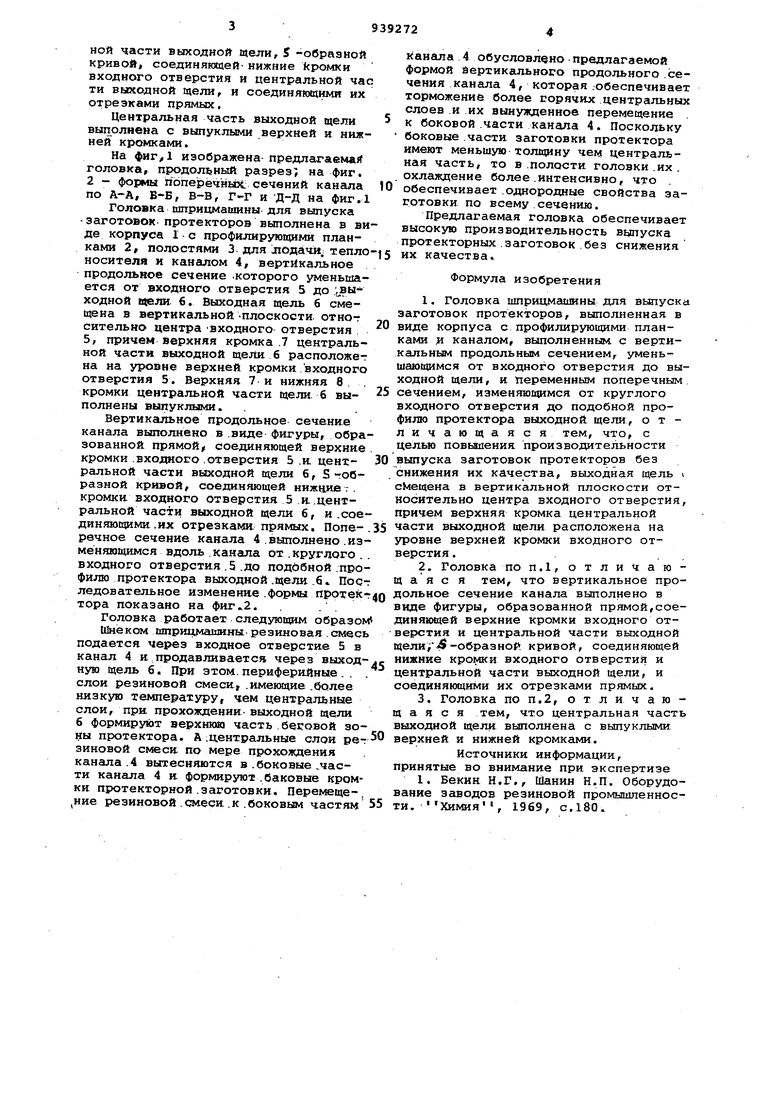
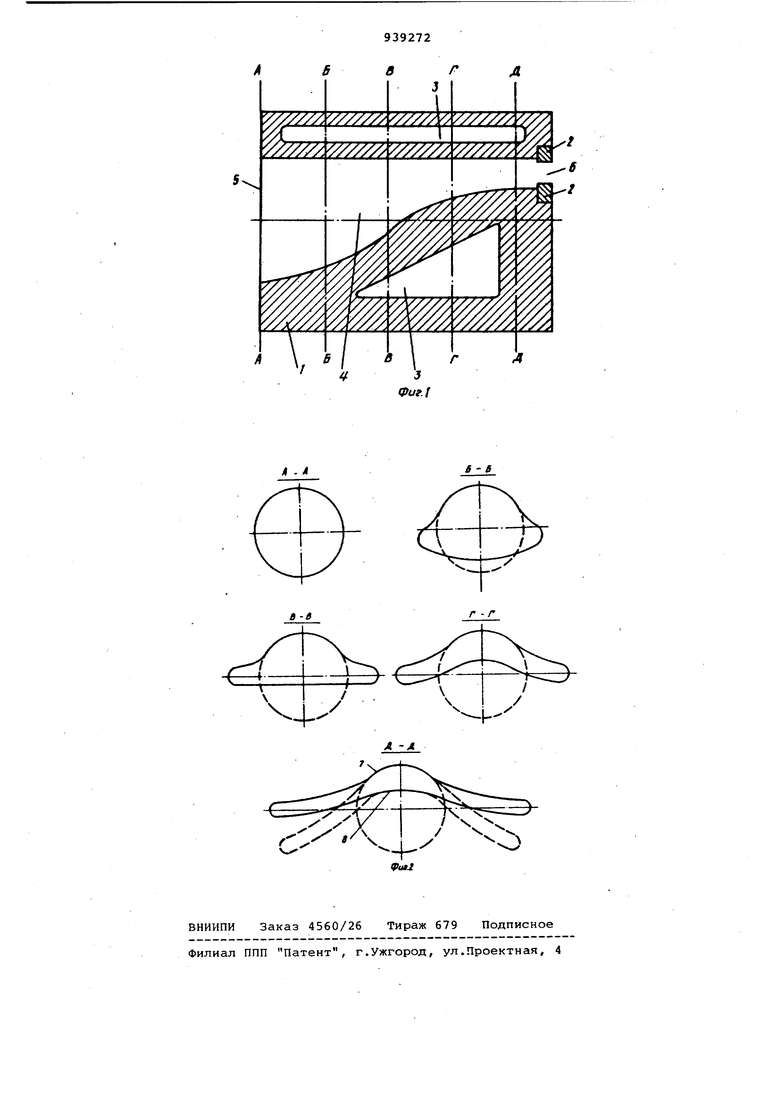
На фигл 1 изображена- предлагаема1( головка, продол1гный разрез; на фиг. 2 - формы пЪперечных. сечений канала по А-А, В-Б, В-В, Г-Г и Д-Д на фиг.1
Головка шприцмашины для выпуска -заготовок протекторов выполнена в виде корпуса 1 с профилирующими планками 2, полостями 3, для лодачн; теплоносителя и каналом 4, вертикальное продольное сечение .которого уменьшается от входного отверстия 5 до . выходной гцели 6. Выходная щель б смещена в вертикальной -плоскости отног сительно центра входного отверстия 5, причем верхняя кромка ,7 центральной части выходной щели б расположе-г на на уровне верхней кромки входного отверстия 5. Верхняя 7-и нижняя 8. . кромки центральной части щели 6 выполнены выпуклыми.
Вертикальное продольное сечение канала выполнено в .виде фигуры, образованной прямой соединяющей верхние кромки .входного .отверстия 5 .и. центральной части выходной щели б, S гобразной кривой, соеди.няющей нижние:. кромки входного отверстия 5 а.центральной части выходной щелк 6, и .соединяющими,их отрезками, прямых. Попе-. речное сечение канала 4.вьтолнено.изменяющимся вдоль.канала от.круглого .. входного отверстия.5.до подобной .профилю протектора выходной.щели ,6с Пост ледовательное изменение .формы протек-г тора показано на . . . .
Головка работает следующим образом
Шнеком шприцмашины: резиновая.смесь подается через входное отверстие 5 в канал 4 и продавливается через выходкую щель 6. При этом периферийные.. . слои резиновой смеси,.имеющие .более низкую температуру, чем центральные слои, при прохождении-выходной щели б формируют верхнюю часть бесовой зоны протектора. А центргшьные слои ре-т зиновой смеси по мере прохождения канала .4 вытесняются в.боковые .части канала 4 и формируют.баковые кромки протекторной .заготовки. Перемеще-, .ние резиновой.смеси.к.боковым частям
канала 4 обусловлено предлагаемой формой Вертикального продольного .сечения канала 4, которая .обеспечивает торможение более горячих центральных слоев и их вынужденное перемещение к боковой .части канала 4. Поскольку боковые.части заготовки протектора имеют меньшую толщину чем центральная часть, то в.полости головки.их . охлаждение более.интенсивно, что обеспечивает.однородные свойства заготовки по всему.сечению.
Предлагаемая головка обеспечивает высокую производительность выпуска протекторных.заготовок.без снижения их качества.
Формула изобретения
1.Головка шприцмашины для выпуска заготовок протекторов, выполненная в виде корпуса с профилирующими планками :к каналом, выполненным с вертикальным продольньвл сечением, уменьшающимся от входного отверстия до выходной щели, и переменным поперечным сечением, изменяющимся от круглого входного отверстия до подобной профилю протектора выходной щели, отличающаяся тем, что, с целью повышения производительности выпуска заготовок протекторов без снижения их качества, выходная щель с смещена в вертикальной плоскости относительно центра входного отверстия, причем верхняя кромка центральной части выходной щели расположена на уровне верхней кромки входного отверстия .. .
2.Головка попЛ, отличающ ая с я тем, что вертикальное продольное сечение канала выполнено в виде фигуры, образованной прямой,соединяющей верхние кромки входного отверстия и центральной части выходной щели; -образно кривой, соединяющей нижние кромки входного отверстий и центральной части выходной щели, и соединяющими их отрезками прямых.
3.Головка по п.2, о т л и ч а ю щ а я с я тем, что центральная часть выходной щели выполнена с выпуклыми верхней и нижней кромками.
Источники информации, принятые во внимание при экспертизе
1. Бекин Н.Г,, Шанин Н.П. Оборудование заводов резиновой промышленности. Химия , 1969, c.lSQ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка шприцмашины для изготовления полимерных изделий (ее варианты) | 1980 |
|
SU899359A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| Устройство для регулирования толщины протекторных заготовок автомобильных шин в процессе их изготовления на червячных машинах | 2015 |
|
RU2618067C2 |
| Протекторная головка червячного пресса | 1988 |
|
SU1593967A1 |
| ГОЛОВКА ШПРИЦМАШИНЫ ДЛЯ ВЫПУСКА ЗАГОТОВОК ПРОТЕКТОРОВ | 1993 |
|
RU2045406C1 |
| Устройство для профилирования шприцованной резиновой ленты | 1975 |
|
SU622684A1 |
| Щелевая головка для шприцевания ленты из высоковязкой резиновой смеси | 1984 |
|
SU1224161A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК АВТОМОБИЛЬНЫХ ШИН И СПОСОБ НА ОСНОВЕ ЭТОГО УСТРОЙСТВА | 2008 |
|
RU2387544C2 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| ОТКИДНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПРОФИЛЕЙ ИЗ РАЗЛИЧНЫХ РЕЗИНОВЫХ СМЕСЕЙ | 1999 |
|
RU2179110C2 |
Л .Л
6-6
В-й
г -г
А -Л
У
