Изобретение относится к изготовлению изделий из веществ в пластическом состоянии, в частности к профилирванию элас- томерных композитов, и может быть использовано в шинной и шиновосстановительной промышленности.
Цель изобретения - повышение качества ленты и производите-льности головки за счет обеспечения стабильности геометрических размеров ленты и увеличения скорости ее шприцевания.
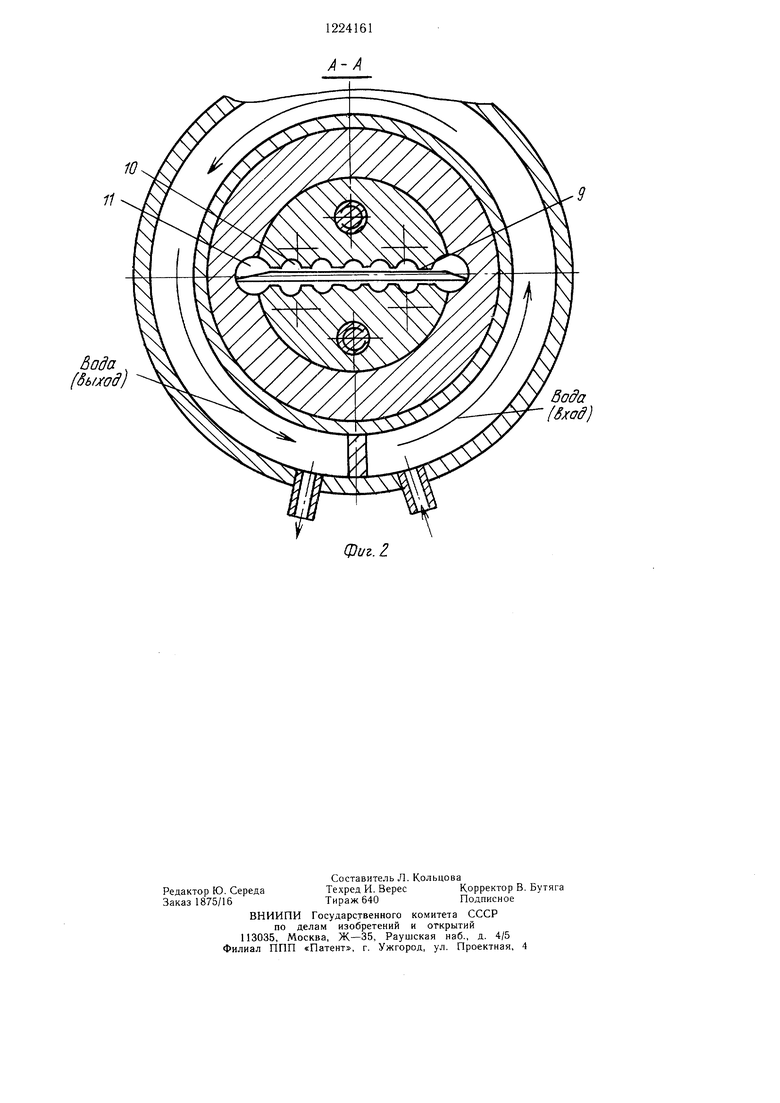
На фиг. 1 схематически показана ш,еле- вая головка, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Щелевая головка содержит корпус 1, закрепленные в нем два одинаковых вкладыша 2, размешенные на входной части проточного канала 3, имеюшего коническую часть 4. Корпус 1 соединен с цилиндром 5 червячной шприцмашины, имеюш,им внутренний диаметр D, равный диаметру червяка (не показан) шприцмашины. В цилиндре 5 разме- ш.ена рубашка 6 охлаждения для циркуляции охлаждаюшей жидкости, а вкладыши 2 закреплены на корпусе 1 посредством болтов 7. На корпусе 1 смонтирваны также профилирующие планки 8. Между внутренними противолежащими плоскопараллельными по верхностями вкладышей 2 образована формующая щель 9, длина L которой выбрана в пределах от 0,24 до 0,26 и высота Н - в пределах от 0,08 до 0,1 диаметра червяка. На внутренних поверхностях вкладышей 2 параллельно продольной оси головки расположены углубления 10 в виде дуговых вогнутых профилей радиусом 0,03 диаметра червяка со ступенчато увеличивающейся глубиной от середины формующей щели 9 к ее краям в пределах от 0,01 до 0,03 диаметра червяка и длиной, равной длине формующей щели 9. В зоне перехода от конической части 4 проточного канала 3 к формующей щели 9 углубления 10 выполнены с увеличением площадей их поперечного сечения от нулевого до максимального значения в направлении выхода из головки при сохранении постоянной площади поперечного сечения формующей щели 9. Края формующей щели 9 между вкладышами 2 оформлены цилиндрическими каналами 11 с радиусом, равным расстоянию между вкладышами 2.
Соотношение длины L и высоты Я формующей щели 9 с диаметром червяка шприц- машины, а также размер углублений являются важными факторами, влияющими на качество профилируемой ленты и производительность шприцмашины. Так к снижению производительности приводит использование формующей щели 9 с длиной L сверх 0,26 диаметра червяка и высотой Я до 0,08 диаметра червяка, а к нестабильности геометрических размеров профилируемой ленты - использование формующей щели 9 с длиной L до 0,24 и высотой Я сверх 0,1 диаметра червяка.
Размер углублений 10 до 0,01 диаметра червяка не позволяет достичь цели изобретения, а размер углублений сверх 0,03 диаметра червяка приводит к появлению неровностей на поверхности профилируемой ленты.
Щелевая головка работает следующим образом.
Экструдат подается червяко.м шприцмашины в коническую часть 4 головки, а затем в формующую плель 9, образованную вкладышами 2 с разветвленной поверхностью за счет углублений 10 и боковых цилиндрических каналов 11.
Путем создания оптимального соотношения между длиной L и высотой Я формующей щели 9, образованной вкладышами 2, а также размерами углублений 10, выполненных в виде дуговых вогнутых про0 филей и расположенных симметрично и параллельно продольной оси головки с меньшей глубиной по середине формующей ще.1и 9 и ступенчато увеличиваюп ейся глубиной к ее краям, достигается стабильное ламинарное течение экструдата по всей площади поS перечного сечения профиля и увеличивается поверхность теплоотвода не менее чем в два раза.
В результате этого дстигается уменьшение усадки профилируемой ленты, повы- шение скорости ее шприцевания без увеличения температуры и получение ленты со стабильными геометрическими размерами, так как площадь поверхности стенок формующей щели 9 увеличена за счет углубления 10, что снижает температуру на 5-
10°С. Оптимальный температурный перепад между резиновой смесью и водой поддерживается тепловой станцией шприцмашины и рубашкой 6 охлаждения.
Боковые цилиндрические каналы 11 обеспечивают получение ровных кромок профилируемой ленты в выходном отверстии, образованном профилирующими планками 8. При переходе углублений 10 из наклонной конусной части вкладыша 2 на его горизонтальную часть достигается постепенный рост суммарной площади поперечного сечения углублений 10 от нуля до максимального значения при сохранении постоянной площади поперечного сечения формующей щели 9. Углубления 10, расположенные по длине формующей щели 9, устраg няют завихрения резиновой смеси, вызываемые червяком шприцмашины, а наличие участка с постоянным поперечным сечением формующей щели 9 позволяет погасить пульсации потока резиновой смеси, обеспечивая постоянство размеров профилируемой ленты.
5Использование различных по форме и
длине сменных вкладышей 2 с пере.менными углубления.ми 10 на их рабочих поверхностях позволяет получать проточные каналы с раз5
личными геометрически:ии константами и перепадом давления в них. Это непосредственно влияет на производительность червячной машины и качество шприцованной ленты из высоковязкой резиновой смеси, облегчая подбор оптимального технологического процесса навивки протекторов пневматических шин.
Сменные вкладыши 2 с развитой поверхностью выполняют роль планки предварительного формования, что обеспечивает профилирование ленты через планки окончательного формования - профилирующие планки 8.
Пример. По разработанным чертежам была изготовлена ш,елевая головка для шприцевания резиновой ленты на червячной машине МЧХ-160-Л-СБ с червяком диаметром 60 мм. Каждое углубление 10 на двух вкладышах 2 выполнено в виде дуговых вогнутых профилей радиусом 5 мм на различную глубину 2, 3, 4 и 5 мм и располагаются один относительно другого от середины вкладышей 2 к их краям с одинаковым шагом 15 мм. По сечению формую- шей ш,ели 9 одинаковые углубления 10 верхнего и нижнего вкладыша 2 располагаются друг против друга с меньшей глубиной от середины формуюшей щели 9 и со ступенчато (через I мм) увеличивающейся глубиной от ее середины к краям и длиной 40 мм.
Формующая щель 9, образованная вкладышами 2, имеет длину L 40 мм и высоту Н 16 мм. Края формующей щели между вкладышами 2 оформлены цилиндрическими каналами 11 с радиусом, равным расстоянию между вкладышами 2. При эксплуатации щелевой головки на агрегате навивки протекторов АНП 2500-2000 производилась навивка (наложение) протектора узкой лентой на каркасы сверхкрупногабаритных покрышек 33.00-51 и 40.00-57. В процессе работы проведены испытания щелевой головки при максимальной нагрузке. На червячной машины МЧХ-160-Л-СБ перерабатывалась протекторная резиновая смесь для сверхкрупногабаритных шин шифра 4И 8283 с вязкостью 64±10 ед. по Муни. Со
5
0
0
став смеси, мае.ч. НКТ 100; техуглерода ПМ-10045; минеральный наполнитель 120, 10; мягчитель 4. Пластичность смеси составляла 0,28-0,35 по ГОСТ 415-75, удельный вес 1,14 г/см.
Производительность шприцмашины с разработанной головкой составляла 580- 600 кг/ч.
Предлагаемая щелевая головка обеспечивает получение из эластомерного материала качественной профилируемой ленты с гладкой поверхностью, тонкими ровными кромками, стабильными геометрическими размерами и повышенную скорость ее шприцевания при сохранении заданных технологических параметров процесса. Это улучшает качество прикатки, стабильность веса накладываемой резины, исключает попадание воздуха и повышает производительность процесса при навивке протектора шин 33.00-51 и 40.00-57.
С использованием предлагаемой щеаевой головки была достигнута производительность навивки протектора на каркас покрышки размером 33.00-51-0,65 шт/ч, а с ранее применявшейся головкой 0,37 шт/ч.
Влияние конструкции щелевой головки на геометрические размеры ленты и скорость ее щприцевания, приведены в таблице.
35
Ширина ленты, мм 130-152 135-137
Толщина ленты , мм
Скорость шприцевания ленты, м/мин
7OQC 7QQ9 /,J-0,Э /,О-О,L
10-12
16-18
10
Вода (выход/
вода iSxod
Фиг. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| Устройство для профилирования шприцованной резиновой ленты | 1975 |
|
SU622684A1 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЕНЫХ ЛИСТОВ | 2002 |
|
RU2203184C1 |
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |
| Способ изготовления протекторныхзАгОТОВОК | 1979 |
|
SU804511A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК | 1987 |
|
SU1448568A1 |
| ГОЛОВКА ШПРИЦМАШИНЫ ДЛЯ ВЫПУСКА ЗАГОТОВОК ПРОТЕКТОРОВ | 1993 |
|
RU2045406C1 |

| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Рябинин д | |||
| Д | |||
| Червячные машины для переработки пластических масс и резиновых смесей | |||
| М.: Машиностроение, 1965, с | |||
| Переносная мусоросжигательная печь-снеготаялка | 1920 |
|
SU183A1 |
