I.
Изобретение относится к гидроабразивной очистке деталей, в частности деталей со сложной рабочей поверхностью типа стеклоформ.
Известна установка для гидроабразивной очистки деталей, содержащая камеру, форсунки с манипулятором, поворотный стол, тележку, смотровое окно и барботаж tij.
Недостатками известной установки являются некачественная очистка деталей из-за неравномерного оседания абразивных частиц по боковым стенкам камеры и низкая производительность из-за необходимости использования дополнительного времени на удаление окисной пленки с неочищенных участков.
Цель изобретения - повышение качества очистки деталей со сложной рабочей поверхностью типа стеклоформ.
Указанная цель достигается тем, что установка для гидроабразивной очистки деталей со сложной рабочей
поверхностью типа стеклоформ, содержащая камеру, форсунки с манипулятором, поворотный стол, тележку, смотровое окно и барботаж, снабже на раструбом с отверстиями, который расположен в нижней части камеры соосно с барботажем, а отверстия выполнены в нижней части раструба на боковой поверхности на расстоянии не более 0,95 его высоты.
10
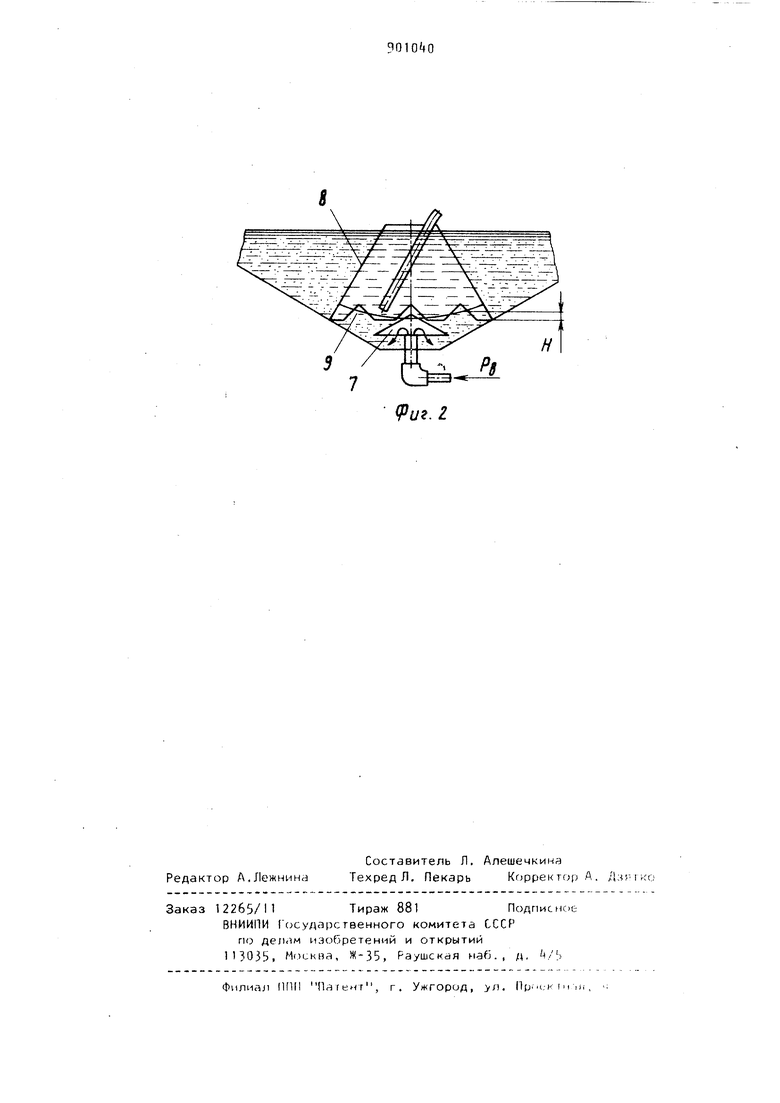
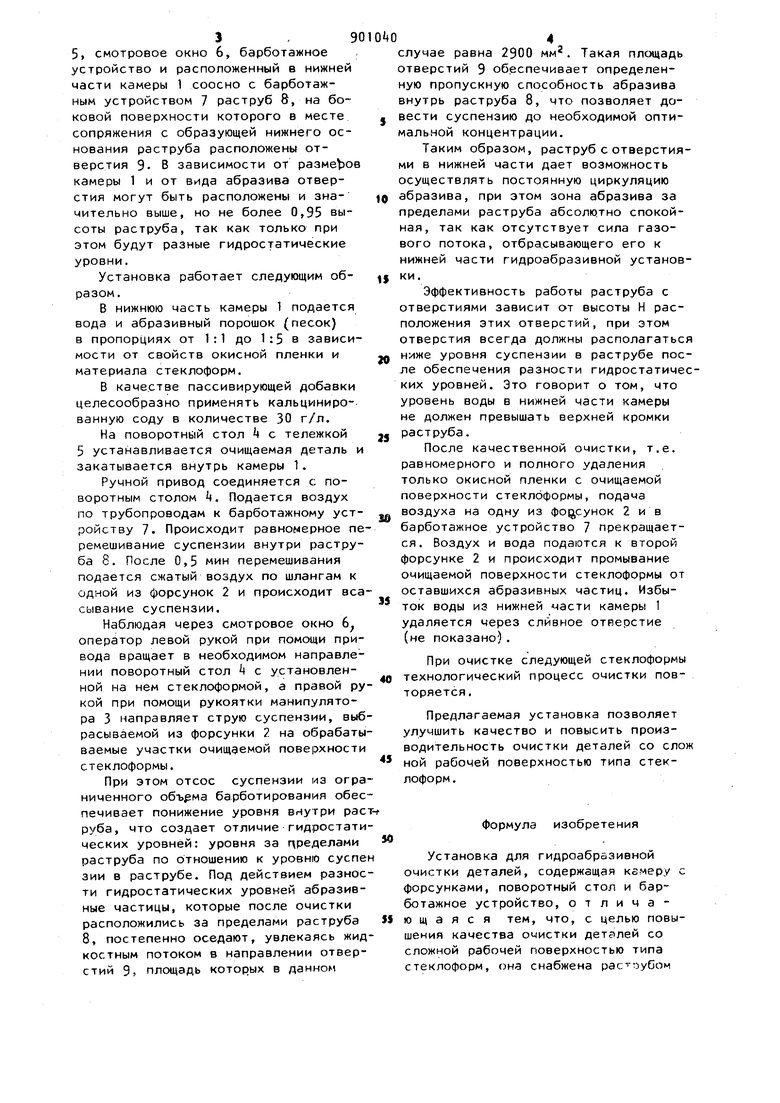
На фиг. 1 дана предлагаемая установка, общий вид; на фиг. 2 - участок расположения раструба.
Установка для гидроабразивной очистки деталей со сложной рабочей
15 поверхностью типа стеклоформ содержит камеру 1, форсунки 2, закрепленные на манипуляторе 3 с возможностью возвратно-поступательного и вращательного (почти на ЗбО ) движений в
20 вертикальных взаимно перпендикулярных плоскостях, поворотный стол 4 с периодически отсоединяющимся ручным приводом, установленный на тепожке 5, смотровое окно 6, барботажное устройство и расположенный в нижней части камеры 1 соосно с барботажным устройством 7 раструб 8, на боковой поверхности которого в месте сопряжения с образующей нижнего основания раструба расположены отверстия 9. В зависимости от разме)ов камеры 1 и от вида абразива отверстия могут быть расположены и значительно выше, но не более 0,95 высоты раструба, так как только при этом будут разные гидростатические уровни. Установка работает следующим образом. В нижнюю часть камеры 1 подается вода и абразивный порошок (песок) в пропорциях от 1:1 до 1:5 в зависимости от свойств окисной пленки и материала стеклоформ. В качестве пассивирующей добавки целесообразно применять кальциниро-. ванную соду в количестве 30 г/л. На поворотный стол с тележкой 5 устанавливается очищаемая деталь и закатывается внутрь камеры 1. Ручной привод соединяется с поворотным столом k. Подается воздух по трубопроводам к барботажному устройству 7. Происходит равномерное пе ремешивание суспензии внутри раструба 8. После 0,5 мин перемешивания подается сжатый воздух по шлангам к одной из форсунок 2 и происходит вса сывание суспензии. Наблюдая через смотровое окно 6 оператор левой рукой при помощи привода вращает в необходимом направлении поворотный стол А с установленной на нем стеклоформой, а правой ру кой при помощи рукоятки манипулятора 3 направляет струю суспензии, выб расываемой из форсунки 2 на обрабаты ваемые участки очищаемой поверхности стеклоформы. При этом отсос суспензии из огра ниченного объема барботирования обес печивает понижение уровня внутри рас руба, что создает отличие гидростати ческих уровней: уровня за пределами раструба по отношению к уровню суспе зии в раструбе. Под действием разнос ти гидростатических уровней абразивные частицы, которые после очистки расположились за пределами раструба 8, постепенно оседают, увлекаясь жид костным потоком в направлении отверстий 9 площадь которых в данном 90 4 случае равна 2900 мм. Такая площадь отверстий 9 обеспечивает определенную пропускную способность абразива внутрь раструба 8, что позволяет довести суспензию до необходимой оптимальной концентрации. Таким образом, раструб с отверстиями в нижней части дает возможность осуществлять постоянную циркуляцию абразива, при этом зона абразива за пределами раструба абсолютно спокойная, так как отсутствует сила газового потока, отбрасывающего его к нижней части гидроабразивной установки. Эффективность работы раструба с отверстиями зависит от высоты И расположения этих отверстий, при этом отверстия всегда должны располагаться ниже уровня суспензии в раструбе после обеспечения разности гидростатических уровней. Это говорит о том, что уровень воды в нижней части камеры не должен превышать верхней кромки раструба. После качественной очистки, т.е. равномерного и полного удаления только окисной пленки с очищаемой поверхности стеклоформы, подача воздуха на одну из фоцсунок 2 и в барботажное устройство 7 прекращается. Воздух и вода подаются к второй форсунке 2 и происходит промывание очищаемой поверхности стеклоформы от оставшихся абразивных частиц. Избыток воды из нижней части камеры 1 удаляется через сливное отверстие (не показано). При очистке следующей стеклоформы технологический процесс очистки повторяется. Предлагаемая установка позволяет улучшить качество и повысить производительность очистки деталей со слож ной рабочей поверхностью типа стеклоформ. Формула изобретения Установка для гидроабразивной очистки деталей, содержащая камеру с форсунками, поворотный стол и барботажное устройство, о т л и ч а ю щ а я с я тем, что, с целью повышения качества очистки деталей со сложной рабочей поверхностью типа стеклоформ, она снабжена рас оубом
с отверстиями, который расположен в нижней части камеры соосно с барботажным устройством, а отверстия выполнены в нижней части раструба на его боковой поверхности на расстоянии не более 0,95 его высоты.
Источники информации, принятые во внимание при экспертизе
1. Богомолов А. Г., Брацлавский И.Н, Справочник по нестандартному оборудованию. М., Машиностроение, 1965 с. 79, фиг..
иг. 1
8
(Риг. I
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИДРОАБРАЗИВНОЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ | 1992 |
|
RU2071409C1 |
| Устройство для струйной обработки изделий | 1988 |
|
SU1650409A1 |
| Установка для центробежной обработки изделий | 1984 |
|
SU1217635A2 |
| Устройство дезактивации радиоактивных элементов | 2018 |
|
RU2695630C1 |
| СПОСОБ СТРУЙНОЙ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2167757C2 |
| Установка для гидроабразивной обработки деталей | 1987 |
|
SU1440682A1 |
| Гидроабразивная установка | 1978 |
|
SU674883A1 |
| Смотровое окно | 1983 |
|
SU1137177A1 |
| УСТАНОВКА ДЛЯ АЭРОГИДРОДИНАМИЧЕСКОЙ АБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ, ФОРСУНКА ДЛЯ НЕЕ (ВАРИАНТЫ), СПОСОБ АЭРОГИДРОДИНАМИЧЕСКОЙ АБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ И СОСТАВ ДЛЯ НЕЕ | 2010 |
|
RU2450906C2 |
| Устройство для гидроабразивной обработки деталей | 1984 |
|
SU1283066A1 |